Я. Вступ
Морський сорт 5086 Алюмінієва пластина H116 займає винятково цінну позицію в спектрі алюмінієвих суднобудівних матеріалів, яку часто недооцінюють саме тому, що вона знаходиться між двома більш помітними сплавами..
Більш стійкий до корозії та формувальний, ніж 6061 серія, але більш придатний для роботи та зварювання, ніж високоміцний 5083, 5086 H116 забезпечує поєднання властивостей, що робить його незамінним у широкому діапазоні морських застосувань: човни для прогулянкового рибальства зі складною формою корпусу, корпуси вітрильників, що вимагають розширення верхів, вторинна структура комерційного робочого човна, доріжки для морських платформ, і надбудови військових суден.
Ця стаття надає вичерпну інформацію, авторитетна експертиза морського класу 5086 Алюмінієва пластина Н116 по вісімнадцяти аналітичним розмірам — металургія, наука про гарт, виробництво, властивості, корозійні показники, критичне порівняння 5086 проти 5083, структурний дизайн, застосування суден, виготовлення, захист від корозії, стандарти якості, нормативні бази, економіка ланцюга поставок, стійкість, та інновації.
II. Металургійний фонд: З 5086 Алюмінієвий сплав
2.1 Серія 5xxx: Морська хімія магнію
Алюмінієві сплави серії 5xxx досягають своєї міцності та стійкості до корозії за рахунок магнію, розчиненого в твердому розчині в алюмінієвій матриці.
Атоми магнію, трохи більші за атоми алюмінію, спотворюють кристалічну решітку, перешкоджаючи руху дислокацій і тим самим збільшуючи міцність — механізм, званий зміцненням твердого розчину, який не потребує термічної обробки для активації та ніколи не зменшується через термічний вплив (нижче діапазону чутливості).
Цей характер, що не піддається термічній обробці, визначає логіку морських характеристик сплавів 5xxx: їх властивості залишаються стабільними протягом усього терміну служби посудини, на відміну від термічно оброблених сплавів, дисперсійне твердіння яких може бути частково скасовано термічними циклами зварювання та вогню.
Другий морський дар магнію – електрохімічний: це зміщує природний потенціал корозії сплаву в морській воді в бік більш негативного (анодний) значення, покращення стійкості до точкової корозії шляхом підвищення стабільності пасивної плівки та зменшення різниці між матрицею сплаву та катодними інтерметалевими частинками, які служать місцями ініціації ямок.
Вищий вміст магнію зазвичай означає кращу стійкість морської води до корозії — ось чому 5083 (4.0–4,9% Mg) перевершує 5052 (2.2–2,8% Mg) на довгостроковій морській службі.
5086 сидить між цими двома: діапазон вмісту магнію 3,5–4,5% забезпечує стійкість до корозії в морській воді, що значно перевищує 5052 і наближається 5083, зберігаючи при цьому вміст магнію достатньо низьким, щоб зменшити ризик сенсибілізації, що стає основною проблемою інженерів у сплавах з високим вмістом магнію.
Морський клас 5086 H116 Алюмінієва пластина
2.2 Хімічний склад: Кожен елемент створено для моря
Склад 5086 алюміній, визначено ASTM B209, У 573-3, Gb/t 3880, і JIS H4000, відображає свідому морську інженерію в кожному елементі:
| Елемент | Діапазон складу (%) | Морська інженерна функція |
|---|---|---|
| Алюміній (Al) | Залишок (~94,2–95,7) | Первинна матриця; формування та відновлення пасивної оксидної плівки |
| Магній (Мг) | 3.5 - 4.5 | Зміцнення твердого розчину; стійкість до корозії морської води |
| Марганець (Мн) | 0.20 - 0.70 | Контроль структури зерна; Утворення дисперсоїду Al₆Mn |
| Хром (Cr) | 0.05 - 0.25 | Гальмує рекристалізацію; стабілізує межі зерен |
| Прасувати (Феод) | ≤ 0.50 | Домішки; утворює катодні частинки Al₃Fe — суворо контролюється |
| Кремнію (І) | ≤ 0.40 | Домішки; взаємодіє з Mg при утворенні Mg₂Si |
| Мідь (Куточок) | ≤ 0.10 | Строго мінімізований — підвищує ризик точкової та гальванічної корозії |
| Цинк (Zn) | ≤ 0.25 | Домішка стеля; надлишок знижує опір SCC |
| Титан (На) | ≤ 0.15 | Розливний рафінер; контроль узгодженості властивостей |
| Інші (кожен/всього) | ≤0,05/≤0,15 | Гранична кількість агрегатних домішок |
2.3 Порівняльний аналіз сплавів для морських застосувань
Вибір правильного морського алюмінієвого сплаву вимагає розуміння того, де кожен потрапляє в спектр продуктивності, здатності до формування та чутливості:
| Сплав | Мг (%) | Мін. UTS (H116, MPA) | Мін. YS (H116, MPA) | Ризик сенсибілізації | Формування | Найкраще морське застосування |
|---|---|---|---|---|---|---|
| 5052-H32 | 2.2–2,8 | 228 | 193 | Дуже низький | Відмінний | Легка структура; некорпусні |
| 5086-H116 | 3.5–4,5 | 270 | 193 | Низький-помірний | Дуже добре | Верхні борти корпусу; складні форми; вторинна структура |
| 5083-H116 | 4.0–4,9 | 303 | 214 | Помірний | Добрий | Первинна структура корпусу; обшивка дна |
| 5456-H116 | 4.7–5,5 | 317 | 228 | Помірно-високий | Справедливий | Високоміцний корпус; ретельний моніторинг |
| 5059-H116 | 5.0–6,0 | 330 | 240 | Низький (оптимізований) | Справедливий | Преміальний морський; найвища сила морської |
| 6061-T6 | 0.8–1,2 мг | 310 | 276 | N/a | Помірний | Неморські структурні; уникайте занурення в морську воду |
5086 займає оптимальну формоздатність сімейства морських сплавів. Він гнеться швидше, ніж 5083, зварювання з дещо меншим зниженням міцності ЗТВ, і має еквівалентний захист від сенсибілізації в темпері H116, що робить його логічним вибором, коли складна геометрія, вигнуті форми корпусу, або чудова холодна оброблюваність має більше значення, ніж 10–12% надбавка до міцності 5083 забезпечує.
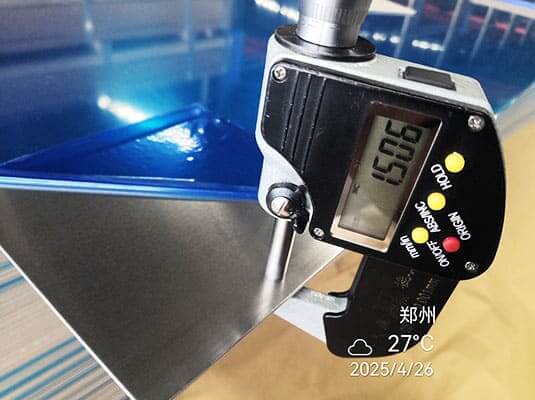
5086 H116 Вимірювання товщини алюмінієвої пластини
III. Загартування H116: Морська спеціальна техніка 5086
3.1 Вдача, народжена з досвіду роботи
Специфікація H116 для морських алюмінієвих сплавів виникла не в теоретичному матеріалознавстві — вона виникла в результаті задокументованої історії передчасної корозії в судах, виготовлених зі сплавів 5xxx у відпусках, які пройшли специфікації механічних властивостей, але не мали мікроструктурного контролю, необхідного для опору специфічним механізмам корозії морської води..
Відшарування обшивки корпусу, корозійне розтріскування зварних з'єднань, і міжкристалічна атака в пластині, яка була злегка сенсибілізована під час виготовлення, все це сприяло визнанню промисловістю того, що морський алюміній потребує позначення температури, спеціально розробленого для стійкості до корозії, не просто навколо сили.
Результат — кодифіковано в ASTM B928 (вперше опубліковано 2004, регулярно переглядається) — визначає H116 як умову деформаційного зміцнення для сплавів серії 5xxx з вмістом магнію ≥3%, спеціально розроблених для забезпечення стійкості до корозії внаслідок відшарування та корозійного розтріскування під напругою.
Стандарт вимагає тестування на чутливість кожної виробничої партії, роблячи H116 єдиним загартованим алюмінієм у звичайному комерційному виробництві, де випробування на корозію є обов’язковою вимогою до партії, а не необов’язковим додатковим випробуванням.
3.2 H116 Виробничий шлях: Контрольована холодна робота
Виробництво 5086 H116 вимагає точного контролю над холодним обжаттям, застосованим після гарячої прокатки - відсоток, який одночасно досягає трьох цілей, які зазвичай були б у напрузі: адекватна міцність на розрив (UTS ≥270 МПа), адекватна пластичність (подовження ≥10%), і специфічна дислокаційна структура, яка порушує безперервне покриття меж зерен бета-фази.
Критичною термічною дисципліною під час холодної прокатки H116 є підтримка температури листа нижче 65 °C протягом усіх проходів холодного обжання..
Холодна прокатка генерує тепло через пластичну деформацію, і без належного застосування охолоджуючої рідини та міжпрохідного охолодження, лише нагрівання кочення може привести пластину до діапазону сенсибілізації — екскурсія процесу, яка призведе до загартованих за H116 механічних властивостей у матеріалі, який уже почав осадження на межі зерен, якому H116 призначений для запобігання.
3.3 Порівнюючи 5086 Вдачі: Морські та критичні відмінності
| Вдача | Визначення | Необхідно NAMLT | Стійкість до відшарування | Опір SCC | Морське використання |
|---|---|---|---|---|---|
| О | Повністю відпалений | Ні | Бідний | Бідний | Тільки глибоке формування; не для занурення в морську воду |
| H32 | Деформаційно зміцнений + частковий відпал | Ні | Помірний | Помірний | Не морський клас — тільки загальноструктурні |
| H34 | Деформаційно зміцнений + частковий відпал (вище) | Ні | Помірний | Помірний | Не морський клас |
| H116 | Деформаційно зміцнений; морський контроль | Так (≤15 мг/см²) | Відмінний | Відмінний | Первинна морська структурна специфікація |
| H321 | Деформаційно зміцнений + стабілізовано | Так (≤15 мг/см²) | Відмінний | Відмінний | Альтернатива H116; тарілка >38 мм |
| H112 | Виготовлений; контрольовані властивості | Ні | Не перевірено | Не перевірено | Неморські конструкції |
3.4 Механічні властивості морського класу 5086 H116 Алюмінієва пластина
| Майно | Цінність | Тестовий стандарт | Дизайн програми |
|---|---|---|---|
| UTS (мінімум) | 270 MPA (39 KSI) | ASTM E8 | Міцність панелей корпусу; конструкція елемента конструкції |
| Похідна сила (0.2%) (хв) | 193 MPA (28 KSI) | ASTM E8 | Межа пружності конструкції; оцінка вигину |
| Подовження (хв) | 10% | ASTM E8 | Запас пластичності для формування та стійкість до ударів |
| Міцність на зсув (типовий) | ~165 МПа | — | Конструкція зрізу заклепок і зварних швів |
| Твердість за Брінеллем (типовий) | 60–75 HB | ASTM E10 | Перевірка гарту; вхідний огляд |
| Втомна міцність (незварений, 5×10⁸) | ~117 МПа | ASTM E466 | Оцінка втоми основного металу |
| Втомна міцність (зварне з'єднання) | ~45–62 МПа | Єврокод 9/DNV | Керівний проектний критерій корпусів суден |
| Вплив Шарпі (-40°C) | >15 Дж | ASTM E23 | Кваліфікація служби холодного клімату |
| Модуль еластичності | 70.3 GPA | — | Розрахунок на прогин і жорсткість |
IV. Виробничий процес морського класу 5086 H116 Алюмінієва пластина
4.1 Від розплавлення до морської сертифікації: Послідовність виробництва
Сертифікований 5086 Морська пластина H116 вимагає чіткого контролю процесу на шести етапах виробництва, тому що основна функція відпуску H116 — корозійна стійкість через контрольовану мікроструктуру — може бути зруйнована одним термічним виходом або неадекватним холодним відновленням у будь-якій точці послідовності.
Нижче описано виробничий процес від підготовки сплаву до сертифікації.
4.2 Підготовка сплаву та лиття на постійному струмі
З 5086 розплав готують з'єднанням первинного алюмінію (≥99,7% Al) з точно зваженими добавками металевого магнію (досягнення цільового вмісту Mg 3,5–4,5%.) і марганцевий лигатурний сплав (0.20–0,70% Mn мета).
Додавання хрому (0.05–0,25% Cr) вимагає ретельного контролю — занадто мало жертвує функцією стабілізації меж зерен; занадто багато ризикує утворенням хромовмісного осаду, який може зробити сплав крихким. Оптична емісійна спектрометрія (OES) перевіряє хімічний склад розплаву із зразків ковша перед кожною розливкою.
Пряме охолодження (DC) напівбезперервне лиття виробляє прокатні сляби, як правило, товщиною 400–550 мм і шириною 1000–2000 мм.
Контрольована швидкість затвердіння в процесі постійного струму створює дрібну фракцію, відносно рівномірна мікроструктура з керованими градієнтами складу — краще, ніж більш груба, більш відокремлена структура, отримана методами безперервного лиття.
Для виробництва морських плит, Лиття постійного струму є необхідним виробничим маршрутом; виробники намагаються безперервного лиття 5086 для морських застосувань не може досягти однорідності мікроструктури, необхідної для сталої корозійної ефективності H116.
4.3 Гомогенізація: Побудова мікроструктурного фундаменту
Гомогенізація при 460–510°C протягом 8–18 годин виконує три функції одночасно для 5086 плити:
Усунення сегрегації: Затвердіння створює градієнти композиції між дендритами (зазвичай 50-200 мкм). Тримання при високій температурі дозволяє дифузії перерозподіляти магній, марганець, і хрому в більш рівномірний розподіл, забезпечення стабільних властивостей по всій товщині плити.
Дисперсоїдні опади: Під час повільного охолодження від температури гомогенізації, Al₆Mn і Al₁₂Mg₂Cr дисперсоїдні частинки (0.05–0,5 мкм) зароджуватися і рости. Ці частинки є мікроструктурними агентами, відповідальними за пригнічення рекристалізації під час гарячої прокатки та зростання зерна під час відпалу, безпосередньо контролюючи кінцеву зернисту структуру пластини H116.
Нерівноважна фаза розчинення: Як литий 5086 містить метастабільні багаті магнієм інтерметалічні фази на границях дендритів. Гомогенізація розчиняє їх у твердий розчин, підготовка однорідної вихідної мікроструктури для гарячої прокатки.
4.4 Гаряче кочення: Зменшення товщини будівлі з контролем мікроструктури
Після гомогенізації, скальповані плити (поверхнева механічна обробка для видалення відокремлених зовнішніх 10–20 мм) попередньо нагрівають до 430–500°С і гаряче прокатують.
Графік проходів гарячої прокатки зменшує сляб від ~400–550 мм до товщини гарячої стрічки, яка зазвичай становить 3–20 мм, через послідовність проходів розбивки. (велике скорочення за прохід, висока температура) і фінішні пропуски (менше скорочення, контрольована температура на виході).
Температура на виході гарячої прокатки — температура, при якій смуга виходить із кліті кінцевої прокатки — особливо важлива для 5086 Виробництво H116.
Якщо температура на виході занадто висока (вище приблизно 320°C), стрічка значною мірою рекристалізується до крупнозернистої структури, яка створює нижчу обробку поверхні кінцевого продукту.
Якщо температура на виході занадто низька (приблизно нижче 220°C), неповна рекристалізація залишає частково оброблену структуру, яка викликає змінні властивості після наступного відпалу.
Для послідовного 5086 Властивості H116, більшість виробників націлені на температуру на виході 250–310°C з контролем ±20°C по ширині смуги.
4.5 Холодна прокатка до стану H116
Після гарячої смуги охолодження нижче 100°C (забезпечення відсутності сенсибілізації під час переходу), холодна прокатка застосовує контрольоване обжаття, яке визначає H116.
Виробнича дисципліна при холодній прокатці охоплює три одночасні вимоги:
- Контроль скорочення: Досягніть певного відсотка зниження (є власністю кожного виробника, зазвичай 5–20% для 5086 H116) що виробляє UTS ≥270 МПа, YS ≥193 МПа, подовження ≥10%, і щільність дислокації, достатня для NAMLT ≤15 мг/см²
- Контроль температури: Завжди підтримувати температуру листа нижче 65°C — перевіряється контактними термометрами на виході кожного проходу холодної прокатки
- Управління мастилом: Рівномірно нанесіть мастило, щоб контролювати тертя, утворення тепла, і чистота поверхні — надлишок мастила сприяє забрудненню поверхні вуглеводнями, що погіршує подальшу адгезію покриття
4.6 Інтеграція контролю якості: Випробування на сенсибілізацію на стадії виробництва
ASTM B928 вимагає, щоб кожна виробнича партія 5086 H116 пройти тестування NAMLT перед випуском. «Партія» визначається як усі пластини з одного сплаву, вдача, і товщина, виготовлена з того самого лиття (тепло) у тій самій послідовності.
Практичний результат для великих прокатних станів, які виробляють кілька партій одночасно, полягає в тому, що тестування NAMLT може представляти значний час циклу сертифікації — зазвичай додаючи 2–3 робочі дні до графіків доставки.
Команди із закупівель повинні включати цей графік у графіки поставок матеріалів верфі, а не тиснути на постачальників для випуску до сертифікації.
Послідовність тестування контролю якості виробництва перед випуском пластини:
- Хімічний склад (за OES): Кожне нагрівання → прийняти/відхилити порівняно з ASTM B209 / У 573-3 межі
- Випробування на розтяг (ASTM E8): Кожен лот → UTS, Ys, подовження порівняно з мінімумами H116
- NAMLT (ASTM G67): Кожен лот → втрата маси ≤15 мг/см²
- Твердість (Брінелл): Кожен лот (вибіркова перевірка) → Підтвердження діапазону 60–75 HB
- Перевірка розмірів: Кожна плита → товщина, ширина, довжина, рівність, розвал
- Ультразвуковий контроль (ASTM B594): Як зазначено → виявлення внутрішнього ламінування та включень
В. Фізичні та механічні властивості: Повний профіль
5.1 Порівняння структурних властивостей: 5086 H116 проти. Ключові альтернативи
Розуміння рівня Marine 5086 H116 Алюмінієва пластина окремо менш корисна, ніж розуміння її в контексті.
Наступні позиції порівняння 5086 H116 порівняно з найпоширенішими морськими альтернативами щодо властивостей, які регулюють конструктивні рішення:
| Майно | 5086-H116 | 5083-H116 | 5052-H32 | 6061-T6 |
|---|---|---|---|---|
| UTS хв (MPA) | 270 | 303 | 228 | 310 |
| YS хв (MPA) | 193 | 214 | 193 | 276 |
| Подовження хв (%) | 10 | 10 | 12 | 8 |
| Щільність (g/cm³) | 2.66 | 2.66 | 2.68 | 2.70 |
| Е (GPA) | 70.3 | 70.3 | 70.3 | 68.9 |
| HAZ YS (тип., MPA) | ~105 | ~115 | ~90 | ~ 160 (Т4-екв.) |
| Мінімальний радіус вигину (3мм плита) | ~1,5т | ~2т | ~1т | ~2,5т |
| Корозія морської води | Відмінний | Відмінний | Дуже добре | Помірний |
| Ризик сенсибілізації | Низький-помірний | Помірний | Дуже низький | N/a |
| Необхідно ASTM B928 | Так | Так | Ні | Ні |
Рядок межі текучості HAZ розкриває одну з недооцінених переваг 5086: його властивості ЗТВ зварного з'єднання, при цьому нижче материнської пластини, вигідно порівнювати зі значеннями ЗТВ 5083, оскільки нижча початкова межа текучості перетворюється на більш сприятливий коефіцієнт ефективності з’єднання ЗТВ.
Ефективність конструкційної панелі з зварним з’єднанням (HAZ YS / батько Ю.С) керує дизайном, 5086 досягає приблизно 54% спільна ефективність проти приблизно 54% для 5083 — по суті еквівалентні.
Однак, абсолютний рівень напруги в 5086 Хаз (~105 МПа) нижче, що означає, що для заданого конструктивного навантаження, 5086 Для з’єднань HAZ потрібна дещо товща пластина або менша відстань між ребрами жорсткості, ніж еквівалент 5083 з'єднання.

5086 H116 Алюмінієва пластина для корпусів вітрильників
5.2 Фізичні властивості для морського дизайну
| Майно | Цінність | Одиниця | Наслідки морського дизайну |
|---|---|---|---|
| Щільність | 2.66 | g/cm³ | 34% зі сталі; забезпечує легку конструкцію корпусу |
| Модуль еластичності | 70.3 | GPA | Нижче сталі; регулює прогин у великих панелях |
| Модуль зсуву | 26.4 | GPA | Жорсткість на кручення; дизайн панелі при зсуві |
| Коефіцієнт теплового розширення | 23.8 | мкм/м·°C | Вимоги до конструкції термічного з’єднання тропіків і Арктики |
| Теплопровідність | 127 | З/м · k | Розподіл тепла; пожежотехнічний аналіз |
| Електропровідність | 31 | % IACS | Конструкція розподілу струму катодного захисту |
| Діапазон плавлення | 585–641 | ° C | Пожежна безпека: нижче, ніж сталь; необхідний пасивний захист |
| Питома теплоємність | 900 | J/кг · k | Теплова маса для розрахунку тривалості пожежі |
Щільність 2.66 г/см³ – це число, яке в кінцевому підсумку обґрунтовує перевагу алюмінію над сталлю в більшості морських застосувань.
Перекладаючи це на порівняння структурної ваги корпусу: a 5086 Панель корпусу H116, еквівалентна жорсткості на вигин морській сталевій панелі, важить приблизно 45–55% ваги сталевої панелі.
На 15-метровому прогулянковому судні, ця економія ваги на 600–900 кг у конструкції корпусу безпосередньо зменшує споживання палива приблизно на 15–22% на крейсерській швидкості — суттєва експлуатаційна економія протягом 20–30 років служби судна.
5.3 Формування: 5086Конкурентний диференціатор
5086 Перевага H116 у формуванні над 5083 H116 не є тонким — це основна інженерна причина, яку слід уточнити 5086 коли потрібна складна геометрія корпусу.
Механізм переваги простий: 5086нижчий вміст магнію (3.5–4,5% проти. 4.0–4,9% за 5083) створює нижчу границю текучості, нижча межа текучості безпосередньо означає кращу здатність до холодного формування, оскільки напруга, необхідна для пластичної деформації матеріалу, нижча порівняно з напругою руйнування.
Порівняння мінімального радіуса вигину (товщина матеріалу 4 мм):
| Напрямок вигину | 5086-H116 | 5083-H116 | Перевага |
|---|---|---|---|
| Поперек напрямку кочення | 1.5т (6 мм) | 2т (8 мм) | 5086: 25% менший радіус |
| Паралельно напрямку кочення | 2т (8 мм) | 2.5т (10 мм) | 5086: 20% менший радіус |
Для конструкції корпусу з вираженими кутами нахилу, розкльошені верхи, складно-вигнуті лукові секції, і льяльні повороти малого радіусу, ця перевага формування є вирішальною в експлуатації.
Виробники, що працюють з 5086 H116 повідомляє про 30–40% менше випадків розтріскування під час холодного згинання каркасів корпусу та панелей корпусу порівняно з еквівалентом 5083 Операції H116 — покращення якості та продуктивності, що з лишком компенсує невелику різницю у вартості матеріалів між двома сплавами.
5.4 Втомні розрахункові властивості для морських конструкцій
Втомні властивості зварного з'єднання 5086 H116 слідує тому ж Єврокоду 9 / DNV S-N крива каркас як 5083 H116, оскільки обидва є зварними алюмінієвими сплавами, і показники втоми зварних з’єднань залежать насамперед від геометрії та якості зварювання, а не від конкретного сплаву:
| Структурна деталь | Деталь Категорія Δσ_C (MPA) | Місцезнаходження представницького корпусу |
|---|---|---|
| Батьківська табличка, віддалений від зварних швів | 70 | Середня панель, подалі від ребер жорсткості |
| Зварювання встик повним проваром (якість А) | 40–50 | Поздовжні з'єднання бортової частини |
| Зварювання встик повним проваром (якість Б) | 35–45 | Каркас і поперечні з’єднання |
| Закінчення ребра жорсткості — з кронштейном | 28–35 | З'єднання торців рами |
| Закінчення ребра жорсткості — без кронштейна | 20–28 | Короткі кінці ребер жорсткості |
| Кутовий шов, хрестоподібний суглоб | 25–32 | Кріплення фурнітури для палуби |
Важливо, 5086 і 5083 зварні з’єднання в тій самій категорії деталей забезпечують еквівалентну довговічність при втомі при еквівалентних діапазонах напруги.
Вибір між двома сплавами суттєво не впливає на результат проектування втоми, за умови еквівалентності якості зварювання та геометрії деталей.
Ця еквівалентність означає, що дизайнери можуть вільно замінювати 5086 для 5083 у конструкціях, що керуються втомою, без перепроектування деталей зварювання — важливе практичне спрощення.

Експортна упаковка морського класу 5086 H116 Алюмінієва пластина
VI. Морські корозійні характеристики: Науковий аналіз
6.1 5086Електрохімічне положення в морській воді
Морський клас 5086 Алюмінієва пластина H116 у морській воді розвиває природний потенціал відкритого контуру (OCP) приблизно -0,85 В проти насиченого каломельного електрода (SCE) — трохи благородніший (позитивний) ніж 5083 (приблизно −0,87 В), що відображає дещо нижчий вміст магнію.
Ця невелика різниця є практично несуттєвою для більшості цілей морського проектування, оскільки обидва сплави займають однакове загальне положення в гальванічному ряду і однаково реагують на однакові системи катодного захисту.
Пасивна плівка на 5086 у морській воді тонкий (2–8 нм), аморфний шар оксиду алюмінію, який утворюється спонтанно під час впливу кисневмісних середовищ і підтримується завдяки динамічному балансу розчинення та репасивації.
Ключовим показником ефективності є потенціал піттингу — електрохімічний потенціал, вище якого зароджуються піти — і потенціал піттингу 5086 у морській воді при 25°C падає приблизно від –0,65 до –0,75 В порівняно з SCE.
Оскільки природний ОЦП (−0,85 В) є значно негативнішим, ніж потенціал піттингу, 5086 у нормальній експлуатації морської води працює приблизно з 100–200 мВ катодного захисту від власного об’ємного потенціалу — самозахисного буфера, який забезпечує базовий опір утворенню ямок.
6.2 Три критичні режими корозії та захисні механізми 5086
Відшарування Корозія: Основний захист H116
Відшарування вражає сплави 5xxx через подовжені, межі зерен у формі млинця, утворені коченням — проникнення міжкристалічної морської води поступово піднімає послідовні шари пластин уздовж площин кочення, утворюючи характерні пухирі, відшарування, що дає назву пілінгу.
Механізм вимагає трьох умов одночасно: сенсибілізована мережа меж зерна (безперервне покриття бета-фази); електроліт (морська вода) здатні проникати через межі зерна; і геометричне обмеження подовжених зерен, яке змушує розширення продукту корозії виражатися як міжшарове розшарування, а не як дисперсна загальна атака.
5086 H116 атакує цей механізм на його першій передумові. Контролюючи холодне зменшення для отримання перерваного, розривний розподіл бета-фази по межі зерен, Загартування H116 усуває безперервний міжзерновий шлях, необхідний морській воді для прогресивного відлущування.
Додатково, 5086нижчий вміст магнію (проти 5083) означає, що навіть без контролю температури H116, бета-фаза на межі зерна має тенденцію формуватися повільніше та у більш непостійній формі, забезпечуючи додатковий запас міцності, що пояснює, чому 5086 у H32 загартуванні демонструє кращу стійкість до відшарування, ніж 5083 в температурі Н32, незважаючи на те, що вони не відповідають вимогам сертифікації ASTM B928.

Корабельна палуба 5086 H116 Алюмінієва пластина
Стрес -корозія розтріскувань (SCC): Де 5086 Перевершує 5083
SCC поєднує тривалу напругу розтягування з активним корозійним середовищем для поширення тріщин при інтенсивності напруги, значно нижчій від міцності руйнування ненапруженого матеріалу.
У сенсибілізованих сплавах 5xxx, безперервна плівка бета-фази на межі зерен забезпечує поширення тріщин анодного розчинення. 5086 Стійкість H116 до SCC забезпечується двома механізмами посилення: руйнування бета-фази безперервної межі зерен за допомогою відпуску H116 (так само, як і для пілінгу), і низький вміст магнію, за своєю суттю, сповільнює кінетику сенсибілізації.
Опубліковані дані довгострокових випробувань SCC 5086 H116 демонструє стійкість до розтріскування при тривалому рівні напруги до 60% межі текучості при альтернативному випробуванні зануренням (ASTM G44) — перевершує 5083 H116 (зазвичай стійкий до приблизно 50% межі текучості) і значно перевершує сенсибілізований матеріал H32 (які можуть розтріскуватися при 20–25% межі текучості).
Для корпусних конструкцій із залишковими зварювальними напругами 30–50 МПа, цей запас опору SCC достатній для звичайної морської експлуатації, але не необмежений. Будь-яка стійка напруга розтягування в поєднанні з тепловим середовищем, що сприяє сенсибілізації, заслуговує на увагу інженерів.
Корозія: Базова атака з морської води
Пітінг починається в місцях, де пасивна плівка найслабша: межі розділу між металевими частинками та матрицею, точки появи кордону зерна, і поверхневі подряпини, які оголюють свіжий алюміній.
Для морського класу 5086 H116 Алюмінієва пластина, домінуючими місцями ініціації пітів є інтерметалічні частинки Al₃Fe та Al₆Mn, які є катодами алюмінієвої матриці та створюють локальні гальванічні елементи, які розчиняють навколишній алюміній.
Межа домішок заліза ≤0,50% для 5086 (проти ≤0,40% для 5083) означає, що 5086 в принципі може містити більше частинок Al₃Fe — незначний недолік стійкості до корозії порівняно з 5083. На практиці, більшість морського класу 5086 виробники тримають залізо нижче 0.30%, роблячи цю теоретичну різницю незначною.
Дані випробування довгостроковим зануренням для 5086 в синтетичній морській воді (ASTM D1141) демонструє середню глибину ямки 0,10–0,25 мм після 5 років — швидкість корозії 0,02–0,05 мм/рік, яка комфортно вміщує запас товщини пластини, наявний у обшивці корпусу судна.
VII. Морські програми та типи суден
7.1 Човни для відпочинку та спорту: Домінуючий домен програми
Ринок прогулянкових човнів становить найбільшу частку 5086 Споживання H116 у всьому світі, завдяки винятковій комбінації формоздатності сплаву, стійкість до корозії морської води, і ефективність ваги для типів і розмірів суден, які домінують у будівництві для відпочинку (6–18 м LOA).
Офшорні алюмінієві рибальські човни в діапазоні 6–12 м представляють архетип 5086 Застосування H116. Для цих суден потрібні складно-вигнуті корпуси з вираженим диверсом (зазвичай 18-24°) і розкльошені луки для морського ведення в морі, стійкість до корозії в морській воді для верхів, які можна не фарбувати роками між ремонтами, і структурна міцність, достатня для використання в морських умовах без надмірної ваги, яка може поставити під загрозу продуктивність менших підвісних або кормових силових установок. Морський клас 5086 Алюмінієва пластина H116 товщиною 3,0–5,0 мм відповідає всім трьом вимогам одночасно.
Корпуси вітрильників представляють деякі з найскладніших геометрично завдань у будівництві алюмінієвих човнів — стрілоподібні кілі, вигнуті секції фрамуги, розкльошені верхи, і виражений tumblehome все вимагає щільного радіусу згинання 5086 справляється надійніше, ніж 5083. Додатково, навантаження на конструкції вітрильника, як правило, нижчі, ніж навантаження на еквівалентну довжину моторного човна (без плескання; менша швидкість), створення 10% межі текучості між 5086 і 5083 структурно не має значення для більшості вітрильних суден. Досвідчені виробники алюмінієвих вітрильників, включаючи спеціалістів у Європі та Новій Зеландії, постійно вказують 5086 H116 для верхніх бортів і надватерлінії, резервування 5083 H116 для зон кріплення кіля та ватерлінії/обшивки дна, де структурні вимоги виправдовують додаткову міцність.
Центральна консоль і прогулянкові човни (7–10 м) Використовуйте переваги формоутворення 5086 при виготовленні глибоких консольних конструкцій, оточує ящик для риби, і секції надводного борту, які визначають ці типи корпусів. Будівельники повідомляють про значно менше ремонту зварних швів через розтріскування під час формування цих складних профілів при використанні 5086 H116 проти 5083 H116 — пряма економія виробничих витрат, яка з лишком компенсує будь-які незначні матеріальні надбавки.
7.2 Комерційні човни: Поєднання структурних характеристик із здатністю до формування
Комерційні робочі човни — практичні, утилітарні судна, які обслуговують морські платформи, трансферний екіпаж, проводити опитування, і допоміжні портові операції — представляють другу основну область споживання для 5086 H116.
Судна для перевантаження екіпажу (CTVS) для обслуговування офшорних вітрових електростанцій найбільш чітко демонструють стратегію оптимізації вибору сплаву. Типовий 24 м. Конструкція корпусу КТВ часто використовується 5083 H116 (6–8 мм) для нижньої обшивки — де ударні навантаження від повторюваного доступу турбіни в умовах низьких рівнів моря створюють високі циклічні напруги — і 5086 H116 (5–6 мм) для верхніх будинків і панелей надбудови, де нижчі структурні вимоги дозволяють використовувати сплав, який краще формується, і де складна геометрія розміщення екіпажу виграє від меншого радіуса вигину 5086.
Лоцманські катери та катери портової служби (12–22 м) представляють особливо сприятливі умови для 5086 H116: помірні конструктивні навантаження (зміщення, а не стругання в більшості випадків), складні форми корпусу, характерні для круглотрюмної конструкції водотоннажності, і регулярне промивання верхів прісною водою з шланга, що характеризує технічне обслуговування портових суден. Менший ризик сенсибілізації 5086 H116 проти 5083 є другорядною перевагою для портових суден, які піддаються паровому очищенню палуби — потенційна сенсибілізація через температурний вплив, яка повністю відсутня в специфікаціях сплавів для конструкції корпусу на більшості верфей.
7.3 Морські споруди та офшорні програми
Крім самих корпусів човнів, 5086 Плита H116 широко використовується в морських конструкціях, де цінується стійкість алюмінію до корозії та мала вага, але максимальні конструктивні характеристики є другорядними.:
Плавучі доки та понтони для яхт використовувати 5086 H116 за виняткову стійкість до корозії в агресивному середовищі морських вод (підвищений рівень забруднюючих речовин від розливів палива, стікання антиобрастаючої фарби, та органічне забруднення від пришвартованих суден). Низькі структурні вимоги до конструкції плавучого доку роблять непотрібною додаткову міцність 5083, тоді як здатність до формування 5086 спрощує виготовлення понтонних форм і з’єднувальних кронштейнів, які характеризують докові системи марин.
Доріжки для морських платформ, поручні, і решітки — де основною функцією є стійкість до корозії та безпека персоналу, а не перенесення структурного навантаження — використання 5086 H116 за свою комбінацію достатньої міцності (достатній для навантаження на доріжку відповідно до чинних норм), чудова стійкість до корозії без фарбування (скорочення технічного обслуговування у віддалених офшорних місцях), і легка вага (зменшення вантажопідйомності верхньої конструкції платформи).
Трапи та пандуси для транспортування «судно-платформа» та «судно-берег» наявні вимоги щодо формованості 5086: шарнірні секції, вигнуті напрямні, і кутові посадочні платформи сучасних систем трапів вимагають операцій згинання, де менший мінімальний радіус згину 5086 дозволяє створювати конструкції, які вимагають попереднього відпалу 5083.
В той час 5083 H116 домінує в будівництві військово-морських суден у основних корпусних конструкціях, 5086 H116 знаходить значне використання у вторинній конструкції та надбудові морських суден:
Панелі надбудови та корпуси на швидкісних патрульних кораблях і допоміжних суднах виграють від формування 5086 при виготовленні неплоскої, складні вигнуті поверхні, які характеризують сучасну естетику надбудови морських суден (призначений для зменшення радіолокаційного перерізу). Морські архітектори, проектуючи критерії стелсу, вказують вигнуті, кутові панелі надбудови, з якими працюють виробники 5083; перехід до 5086 для цих елементів значно покращує показники успіху виготовлення першого проходу.
Протимінне судно (MCMV) допоміжна споруда — неконструктивні панелі, внутрішні перегородки розміщення, корпуси палубних механізмів — часто використовується 5086 H116, де зменшення ваги та стійкість до корозії мають значення, але максимальні конструктивні характеристики – ні. Вимога щодо немагнітності, яка спонукає MCMV вибирати матеріал корпусу до алюмінію (або ВРП) також відноситься до вторинної структури, створення 5086 природна посадка.
Десант комбінованої конструкції стратегії все більше використовують 5086 H116 для верхів, бічні панелі рампи, і структуру бойового відділення, резервування 5083 H116 для нижньої оболонки та структурних каркасів, які несуть зосереджені навантаження транспортного засобу під час висадки на берег.
XIII. Стандарти якості, Тестування, та сертифікація
Сертифікований морський клас 5086 Алюмінієва пластина H116 відповідає системі додаткових стандартів, які стосуються складу, властивості, сенсибілізація, та документація:
| Стандартний | Орган видачі | Область застосування | Критична вимога до 5086 |
|---|---|---|---|
| ASTM B928 | ASTM International | 5xxx сплави для морської служби | NAMLT ≤15 мг/см² для кожної партії |
| ASTM B209 | ASTM International | Аль лист і плита: розміри та властивості | Хімічний склад; механічні властивості |
| ASTM G67 | ASTM International | Тест на сенсибілізацію NAMLT | Процедура тестування на відповідність B928 |
| ASTM G66 | ASTM International | Тест на відлущування АСЕТ | Візуальна оцінка стійкості до відшарування |
| У 485 | CEN | Європейський лист/плита: розміри та допуски | Рамка допуску на розміри |
| У 573-3 | CEN | Європейські стандарти складу сплавів | 5086 межі складу |
| MIL-DTL-24093 | Міністерство оборони США | Військовий морський алюміній | Матеріальна кваліфікація військово-морського судна |
| У 10204 | CEN | Типи сертифікатів матеріалів | 3.1 / 3.2 сертифікаційна документація |
IX. Висновок
Найважливішим висновком цього комплексного дослідження є переосмислення того, як Marine Grade 5086 H116 Алюмінієва пластина сприймається. Занадто часто описується як «менш сильна альтернатива 5083 для застосувань, де допустима знижена міцність,Морський клас 5086 Алюмінієва пластина H116 точніше розуміється як прецизійний вибір матеріалу для застосувань, де забезпечується чудова формувальність, еквівалентна довгострокова стійкість до морської корозії в сертифікованому стані H116, і незначно краща надійність сенсибілізації в поєднанні забезпечують кращі інженерні результати, ніж 5083 H116 досягне.
Програми, які особливо виграють 5086 H116 численні та комерційно важливі: прогулянкові алюмінієві човни зі складною формою корпусу (найбільший сектор споживання морського алюмінію), корпуси та верхи вітрильників, вторинна структура комерційного робочого човна, алюмінієві конструкції морських платформ, стратегії будівництва корпусу зі змішаних сплавів, і швидко зростаючий ринок акумуляторних електричних суден. У всіх цих додатках, 5086 H116 не є запасним варіантом — це правильна інженерна відповідь.
Кастинг виробничого процесу та його введення
Мета плавлення та лиття - виробляти сплави із задовільним складом та високою чистотою розплаву, щоб створити сприятливі умови для лиття сплавів різних форм.
Процеси плавлення та лиття: партія --- годування --- плавлення --- Перемішування після танення, Видалення шлаку --- Вибірка попереднього аналізу --- Додавання сплаву для регулювання композиції, перемішування --- переробка --- Статична обстановка - Кастинг печі.
Процес виробництва гарячого кочення та його введення
- 1. Гаряче прокатка, як правило, стосується кочення над температурою перекристалізації металу;
- 2. Під час процесу гарячого прокатки, Метал має як процеси загартовування, так і пом'якшення. Через вплив швидкості деформації, Поки процес відновлення та перекристалізації занадто пізно, буде певне загартовування роботи;
- 3. Ринязація металу після гарячого прокатки є неповною, тобто, Співіснування перекристалізованої структури та деформованої структури;
- 4. Гаряче прокатка може покращити ефективність обробки металів та сплавів, зменшити або усунути дефекти лиття.
- 1. Температура лиття та прокатки, як правило, становить від 680 ° С і 700 ° C. Чим нижче, тим краще, Стабільна лінія кастингу та прокатки зазвичай припиняється раз на місяць або більше, щоб повторно ставити. Під час виробничого процесу, Необхідно суворо контролювати рівень рідини переднього бака, щоб запобігти низькому рівні рідини;
- 2. Змащення використовує порошок C з неповним спалюванням газу для змащення, що також є однією з причин брудної поверхні кастингу та прокатних матеріалів;
- 3. Швидкість виробництва, як правило, становить 1,5 м/хв-2,5 м/хв;
- 4. Якість поверхні продуктів, вироблених за допомогою лиття та прокатки, як правило, відносно низька, і, як правило, не може задовольнити продукти зі спеціальними фізичними та хімічними вимогами.
- 1. Холодне прокатка відноситься до методу виробництва прокатки нижче температури перекристалізації;
- 2. Не буде динамічної перекристалізації під час процесу прокатки, і температура підвищиться до температури відновлення максимум, і холодне прокатка з’явиться у стані загартовування роботи, і швидкість затвердіння роботи буде великою;
- 3. Холодний аркуш і смуга мають високу розмірну точність, Хороша якість поверхні, рівномірна структура та продуктивність, і продукти в різних штатах можна отримати при термічній обробці;
- 4. Холодне кочення може розгорнути тонкі смужки, Але в той же час, Він має недоліки високого споживання енергії для деформації та багато переробних проходів.
- 1. Оздоблення-це метод обробки, щоб змусити холодний аркуш відповідав вимогам клієнта, або полегшити подальшу обробку продукту;
- 2. Оздоблювальне обладнання може виправити дефекти, отримані в процесі гарячого прокатного та холодного прокатного виробництва, наприклад, зламаний край, маслянистий, Погана форма тарілки, залишковий стрес, тощо. Він повинен забезпечити, щоб в виробничому процесі не було введено жодних інших дефектів;
- 3. Існують різні обладнання для завершення, головним чином, включаючи перехресне розрізання, розрізання, розтягування та випрямлення, відпал піч, шліфування, тощо.

Процес кастингу та прокатки
Процес кастингу та прокатки: рідкий метал, передня коробка (контроль рівня рідини), Кастинг та прокатка машина (Система змащування, охолоджуюча вода), машина для стрижки, згортання.
Процес виробництва холодного кочення

Вступ до обробки виробничого процесу
Алюмінієвий сплав має характеристики низької щільності, Хороші механічні властивості, хороша продуктивність обробки, нетоксичний, легко переробити, Відмінна електропровідність, Передача тепла та корозійна стійкість, Отже, він має широкий спектр додатків.
Аерокосмічний: Використовується для виготовлення шкури літаків, фюзеляжні рамки, балок, ротори, гвинти, паливні резервуари, настінні панелі та підстіски для посадки, а також ракетні кістки, стінові панелі космічних кораблів, тощо.

Алюмінієвий сплав, що використовується для аерокосмічного простору
Перевезення: Використовується для структури автомобіля автомобіля з автомобілями, Транспортні засоби метро, Залізничні пасажирські машини, Швидкі пасажирські машини, Двері та вікна, полки, Автомобільні деталі двигуна, кондиціонери, радіатори, кузовні панелі, колеса та корабельні матеріали.

Застосування трафіку
Упаковка: Банки з алюмінієвими поп-банками в основному використовуються як металеві пакувальні матеріали у вигляді тонких пластин та фольг, і зроблені в банки, кришки, пляшки, бочки, і упаковка фольги. Широко використовується в упаковці напоїв, їжа, косметика, препарати, сигарети, промислова продукція, препарати, тощо.

Застосування упаковки
Друк: В основному використовується для виготовлення табличок PS, Алюмінієві таблички PS-це новий тип матеріалу в галузі друку, Використовується для автоматичного виготовлення та друку пластини.

PS Printing
Архітектурне оздоблення: Алюмінієвий сплав широко використовується в будівельних конструкціях, Двері та вікна, призупинені стелі, декоративні поверхні, тощо. завдяки своїй хорошій стійкості до корозії, достатня сила, Відмінна продуктивність процесу та продуктивність зварювання.

Застосування конструкції алюмінієвого сплаву
Електронна продукція: комп'ютери, мобільні телефони, Холодильні снаряди, радіатори, тощо.

Електронне застосування продуктів
Кухонні приладдя: алюмінієві горщики, Алюмінієві басейни, Рисові вкладиші, побутова алюмінієва фольга, тощо.

Застосування кухні
Упаковка алюмінієвого листа/котушки
Кожна деталь упаковки - це те, де ми здійснюємо ідеальне обслуговування. Наш процес упаковки в цілому такий:
Ламінування: чіткий фільм, блакитна плівка, мікроміїна, високославна, Лазерний ріжучий фільм (2 бренди, Novacell та Polyphem);
Захист: Паперові куточки захисники, прокладки проти тиску;
сушіння: осушувач;
Лоток: Запалений нешкідливий дерев'яний лоток, Залізний лоток для багаторазового використання;
Упаковка: Сталевий ремінь Tic-Tac-Toe, або ремінь упаковки ПВХ;
Якість матеріалу: Абсолютно вільні від таких дефектів, як біла іржа, масляні плями, колінні позначки, пошкодження краю, вигини, вм'ятини, дірки, Лінії розриву, подряпини, тощо, Немає набору котушки.
Порт: Qingdao або інші порти в Китаї.
Час: 15-45 дні.

Процес упаковки алюмінієвого листа/тарілки

Процес упаковки алюмінієвої котушки
F: Ви виробник або торговець?
Q: Ми виробник, Наша фабрика знаходиться на №3 Weier Road, Промислова зона, Гонджі, Хенан, Китай.
F: Що таке мок для замовлення товару?
Q: Наш MOQ є 5 тонн, а деякі спеціальні продукти матимуть мінімальну кількість замовлення 1 або 2 тонн.
F: Скільки часу?
Q: Як правило, наш час виконання - це приблизно 30 дні.
F: Чи є ваша продукція забезпечення якості?
Q: Так, Якщо з нашими продуктами є проблема з якістю, Ми компенсуємо замовника, поки вони не будуть задоволені.
Супутні продукти






Останні блоги

Звичайні сплави рефрижераторних вантажівок, що використовували алюмінієву котушку з поліетиленовим покриттям
Відкрийте для себе загальні сплави алюмінієвої котушки з покриттям PE, включаючи 3003, 3004, і 3105. Розроблений для чудової стійкості до корозії, Формування, і тривалий зовнішній вигляд.

Алюміній проводить? Властивості, Використання & Пояснення переваг
Алюміній проводить? Визначте електропровідність алюмінію, ключові переваги, і чому він широко використовується для передачі електроенергії та промислових застосувань.

Розблокування стійкості: Правда про переробку алюмінієвої фольги
Чи підлягає переробці алюмінієва фольга? Дізнайтеся, як можна переробити алюмінієву фольгу, як його правильно приготувати, і чому переробка допомагає зменшити відходи та заощадити ресурси.

Алюмінієва фольга з покриттям для пакування | Сильний & Надійний
Високоякісна алюмінієва фольга з покриттям для пакування, забезпечуючи відмінний бар'єрний захист, міцність, і послідовна продуктивність.







