আমি. ভূমিকা
সামুদ্রিক গ্রেড 5086 H116 অ্যালুমিনিয়াম প্লেট অ্যালুমিনিয়াম শিপবিল্ডিং ম্যাটেরিয়াল স্পেকট্রামে একটি অনন্যভাবে মূল্যবান অবস্থান দখল করে - যেটি প্রায়শই কম মূল্যবান হয় কারণ এটি আরও দুটি বিশিষ্টভাবে নির্দিষ্ট করা অ্যালোয়ের মধ্যে বসে।.
এর চেয়ে বেশি জারা-প্রতিরোধী এবং গঠনযোগ্য 6061 সিরিজ, উচ্চ শক্তির চেয়ে এখনও বেশি কার্যকর এবং ঝালাইযোগ্য 5083, 5086 H116 বৈশিষ্ট্যগুলির একটি সংমিশ্রণ সরবরাহ করে যা এটিকে সামুদ্রিক অ্যাপ্লিকেশনের বিস্তৃত পরিসরে অপরিবর্তনীয় করে তোলে: জটিল হুল ফর্ম সহ বিনোদনমূলক মাছ ধরার নৌকা, পালতোলা নৌকার ঝাঁকে ঝাঁকে টপসাইডের প্রয়োজন হয়, বাণিজ্যিক ওয়ার্কবোট গৌণ কাঠামো, অফশোর প্ল্যাটফর্ম ওয়াকওয়ে, এবং সামরিক জাহাজ সুপারস্ট্রাকচার.
এই নিবন্ধটি একটি ব্যাপক বিতরণ, সামুদ্রিক গ্রেডের প্রামাণিক পরীক্ষা 5086 আঠারোটি বিশ্লেষণাত্মক মাত্রা জুড়ে H116 অ্যালুমিনিয়াম প্লেট — ধাতুবিদ্যা, মেজাজ বিজ্ঞান, উত্পাদন, সম্পত্তি, জারা কর্মক্ষমতা, সমালোচনামূলক 5086-বনাম-5083 তুলনা, কাঠামোগত নকশা, জাহাজ অ্যাপ্লিকেশন, বানোয়াট, জারা সুরক্ষা, মানের মান, নিয়ন্ত্রক কাঠামো, সাপ্লাই চেইন অর্থনীতি, টেকসই, এবং উদ্ভাবন.
২. ধাতব ফাউন্ডেশন: দ্য 5086 অ্যালুমিনিয়াম খাদ
2.1 5xxx সিরিজ: ম্যাগনেসিয়ামের সামুদ্রিক রসায়ন
5xxx সিরিজের অ্যালুমিনিয়াম অ্যালয়গুলি অ্যালুমিনিয়াম ম্যাট্রিক্সের মধ্যে কঠিন দ্রবণে দ্রবীভূত ম্যাগনেসিয়ামের মাধ্যমে তাদের শক্তি এবং জারা কার্যক্ষমতা অর্জন করে.
ম্যাগনেসিয়াম পরমাণু, অ্যালুমিনিয়াম পরমাণুর চেয়ে সামান্য বড়, স্ফটিক জালি বিকৃত, স্থানচ্যুতি চলাচলে প্রতিবন্ধকতা সৃষ্টি করে এবং এর ফলে শক্তি বৃদ্ধি পায় - একটি প্রক্রিয়া যাকে বলা হয় কঠিন সমাধান শক্তিশালীকরণ যা সক্রিয় করার জন্য তাপ চিকিত্সার প্রয়োজন হয় না এবং তাপীয় এক্সপোজারের মাধ্যমে কখনই হ্রাস পায় না (সংবেদনশীলতার সীমার নীচে).
এই অ-তাপ-চিকিত্সাযোগ্য চরিত্রটি 5xxx অ্যালয়গুলির সামুদ্রিক কর্মক্ষমতা যুক্তিকে সংজ্ঞায়িত করে: তাদের বৈশিষ্ট্যগুলি জাহাজের পরিষেবা জীবন জুড়ে স্থিতিশীল থাকে, তাপ-চিকিত্সা করা সংকর ধাতুগুলির বিপরীতে যার বৃষ্টিপাত শক্ত হয়ে যাওয়া ঢালাই এবং আগুনের তাপ চক্র দ্বারা আংশিকভাবে বিপরীত হতে পারে.
ম্যাগনেসিয়ামের দ্বিতীয় সামুদ্রিক উপহার ইলেক্ট্রোকেমিক্যাল: এটি সামুদ্রিক জলে খাদের প্রাকৃতিক ক্ষয় সম্ভাবনাকে আরও নেতিবাচক দিকে সরিয়ে দেয় (অ্যানোডিক) মান, প্যাসিভ ফিল্মকে আরও স্থিতিশীল করে পিটিং জারা প্রতিরোধের উন্নতি করা এবং খাদ ম্যাট্রিক্স এবং ক্যাথোডিক ইন্টারমেটালিক কণাগুলির মধ্যে পার্থক্য হ্রাস করে যা পিট ইনিশিয়েশন সাইট হিসাবে কাজ করে.
উচ্চতর ম্যাগনেসিয়াম কন্টেন্ট সাধারণত ভাল সমুদ্রের জলের জারা প্রতিরোধের মানে - যে কারণে 5083 (4.0-4.9% Mg) পারফর্ম করে 5052 (2.2-2.8% Mg) দীর্ঘমেয়াদী সামুদ্রিক সেবা.
5086 এই দুইয়ের মধ্যে বসে: এর 3.5-4.5% ম্যাগনেসিয়াম পরিসীমা সমুদ্রের জলের ক্ষয় প্রতিরোধের স্পষ্টভাবে উচ্চতর প্রদান করে 5052 এবং সমীপবর্তী 5083, সংবেদনশীলতার ঝুঁকি কমাতে ম্যাগনেসিয়ামের পরিমাণ যথেষ্ট কম রাখার সময় যা উচ্চ-এমজি অ্যালয়গুলিতে একটি প্রাথমিক প্রকৌশল উদ্বেগ হয়ে ওঠে.
মেরিন গ্রেড 5086 H116 অ্যালুমিনিয়াম প্লেট
2.2 রাসায়নিক রচনা: সমুদ্রের জন্য প্রকৌশলী প্রতিটি উপাদান
এর রচনা 5086 অ্যালুমিনিয়াম, ASTM B209 দ্বারা সংজ্ঞায়িত, EN 573-3, GB/T 3880, এবং JIS H4000, প্রতিটি উপাদানে ইচ্ছাকৃত সামুদ্রিক প্রকৌশল প্রতিফলিত করে:
| উপাদান | রচনা পরিসীমা (%) | মেরিন ইঞ্জিনিয়ারিং ফাংশন |
|---|---|---|
| অ্যালুমিনিয়াম (আল) | অবশিষ্ট (~94.2–95.7) | প্রাথমিক ম্যাট্রিক্স; প্যাসিভ অক্সাইড ফিল্ম গঠন এবং মেরামত |
| ম্যাগনেসিয়াম (এমজি) | 3.5 - 4.5 | কঠিন সমাধান শক্তিশালীকরণ; সমুদ্রের জলের জারা প্রতিরোধের |
| ম্যাঙ্গানিজ (Mn) | 0.20 - 0.70 | শস্য গঠন নিয়ন্ত্রণ; Al₆Mn বিচ্ছুরিত গঠন |
| ক্রোমিয়াম (ক্র) | 0.05 - 0.25 | পুনরায় ক্রিস্টালাইজেশন বাধা দেয়; শস্যের সীমানা স্থিতিশীল করে |
| আয়রন (ফে) | ≤ 0.50 | অপবিত্রতা; ক্যাথোডিক Al₃Fe কণা গঠন করে — শক্তভাবে নিয়ন্ত্রিত |
| সিলিকন (এবং) | ≤ 0.40 | অপবিত্রতা; Mg₂Si গঠনে Mg-এর সাথে মিথস্ক্রিয়া করে |
| তামা (কু) | ≤ 0.10 | কঠোরভাবে ছোট করা হয়েছে — পিটিং এবং গ্যালভানিক জারা ঝুঁকি বাড়ায় |
| দস্তা (Zn) | ≤ 0.25 | অপবিত্রতা সিলিং; অতিরিক্ত SCC প্রতিরোধ ক্ষমতা হ্রাস |
| টাইটানিয়াম (এর) | ≤ 0.15 | ঢালাই শস্য পরিশোধক; সম্পত্তি সামঞ্জস্যের জন্য নিয়ন্ত্রিত |
| অন্যান্য (প্রতিটি/মোট) | ≤0.05/≤0.15 | মোট অপবিত্রতা সীমা |
2.3 সামুদ্রিক অ্যাপ্লিকেশনের জন্য তুলনামূলক খাদ বিশ্লেষণ
সঠিক সামুদ্রিক অ্যালুমিনিয়াম খাদ নির্বাচন করার জন্য বোঝার প্রয়োজন যেখানে প্রতিটি কর্মক্ষমতা-ফরমিবিলিটি-সেন্সিটাইজেশন স্পেকট্রামের উপর পড়ে:
| খাদ | এমজি (%) | সর্বনিম্ন UTS (H116, এমপিএ) | মিন YS (H116, এমপিএ) | সংবেদনশীলতা ঝুঁকি | গঠনযোগ্যতা | সেরা মেরিন অ্যাপ্লিকেশন |
|---|---|---|---|---|---|---|
| 5052-H32 | 2.2-২.৮ | 228 | 193 | খুব কম | চমৎকার | হালকা কাঠামো; নন-হুল |
| 5086-H116 | 3.5-4.5 | 270 | 193 | নিম্ন-মধ্যম | খুব ভালো | হুল topsides; জটিল ফর্ম; গৌণ কাঠামো |
| 5083-H116 | 4.0-4.9 | 303 | 214 | পরিমিত | ভাল | প্রাথমিক হুল গঠন; নীচে প্রলেপ |
| 5456-H116 | 4.7-5.5 | 317 | 228 | মধ্যম-উচ্চ | মেলা | উচ্চ শক্তির হুল; সতর্ক পর্যবেক্ষণ |
| 5059-H116 | 5.0–6.0 | 330 | 240 | কম (অপ্টিমাইজ করা) | মেলা | প্রিমিয়াম নৌ; সর্বোচ্চ শক্তি সামুদ্রিক |
| 6061-T6 | 0.8-1.2 মিগ্রা | 310 | 276 | N/A | পরিমিত | অ-সামুদ্রিক কাঠামোগত; সমুদ্রের জলে নিমজ্জন এড়ান |
5086 সামুদ্রিক খাদ পরিবারের গঠনযোগ্যতা সর্বোত্তম দখল করে. এটি তুলনায় আরো সহজে bends 5083, সামান্য কম HAZ শক্তি হ্রাস সঙ্গে welds, এবং H116 মেজাজে সমতুল্য সংবেদনশীলতা সুরক্ষা বহন করে — যখনই জটিল জ্যামিতি হয় তখন এটি যৌক্তিক পছন্দ করে, বাঁকা হুল ফর্ম, বা উচ্চতর ঠান্ডা কার্যক্ষমতা 10-12% শক্তি প্রিমিয়ামের চেয়ে বেশি গুরুত্বপূর্ণ 5083 প্রদান করে.
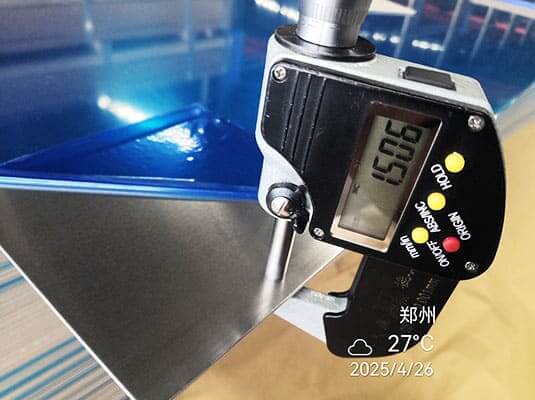
5086 H116 অ্যালুমিনিয়াম প্লেট বেধ পরিমাপ
III. H116 টেম্পার: এর মেরিন-স্পেসিফিক ইঞ্জিনিয়ারিং 5086
3.1 অপারেশনাল অভিজ্ঞতা থেকে জন্ম নেওয়া একটি মেজাজ
সামুদ্রিক অ্যালুমিনিয়াম অ্যালয়গুলির জন্য H116 টেম্পার স্পেসিফিকেশন তাত্ত্বিক পদার্থ বিজ্ঞান থেকে আবির্ভূত হয়নি - এটি 5xxx অ্যালয়গুলি থেকে টেম্পারে নির্মিত জাহাজগুলিতে অকাল ক্ষয় ব্যর্থতার একটি নথিভুক্ত ইতিহাস থেকে উদ্ভূত হয়েছে যা যান্ত্রিক সম্পত্তির বৈশিষ্ট্যগুলিকে অতিক্রম করেছিল কিন্তু মেকানসিজম স্পেসিফিকেশন সিওয়াটারের প্রতিরোধের জন্য প্রয়োজনীয় মাইক্রোস্ট্রাকচারাল নিয়ন্ত্রণের অভাব ছিল।.
হুল কলাই এর এক্সফোলিয়েশন, ঢালাই জয়েন্টগুলোতে চাপ জারা ক্র্যাকিং, এবং প্লেটের মধ্যে আন্তঃগ্রানাউলার আক্রমণ যা তৈরির সময় হালকাভাবে সংবেদনশীল ছিল সবই শিল্পের স্বীকৃতিতে অবদান রেখেছিল যে সামুদ্রিক অ্যালুমিনিয়ামের জন্য বিশেষভাবে জারা প্রতিরোধের চারপাশে ইঞ্জিনিয়ার করা একটি মেজাজ পদবী প্রয়োজন।, শুধু শক্তির চারপাশে নয়.
ফলাফল — ASTM B928-এ কোডকৃত (প্রথম প্রকাশিত 2004, নিয়মিত সংশোধিত) — H116 কে 5xxx সিরিজের অ্যালয়গুলির জন্য একটি স্ট্রেন-কঠিন অবস্থা হিসাবে সংজ্ঞায়িত করে ≥3% ম্যাগনেসিয়াম যা এক্সফোলিয়েশন ক্ষয় এবং স্ট্রেস জারা ক্র্যাকিং প্রতিরোধের জন্য বিশেষভাবে তৈরি করা হয়েছে.
স্ট্যান্ডার্ড ম্যান্ডেট প্রতিটি উত্পাদন লটে সংবেদনশীলতা পরীক্ষা, রুটিন বাণিজ্যিক উৎপাদনে H116 কে একমাত্র অ্যালুমিনিয়াম মেজাজ তৈরি করা যেখানে জারা পরীক্ষা একটি ঐচ্ছিক সম্পূরক পরীক্ষার পরিবর্তে একটি বাধ্যতামূলক লট-গ্রহণযোগ্যতা প্রয়োজন।.
3.2 H116 উৎপাদন পথ: নিয়ন্ত্রিত কোল্ড ওয়ার্ক
উৎপাদন করছে 5086 H116-এর জন্য হট রোলিংয়ের পরে প্রয়োগ করা ঠান্ডা হ্রাসের উপর সুনির্দিষ্ট নিয়ন্ত্রণ প্রয়োজন - একটি শতাংশ যা একই সাথে তিনটি উদ্দেশ্য অর্জন করে যা সাধারণত উত্তেজনার মধ্যে থাকে: পর্যাপ্ত প্রসার্য শক্তি (UTS ≥270 MPa), পর্যাপ্ত নমনীয়তা (প্রসারণ ≥10%), এবং নির্দিষ্ট স্থানচ্যুতি কাঠামো যা ক্রমাগত বিটা-ফেজ শস্য সীমানা কভারেজকে ব্যাহত করে.
H116 কোল্ড রোলিংয়ের সময় গুরুত্বপূর্ণ তাপীয় শৃঙ্খলা হল ঠান্ডা হ্রাস পাস জুড়ে প্লেটের তাপমাত্রা 65 ডিগ্রি সেলসিয়াসের নিচে বজায় রাখা।.
কোল্ড রোলিং প্লাস্টিকের বিকৃতির মাধ্যমে তাপ উৎপন্ন করে, এবং পর্যাপ্ত কুল্যান্ট প্রয়োগ এবং ইন্টার-পাস কুলিং ছাড়াই, ঘূর্ণায়মান তাপ একা প্লেটটিকে সংবেদনশীলতা পরিসরে নিয়ে যেতে পারে - একটি প্রক্রিয়া ভ্রমণ যা উপাদানে H116-টেম্পারড যান্ত্রিক বৈশিষ্ট্য তৈরি করবে যা ইতিমধ্যে শস্য সীমানা বৃষ্টিপাত শুরু করেছে যা H116 প্রতিরোধ করার জন্য ডিজাইন করা হয়েছে.
3.3 তুলনা করা 5086 টেম্পার্স: সামুদ্রিক-সমালোচনাগত পার্থক্য
| মেজাজ | সংজ্ঞা | NAMLT আবশ্যক | এক্সফোলিয়েশন প্রতিরোধ | SCC প্রতিরোধ | সামুদ্রিক ব্যবহার |
|---|---|---|---|---|---|
| ও | সম্পূর্ণরূপে anleed | না | দরিদ্র | দরিদ্র | শুধুমাত্র গভীর গঠন; সমুদ্রের জলে নিমজ্জনের জন্য নয় |
| H32 | স্ট্রেন-কঠিন + আংশিক অ্যানিল | না | পরিমিত | পরিমিত | সামুদ্রিক গ্রেড নয় - শুধুমাত্র সাধারণ কাঠামোগত |
| H34 | স্ট্রেন-কঠিন + আংশিক অ্যানিল (উচ্চতর) | না | পরিমিত | পরিমিত | সামুদ্রিক গ্রেড নয় |
| H116 | স্ট্রেন-কঠিন; সামুদ্রিক নিয়ন্ত্রিত | হ্যাঁ (≤15 মিলিগ্রাম/সেমি²) | চমৎকার | চমৎকার | প্রাথমিক সামুদ্রিক কাঠামোগত স্পেসিফিকেশন |
| H321 | স্ট্রেন-কঠিন + স্থিতিশীল | হ্যাঁ (≤15 মিলিগ্রাম/সেমি²) | চমৎকার | চমৎকার | H116 এর বিকল্প; প্লেট >38 মিমি |
| H112 | যেমন-বানোয়াট; নিয়ন্ত্রিত বৈশিষ্ট্য | না | পরীক্ষিত নয় | পরীক্ষিত নয় | অ-সামুদ্রিক কাঠামোগত অ্যাপ্লিকেশন |
3.4 মেরিন গ্রেডের যান্ত্রিক সম্পত্তি 5086 H116 অ্যালুমিনিয়াম প্লেট
| সম্পত্তি | মান | টেস্ট স্ট্যান্ডার্ড | ডিজাইন অ্যাপ্লিকেশন |
|---|---|---|---|
| ইউটিএস (সর্বনিম্ন) | 270 এমপিএ (39 ksi) | ASTM E8 | হুল প্যানেলের শক্তি; কাঠামোগত সদস্য নকশা |
| উত্পাদন শক্তি (0.2%) (মিনিট) | 193 এমপিএ (28 ksi) | ASTM E8 | ইলাস্টিক নকশা সীমা; buckling মূল্যায়ন |
| প্রসারণ (মিনিট) | 10% | ASTM E8 | গঠন এবং প্রভাব সহনশীলতার জন্য নমনীয়তা রিজার্ভ |
| শিয়ার শক্তি (সাধারণ) | ~165 এমপিএ | - | রিভেট এবং ঝালাই শিয়ার নকশা |
| ব্রিনেল কঠোরতা (সাধারণ) | 60-75 এইচবি | ASTM E10 | মেজাজ যাচাইকরণ; ইনকামিং পরিদর্শন |
| ক্লান্তি শক্তি (unwelded, 5×10⁸) | ~117 এমপিএ | ASTM E466 | অভিভাবক ধাতু ক্লান্তি মূল্যায়ন |
| ক্লান্তি শক্তি (ঢালাই জয়েন্ট) | ~45–62 MPa | ইউরোকোড 9/DNV | সামুদ্রিক hulls জন্য নকশা মানদণ্ড নিয়ন্ত্রণ |
| চার্পি প্রভাব (−40°C) | >15 জে | ASTM E23 | ঠান্ডা জলবায়ু পরিষেবার যোগ্যতা |
| স্থিতিস্থাপকতা মাপাংক | 70.3 জিপিএ | - | বিচ্যুতি এবং কঠোরতা গণনা |
IV. মেরিন গ্রেডের উত্পাদন প্রক্রিয়া 5086 H116 অ্যালুমিনিয়াম প্লেট
4.1 মেল্ট থেকে সামুদ্রিক সার্টিফিকেশন পর্যন্ত: প্রোডাকশন সিকোয়েন্স
প্রত্যয়িত 5086 H116 সামুদ্রিক প্লেটের ছয়টি উত্পাদন পর্যায়ে সুশৃঙ্খল প্রক্রিয়া নিয়ন্ত্রণ প্রয়োজন, কারণ H116 মেজাজের প্রাথমিক ফাংশন - নিয়ন্ত্রিত মাইক্রোস্ট্রাকচারের মাধ্যমে জারা প্রতিরোধ - একটি একক তাপীয় ভ্রমণ বা অনুক্রমের যে কোনও বিন্দুতে অপর্যাপ্ত ঠান্ডা হ্রাস দ্বারা ধ্বংস হতে পারে.
নিম্নলিখিতগুলি খাদ প্রস্তুত থেকে শংসাপত্র পর্যন্ত উত্পাদন প্রক্রিয়ার সন্ধান করে.
4.2 খাদ প্রস্তুতি এবং ডিসি ঢালাই
দ্য 5086 প্রাথমিক অ্যালুমিনিয়াম একত্রিত করে দ্রবীভূত করা হয় (≥99.7% আল) ম্যাগনেসিয়াম ধাতুর অবিকল ওজনযুক্ত সংযোজন সহ (3.5-4.5% Mg লক্ষ্য অর্জন) এবং ম্যাঙ্গানিজ মাস্টার খাদ (0.20-0.70% মিলিয়ন লক্ষ্য).
ক্রোমিয়াম সংযোজন (0.05-0.25% কোটি) যত্নশীল নিয়ন্ত্রণ প্রয়োজন — খুব কম বলিদান শস্য সীমানা স্থিতিশীলকরণ ফাংশন; অত্যধিক ঝুঁকি ক্রোমিয়াম-বহনকারী অবক্ষয় গঠন যা খাদকে আটকাতে পারে. অপটিক্যাল নির্গমন স্পেকট্রোমেট্রি (OES) প্রতিটি কাস্টের আগে মইয়ের নমুনা থেকে গলিত রসায়ন যাচাই করে.
সরাসরি ঠান্ডা (ডিসি) আধা-অবিচ্ছিন্ন ঢালাই সাধারণত 400-550 মিমি পুরু এবং 1,000-2,000 মিমি চওড়া ঘূর্ণায়মান স্ল্যাব তৈরি করে.
ডিসি প্রক্রিয়ার নিয়ন্ত্রিত দৃঢ়করণ হার একটি জরিমানা উত্পাদন করে, ব্যবস্থাপনাযোগ্য কম্পোজিশন গ্রেডিয়েন্ট সহ তুলনামূলকভাবে অভিন্ন মাইক্রোস্ট্রাকচার - মোটা থেকে উচ্চতর, ক্রমাগত ঢালাই পদ্ধতি দ্বারা উত্পাদিত আরও বিচ্ছিন্ন কাঠামো.
সামুদ্রিক প্লেট উত্পাদন জন্য, ডিসি ঢালাই প্রয়োজনীয় উত্পাদন রুট; প্রযোজক ক্রমাগত ঢালাই চেষ্টা 5086 সামুদ্রিক অ্যাপ্লিকেশনের জন্য সামঞ্জস্যপূর্ণ H116 জারা কর্মক্ষমতা জন্য প্রয়োজনীয় মাইক্রোস্ট্রাকচারাল অভিন্নতা অর্জন করতে পারে না.
4.3 হোমোজেনাইজেশন: মাইক্রোস্ট্রাকচারাল ফাউন্ডেশন নির্মাণ
8-18 ঘন্টার জন্য 460–510°C তাপমাত্রায় সমজাতকরণ একই সাথে তিনটি কার্য সম্পাদন করে 5086 স্ল্যাব:
বিচ্ছিন্নতা নির্মূল: সলিডিফিকেশন ডেনড্রাইট স্পেসিং জুড়ে কম্পোজিশন গ্রেডিয়েন্ট তৈরি করে (সাধারণত 50-200 μm). উচ্চ তাপমাত্রায় ধরে রাখা ম্যাগনেসিয়ামকে পুনরায় বিতরণ করতে ছড়িয়ে দেয়, ম্যাঙ্গানিজ, এবং ক্রোমিয়াম আরও অভিন্ন বন্টনে, প্লেটের বেধ জুড়ে সামঞ্জস্যপূর্ণ বৈশিষ্ট্য নিশ্চিত করা.
বিচ্ছুরিত বৃষ্টিপাত: একজাতকরণ তাপমাত্রা থেকে ধীর শীতল সময়, Al₆Mn এবং Al₁₂Mg₂Cr বিচ্ছুরিত কণা (0.05-0.5 μm) নিউক্লিয়েট এবং বৃদ্ধি. এই কণাগুলি হল মাইক্রোস্ট্রাকচারাল এজেন্ট যা হট রোলিং এবং অ্যানিলিংয়ের সময় শস্য বৃদ্ধির সময় পুনঃক্রিস্টালাইজেশনকে বাধা দেওয়ার জন্য দায়ী - সরাসরি H116 প্লেটের চূড়ান্ত শস্য কাঠামো নিয়ন্ত্রণ করে.
অ-ভারসাম্য ফেজ দ্রবীভূত: যেমন-কাস্ট 5086 ডেনড্রাইটের সীমানায় মেটাস্টেবল ম্যাগনেসিয়াম সমৃদ্ধ আন্তঃধাতু পর্যায়গুলি রয়েছে. হোমোজেনাইজেশন এগুলিকে শক্ত দ্রবণে দ্রবীভূত করে, গরম ঘূর্ণায়মান জন্য একটি অভিন্ন শুরু microstructure প্রস্তুত.
4.4 হট রোলিং: মাইক্রোস্ট্রাকচারাল কন্ট্রোল সহ বিল্ডিং পুরুত্ব হ্রাস
একজাতকরণ অনুসরণ, স্কাল্পড স্ল্যাব (বিচ্ছিন্ন বাইরের 10-20 মিমি অপসারণ করতে পৃষ্ঠ-মেশিন করা হয়) 430-500 ডিগ্রি সেলসিয়াসে প্রিহিট করা হয় এবং হট-রোল্ড করা হয়.
হট রোলিং পাসের সময়সূচী স্ল্যাবকে ~400-550 মিমি থেকে সাধারণত 3-20 মিমি হট ব্যান্ড গেজে কমিয়ে দেয় ব্রেকডাউন পাসের একটি অনুক্রমের মাধ্যমে (পাস প্রতি বড় হ্রাস, উচ্চ তাপমাত্রা) এবং সমাপ্তি পাস (ছোট হ্রাস, নিয়ন্ত্রিত প্রস্থান তাপমাত্রা).
গরম ঘূর্ণায়মান প্রস্থান তাপমাত্রা - যে তাপমাত্রায় স্ট্রিপটি চূড়ান্ত ঘূর্ণায়মান স্ট্যান্ডটি ছেড়ে যায় - বিশেষভাবে তাৎপর্যপূর্ণ 5086 H116 উত্পাদন.
প্রস্থান তাপমাত্রা খুব বেশী হলে (প্রায় 320 ডিগ্রি সেলসিয়াসের উপরে), স্ট্রিপটি একটি মোটা দানা কাঠামোতে ব্যাপকভাবে পুনরায় ক্রিস্টালাইজ করে যা চূড়ান্ত পণ্যে নিম্নতর পৃষ্ঠের ফিনিস তৈরি করে.
প্রস্থান তাপমাত্রা খুব কম হলে (আনুমানিক 220 ডিগ্রি সেলসিয়াসের নিচে), অসম্পূর্ণ পুনঃপ্রতিষ্ঠান একটি আংশিকভাবে কাজ করা কাঠামো ছেড়ে দেয় যা পরবর্তী অ্যানিলিংয়ের পরে পরিবর্তনশীল বৈশিষ্ট্য সৃষ্টি করে.
সামঞ্জস্যপূর্ণ জন্য 5086 H116 বৈশিষ্ট্য, বেশিরভাগ প্রযোজক স্ট্রিপ প্রস্থ জুড়ে ±20 ডিগ্রি সেলসিয়াস নিয়ন্ত্রণ সহ 250-310 ডিগ্রি সেলসিয়াসের প্রস্থান তাপমাত্রা লক্ষ্য করে.
4.5 H116 কন্ডিশনে কোল্ড রোলিং
হট ব্যান্ড 100 ডিগ্রি সেলসিয়াসের নিচে ঠান্ডা হওয়ার পর (পরিবর্তনের সময় কোন সংবেদনশীলতা নিশ্চিত করা), কোল্ড রোলিং নিয়ন্ত্রিত হ্রাস প্রযোজ্য যা H116 সংজ্ঞায়িত করে.
কোল্ড রোলিংয়ের সময় উত্পাদন শৃঙ্খলা তিনটি একযোগে প্রয়োজনীয়তাকে অন্তর্ভুক্ত করে:
- হ্রাস নিয়ন্ত্রণ: নির্দিষ্ট শতাংশ হ্রাস অর্জন (প্রতিটি প্রযোজকের মালিকানাধীন, সাধারণত 5-20% এর জন্য 5086 H116) যা UTS ≥270 MPa উৎপন্ন করে, YS ≥193 MPa, প্রসারণ ≥10%, এবং স্থানচ্যুতি ঘনত্ব NAMLT ≤15 mg/cm² এর জন্য যথেষ্ট
- তাপমাত্রা নিয়ন্ত্রণ: প্লেটের তাপমাত্রা সর্বদা 65°C এর নিচে বজায় রাখুন — প্রতিটি কোল্ড রোলিং পাসের প্রস্থানের দিকে যোগাযোগের থার্মোমিটার দ্বারা যাচাই করা হয়
- লুব্রিকেন্ট ব্যবস্থাপনা: ঘর্ষণ নিয়ন্ত্রণ করতে সমানভাবে রোলিং তেল প্রয়োগ করুন, তাপ উৎপাদন, এবং পৃষ্ঠের পরিচ্ছন্নতা - অতিরিক্ত লুব্রিকেন্ট পৃষ্ঠের হাইড্রোকার্বন দূষণে অবদান রাখে যা পরবর্তী আবরণ আনুগত্যের সাথে আপস করে
4.6 মান নিয়ন্ত্রণ ইন্টিগ্রেশন: উৎপাদন পর্যায়ে সংবেদনশীলতা পরীক্ষা
ASTM B928 প্রয়োজন যে প্রতিটি উত্পাদন অনেক 5086 H116 মুক্তির আগে NAMLT পরীক্ষার মধ্য দিয়ে যায়. একটি "অনেক" একই মিশ্রণের সমস্ত প্লেট হিসাবে সংজ্ঞায়িত করা হয়, মেজাজ, এবং একই ঢালাই থেকে উত্পাদিত বেধ (উত্তাপ) একই ঘূর্ণায়মান অনুক্রমে.
একই সাথে একাধিক লট উৎপাদনকারী বড় রোলিং মিলগুলির ব্যবহারিক প্রভাব হল যে NAMLT পরীক্ষা একটি অর্থপূর্ণ সার্টিফিকেশন চক্র সময় উপস্থাপন করতে পারে - সাধারণত ডেলিভারি সময়সূচীতে 2-3 কার্যদিবস যোগ করা.
প্রকিউরমেন্ট দলগুলিকে অবশ্যই এই টাইমলাইনটি শিপইয়ার্ড সামগ্রী বিতরণের সময়সূচীতে তৈরি করতে হবে, সরবরাহকারীদেরকে প্রাক-শংসাপত্র প্রকাশের জন্য চাপ দেওয়ার পরিবর্তে.
প্লেট রিলিজ আগে উত্পাদন মান নিয়ন্ত্রণ পরীক্ষার ক্রম:
- রাসায়নিক রচনা (OES দ্বারা): প্রতিটি তাপ → গ্রহণ/প্রত্যাখ্যান বনাম ASTM B209 / EN 573-3 সীমা
- প্রসার্য পরীক্ষা (ASTM E8): প্রতিটি লট → UTS, ওয়াইএস, প্রসারণ বনাম H116 ন্যূনতম
- NAMLT (ASTM G67): প্রতিটি অনেক → ভর ক্ষতি ≤15 মিগ্রা/সেমি²
- কঠোরতা (ব্রিনেল): প্রতিটি অনেক (স্পট চেক) → 60-75 HB পরিসীমা নিশ্চিতকরণ
- মাত্রিক পরিদর্শন: প্রতিটি প্লেট → পুরুত্ব, প্রস্থ, দৈর্ঘ্য, সমতলতা, ক্যাম্বার
- অতিস্বনক পরীক্ষা (ASTM B594): যেমন উল্লেখ করা হয়েছে → অভ্যন্তরীণ স্তরায়ণ এবং অন্তর্ভুক্তি সনাক্তকরণ
ভি. শারীরিক এবং যান্ত্রিক বৈশিষ্ট্য: সম্পূর্ণ প্রোফাইল
5.1 কাঠামোগত বৈশিষ্ট্য তুলনা: 5086 H116 বনাম. মূল বিকল্প
মেরিন গ্রেড বোঝা 5086 বিচ্ছিন্নতায় H116 অ্যালুমিনিয়াম প্লেট প্রসঙ্গে বোঝার চেয়ে কম কার্যকর.
নিম্নলিখিত তুলনা অবস্থান 5086 স্ট্রাকচারাল ডিজাইনের সিদ্ধান্তগুলিকে নিয়ন্ত্রণ করে এমন বৈশিষ্ট্যগুলি জুড়ে এর সবচেয়ে সাধারণ সামুদ্রিক বিকল্পগুলির বিরুদ্ধে H116:
| সম্পত্তি | 5086-H116 | 5083-H116 | 5052-H32 | 6061-T6 |
|---|---|---|---|---|
| UTS মিনিট (এমপিএ) | 270 | 303 | 228 | 310 |
| YS মিনিট (এমপিএ) | 193 | 214 | 193 | 276 |
| দীর্ঘতা মিন (%) | 10 | 10 | 12 | 8 |
| ঘনত্ব (g/cm³) | 2.66 | 2.66 | 2.68 | 2.70 |
| ই (জিপিএ) | 70.3 | 70.3 | 70.3 | 68.9 |
| HAZ YS (টাইপ, এমপিএ) | ~105 | ~115 | ~90 | ~ 160 (T4-ইকুইভ।) |
| সর্বনিম্ন বাঁক ব্যাসার্ধ (3মিমি প্লেট) | ~1.5t | ~2t | ~1t | ~2.5t |
| সমুদ্রের জলের ক্ষয় | চমৎকার | চমৎকার | খুব ভালো | পরিমিত |
| সংবেদনশীলতার ঝুঁকি | নিম্ন-মধ্যম | পরিমিত | খুব কম | N/A |
| ASTM B928 প্রয়োজন | হ্যাঁ | হ্যাঁ | না | না |
HAZ ফলন শক্তির সারি 5086-এর অপ্রত্যাশিত সুবিধাগুলির মধ্যে একটি প্রকাশ করে: এর ঝালাই যুগ্ম HAZ বৈশিষ্ট্য, যখন প্যারেন্ট প্লেটের চেয়ে কম, 5083-এর HAZ মানের সাথে অনুকূলভাবে তুলনা করুন কারণ কম শুরুর ফলন শক্তি আরও অনুকূল HAZ যৌথ দক্ষতা অনুপাতের মধ্যে অনুবাদ করে.
একটি স্ট্রাকচারাল প্যানেলের জন্য যেখানে ঢালাই যৌথ দক্ষতা (HAZ YS / অভিভাবক YS) নকশা নিয়ন্ত্রণ করে, 5086 প্রায় অর্জন করে 54% যৌথ দক্ষতা বনাম প্রায় 54% জন্য 5083 - মূলত সমতুল্য.
যাহোক, মধ্যে পরম চাপ স্তর 5086 হ্যাজ (~105 MPa) নিম্ন হয়, যার মানে একটি প্রদত্ত স্ট্রাকচারাল লোডের জন্য, 5086 HAZ সংযোগের জন্য সমতুল্যের চেয়ে সামান্য মোটা প্লেট বা কাছাকাছি স্টিফেনার ব্যবধান প্রয়োজন 5083 সংযোগ.

5086 পালতোলা নৌকার জন্য H116 অ্যালুমিনিয়াম প্লেট
5.2 সামুদ্রিক নকশা জন্য ভৌত বৈশিষ্ট্য
| সম্পত্তি | মান | ইউনিট | সামুদ্রিক নকশার অন্তর্নিহিততা |
|---|---|---|---|
| ঘনত্ব | 2.66 | g/cm³ | 34% ইস্পাত এর; লাইটওয়েট হুল নির্মাণ সক্ষম করে |
| স্থিতিস্থাপকতা মাপাংক | 70.3 | জিপিএ | স্টিলের চেয়েও কম; বড় প্যানেলে বিচ্যুতি নিয়ন্ত্রণ করে |
| শিয়ার মডুলাস | 26.4 | জিপিএ | টর্শিয়াল দৃঢ়তা; প্যানেল শিয়ার বাকলিং ডিজাইন |
| তাপ বিস্তার সহগ | 23.8 | µm/m·°C | গ্রীষ্মমন্ডলীয় থেকে আর্কটিক তাপ যুগ্ম নকশা প্রয়োজন |
| তাপ পরিবাহিতা | 127 | W/m·K | তাপ বিতরণ; ফায়ার ইঞ্জিনিয়ারিং বিশ্লেষণ |
| তড়িৎ পরিবাহিতা | 31 | % আইএসিএস | ক্যাথোডিক সুরক্ষা বর্তমান বন্টন নকশা |
| গলানো পরিসীমা | 585-641 | °সে | অগ্নি নিরাপত্তা: স্টিলের চেয়ে কম; প্যাসিভ সুরক্ষা প্রয়োজন |
| নির্দিষ্ট তাপ ক্ষমতা | 900 | জে/কেজি · কে | আগুনের সময়কাল গণনার জন্য তাপীয় ভর |
এর ঘনত্ব 2.66 g/cm³ হল সেই সংখ্যা যা শেষ পর্যন্ত বেশিরভাগ সামুদ্রিক অ্যাপ্লিকেশনে অ্যালুমিনিয়ামের উপর ইস্পাতের ব্যবসায়িক ক্ষেত্রে চালিত করে.
এটিকে একটি হুল কাঠামোগত ওজন তুলনাতে অনুবাদ করা হচ্ছে: এর চমৎকার কর্মক্ষমতা সুবিধার সঙ্গে 5086 সামুদ্রিক ইস্পাত প্যানেলের সমান বাঁকানো শক্ততার H116 হুল প্যানেলের ওজন ইস্পাত প্যানেলের ওজনের প্রায় 45-55%.
একটি 15-মিটার বিনোদনমূলক জাহাজে, 600-900 কেজি ওজন সাশ্রয় হুল কাঠামোতে সরাসরি জ্বালানি খরচ প্রায় 15-22% কমিয়ে দেয় ক্রুজিং গতিতে - একটি 20-30 বছরের জাহাজের পরিষেবা জীবনে একটি উল্লেখযোগ্য কর্মক্ষম অর্থনীতি.
5.3 গঠনযোগ্যতা: 5086এর প্রতিযোগিতামূলক পার্থক্যকারী
5086 H116 এর গঠনযোগ্যতার সুবিধা শেষ হয়েছে 5083 H116 সূক্ষ্ম নয় - এটি নির্দিষ্ট করার প্রাথমিক প্রকৌশল কারণ 5086 যখন জটিল হুল জ্যামিতি প্রয়োজন হয়.
সুবিধার পিছনে প্রক্রিয়াটি সোজা: 5086এর নিম্ন ম্যাগনেসিয়াম সামগ্রী (3.5-4.5% বনাম. 4.0-4.9% এর জন্য 5083) একটি কম ফলন শক্তি উত্পাদন করে, এবং কম ফলন শক্তি সরাসরি উত্তম ঠান্ডা গঠনযোগ্যতাকে অনুবাদ করে কারণ উপাদানটিকে প্লাস্টিকভাবে বিকৃত করার জন্য প্রয়োজনীয় চাপ তার ফ্র্যাকচার স্ট্রেসের তুলনায় কম।.
ন্যূনতম বাঁক ব্যাসার্ধ তুলনা (উপাদান বেধ 4 মিমি):
| বাঁক দিক | 5086-H116 | 5083-H116 | সুবিধা |
|---|---|---|---|
| ঘূর্ণায়মান দিক থেকে ট্রান্সভার্স | 1.5t (6 মিমি) | 2t (8 মিমি) | 5086: 25% শক্ত ব্যাসার্ধ |
| ঘূর্ণায়মান দিক সমান্তরাল | 2t (8 মিমি) | 2.5t (10 মিমি) | 5086: 20% শক্ত ব্যাসার্ধ |
উচ্চারিত dedrise কোণ জড়িত হুল নির্মাণের জন্য, flared topsides, যৌগিক-বাঁকা ধনুক বিভাগ, এবং টাইট-ব্যাসার্ধ বিল্জ বাঁক, এই গঠনযোগ্যতা সুবিধা কার্যকরীভাবে নির্ধারক.
Fabricators সঙ্গে কাজ 5086 H116 সমমানের তুলনায় হুল ফ্রেম এবং হুল শেল প্যানেলের ঠান্ডা বাঁকানোর সময় 30-40% কম ক্র্যাকিংয়ের ঘটনা রিপোর্ট করেছে 5083 H116 অপারেশন - একটি গুণমান এবং উত্পাদনশীলতার উন্নতি যা দুটি সংকর ধাতুর মধ্যে পরিমিত উপাদান খরচের পার্থক্যের জন্য ক্ষতিপূরণ দেয়।.
5.4 সামুদ্রিক কাঠামোর জন্য ক্লান্তি নকশা বৈশিষ্ট্য
এর ঢালাই যুগ্ম ক্লান্তি বৈশিষ্ট্য 5086 H116 একই ইউরোকোড অনুসরণ করুন 9 / DNV S-N কার্ভ ফ্রেমওয়ার্ক হিসাবে 5083 H116, যেহেতু উভয়ই ঢালাই করা অ্যালুমিনিয়াম অ্যালয় এবং ঢালাই জয়েন্টগুলির ক্লান্তি কার্যকারিতা নির্দিষ্ট খাদের পরিবর্তে ঢালাই জ্যামিতি এবং গুণমানের উপর নির্ভর করে:
| কাঠামোগত বিবরণ | বিস্তারিত বিভাগ Δσ_C (এমপিএ) | প্রতিনিধি হুল অবস্থান |
|---|---|---|
| অভিভাবক প্লেট, welds থেকে দূরবর্তী | 70 | মধ্য-প্যানেল, স্টিফেনার থেকে দূরে |
| সম্পূর্ণ অনুপ্রবেশ বাট জোড় (গুণমান এ) | 40–50 | হুল স্ট্রেক অনুদৈর্ঘ্য জয়েন্টগুলোতে |
| সম্পূর্ণ অনুপ্রবেশ বাট জোড় (গুণমান বি) | 35–45 | ফ্রেম এবং তির্যক জয়েন্টগুলোতে |
| স্টিফেনার সমাপ্তি — বন্ধনী সহ | 28–35 | ফ্রেম শেষ সংযোগ |
| স্টিফেনার সমাপ্তি — বন্ধনী ছাড়া | 20–28 | সংক্ষিপ্ত স্টিফেনার সমাপ্তি |
| ফিলেট ঢালাই, ক্রুশফর্ম জয়েন্ট | 25-32 | ডেক হার্ডওয়্যার সংযুক্তি |
গুরুতরভাবে, 5086 এবং 5083 একই বিশদ বিভাগে ঢালাই করা জয়েন্টগুলি সমতুল্য স্ট্রেস রেঞ্জে সমতুল্য ক্লান্তি জীবন প্রদান করে.
দুটি খাদ মধ্যে পছন্দ উল্লেখযোগ্যভাবে ক্লান্তি নকশা ফলাফল প্রভাবিত করে না, জোড় গুণমান এবং বিস্তারিত জ্যামিতি সমতুল্য প্রদান করা হয়.
এই সমতা মানে ডিজাইনার অবাধে প্রতিস্থাপন করতে পারেন 5086 জন্য 5083 ক্লান্তি-নিয়ন্ত্রিত কাঠামোগত অ্যাপ্লিকেশনগুলিতে ঢালাইয়ের বিবরণ পুনরায় ডিজাইন না করে - একটি গুরুত্বপূর্ণ ব্যবহারিক সরলীকরণ.

মেরিন গ্রেডের রপ্তানি প্যাকেজিং 5086 H116 অ্যালুমিনিয়াম প্লেট
VI. সামুদ্রিক জারা কর্মক্ষমতা: বৈজ্ঞানিক বিশ্লেষণ
6.1 5086সমুদ্রের জলে এর ইলেক্ট্রোকেমিক্যাল অবস্থান
মেরিন গ্রেড 5086 সমুদ্রের জলে H116 অ্যালুমিনিয়াম প্লেট একটি প্রাকৃতিক ওপেন সার্কিট সম্ভাব্য বিকাশ করে (ওসিপি) প্রায় −0.85 V বনাম স্যাচুরেটেড ক্যালোমেল ইলেক্ট্রোড (SCE) — সামান্য বেশি মহৎ (ইতিবাচক) এর চেয়েও 5083 (আনুমানিক −0.87 V), সামান্য কম ম্যাগনেসিয়াম কন্টেন্ট প্রতিফলিত.
এই ছোট পার্থক্যটি বেশিরভাগ সামুদ্রিক নকশার উদ্দেশ্যে কার্যত নগণ্য, যেহেতু উভয় সংকর ধাতু গ্যালভানিক সিরিজে একই সাধারণ অবস্থান দখল করে এবং একই ক্যাথোডিক সুরক্ষা ব্যবস্থায় একইভাবে প্রতিক্রিয়া জানায়.
প্যাসিভ ফিল্ম অন 5086 সমুদ্রের জল একটি পাতলা হয় (2-8 এনএম), নিরাকার অ্যালুমিনিয়াম অক্সাইড স্তর যা অক্সিজেন-ধারণকারী পরিবেশের সংস্পর্শে স্বতঃস্ফূর্তভাবে গঠন করে এবং দ্রবীভূতকরণ এবং পুনর্বাসনের গতিশীল ভারসাম্যের মাধ্যমে নিজেকে বজায় রাখে.
মূল কর্মক্ষমতা মেট্রিক হল সম্ভাবনা — তড়িৎ রাসায়নিক সম্ভাবনা যার উপরে নিউক্লিয়েট- এবং 25°C তাপমাত্রায় সমুদ্রের জলে 5086 এর পিটিং সম্ভাবনা প্রায় −0.65 থেকে −0.75 V বনাম SCE-এ পড়ে.
যেহেতু প্রাকৃতিক ওসিপি (−0.85 V) পিটিং সম্ভাব্য তুলনায় উল্লেখযোগ্যভাবে আরো নেতিবাচক, 5086 সাধারন সামুদ্রিক জল পরিষেবায় তার নিজস্ব বাল্ক সম্ভাবনা থেকে প্রায় 100-200 mV ক্যাথোডিক সুরক্ষার সাথে কাজ করে - একটি স্ব-প্রতিরক্ষামূলক বাফার যা পিট নিউক্লিয়েশনের বেসলাইন প্রতিরোধ প্রদান করে.
6.2 তিনটি জটিল ক্ষয় মোড এবং 5086 এর প্রতিরক্ষা ব্যবস্থা
এক্সফোলিয়েশন জারা: প্রাথমিক H116 প্রতিরক্ষা
এক্সফোলিয়েশন প্রসারিত মাধ্যমে 5xxx সংকর ধাতু আক্রমণ করে, ঘূর্ণায়মান দ্বারা উত্পাদিত প্যানকেক-আকৃতির শস্যের সীমানা - আন্তঃগ্রানাউলার সমুদ্রের জলের অনুপ্রবেশ ক্রমান্বয়ে ঘূর্ণায়মান প্লেন বরাবর ধারাবাহিক প্লেট স্তরগুলিকে উত্তোলন করে, বৈশিষ্ট্য ফোস্কা তৈরি, delaminating চেহারা যে exfoliation এর নাম দেয়.
প্রক্রিয়াটির জন্য একই সাথে তিনটি শর্ত প্রয়োজন: একটি সংবেদনশীল শস্য সীমানা নেটওয়ার্ক (অবিচ্ছিন্ন বিটা-ফেজ কভারেজ); একটি ইলেক্ট্রোলাইট (সমুদ্রের জল) শস্যের সীমানা ভেদ করতে সক্ষম; এবং দীর্ঘায়িত শস্যের জ্যামিতিক সীমাবদ্ধতা যা ক্ষয় পণ্যের সম্প্রসারণকে বিচ্ছুরিত সাধারণ আক্রমণের পরিবর্তে আন্তঃস্তর ডিলামিনেশন হিসাবে প্রকাশ করতে বাধ্য করে.
5086 H116 এই প্রক্রিয়াটিকে তার প্রথম পূর্বশর্তটিতে আক্রমণ করে. একটি বাধা উত্পাদন ঠান্ডা হ্রাস নিয়ন্ত্রণ করে, বিচ্ছিন্ন শস্য সীমানা বিটা-ফেজ বিতরণ, H116 মেজাজ ক্রমাগত আন্তঃগ্রানুলার পথকে সরিয়ে দেয় যা প্রগতিশীল এক্সফোলিয়েশনের জন্য সমুদ্রের জলের প্রয়োজন হয়.
উপরন্তু, 5086এর নিম্ন ম্যাগনেসিয়াম সামগ্রী (বনাম 5083) মানে H116 মেজাজ নিয়ন্ত্রণ ছাড়াই, শস্য সীমানা বিটা-ফেজ আরও ধীরে ধীরে এবং আরও বিচ্ছিন্ন প্যাটার্নে তৈরি হতে থাকে — সুরক্ষার একটি অতিরিক্ত মার্জিন প্রদান করে যা ব্যাখ্যা করে কেন 5086 H32 মেজাজ থেকে ভাল এক্সফোলিয়েশন প্রতিরোধের দেখায় 5083 H32 মেজাজে, ASTM B928 সার্টিফিকেশন প্রয়োজনীয়তা পূরণ না হওয়া সত্ত্বেও.

জাহাজের ডেক ব্যবহার করা হয়েছে 5086 H116 অ্যালুমিনিয়াম প্লেট
স্ট্রেস জারা ক্র্যাকিং (SCC): কোথায় 5086 ছাড়িয়ে যায় 5083
SCC একটি সক্রিয় ক্ষয়কারী পরিবেশের সাথে টেকসই টেনসিল স্ট্রেসকে একত্রিত করে যাতে চাপের তীব্রতায় ফাটলগুলি ছড়িয়ে পড়ে যা চাপহীন উপাদানের ফ্র্যাকচার শক্ততার অনেক নীচে থাকে.
সংবেদনশীল 5xxx অ্যালয়গুলিতে, ক্রমাগত শস্য সীমানা বিটা-ফেজ ফিল্ম অ্যানোডিক দ্রবীভূত ক্র্যাক প্রচারকে সক্ষম করে. 5086 H116 এর SCC রেজিস্ট্যান্স দুটি রিইনফোর্সিং মেকানিজম থেকে সুবিধা পায়: ক্রমাগত শস্য সীমানা বিটা-ফেজের H116 মেজাজের ব্যাঘাত (এক্সফোলিয়েশনের জন্য একই), এবং নিম্ন ম্যাগনেসিয়াম সামগ্রীর সহজাতভাবে ধীর সংবেদনশীলতা গতিবিদ্যা.
দীর্ঘমেয়াদী SCC পরীক্ষা থেকে প্রকাশিত তথ্য 5086 H116 পর্যন্ত টেকসই স্ট্রেস লেভেলে ক্র্যাকিংয়ের প্রতিরোধ প্রদর্শন করে 60% বিকল্প নিমজ্জন পরীক্ষায় ফলন শক্তি (ASTM G44) - থেকে উচ্চতর 5083 H116 (সাধারণত আনুমানিক প্রতিরোধী 50% ফলন শক্তি) এবং সংবেদনশীল H32 উপাদান থেকে নাটকীয়ভাবে উচ্চতর (যা ফলনের শক্তির 20-25% এ ফাটতে পারে).
30-50 MPa এর অবশিষ্ট ঢালাই চাপ বহনকারী হুল কাঠামোর জন্য, এই SCC প্রতিরোধের মার্জিন সাধারণ সামুদ্রিক পরিষেবার জন্য পর্যাপ্ত — কিন্তু সীমাহীন নয়. সংবেদনশীলতা-উন্নয়নকারী তাপীয় পরিবেশের সাথে মিলিত যেকোন টেকসই প্রসার্য চাপ ইঞ্জিনিয়ারিং মনোযোগের দাবি রাখে.
পিটিং জারা: বেসলাইন সিওয়াটার অ্যাটাক
প্যাসিভ ফিল্ম সবচেয়ে দুর্বল যেখানে সাইটগুলিতে পিটিং শুরু হয়: ইন্টারমেটালিক কণা-ম্যাট্রিক্স ইন্টারফেস, শস্য সীমানা উত্থান পয়েন্ট, এবং পৃষ্ঠের স্ক্র্যাচ যা তাজা অ্যালুমিনিয়াম প্রকাশ করে.
মেরিন গ্রেডের জন্য 5086 H116 অ্যালুমিনিয়াম প্লেট, প্রভাবশালী পিট ইনিশিয়েশন সাইটগুলি হল Al₃Fe এবং Al₆Mn আন্তঃধাতু কণা, যা অ্যালুমিনিয়াম ম্যাট্রিক্সে ক্যাথোডিক এবং স্থানীয় গ্যালভানিক কোষ তৈরি করে যা আশেপাশের অ্যালুমিনিয়ামকে দ্রবীভূত করে.
এর জন্য লোহার অশুদ্ধতা সীমা ≤0.50% 5086 (বনাম ≤0.40% এর জন্য 5083) মানে যে 5086 নীতিগতভাবে আরও Al₃Fe কণা থাকতে পারে - এর তুলনায় একটি ছোট জারা প্রতিরোধের অসুবিধা 5083. অনুশীলনে, সবচেয়ে সামুদ্রিক গ্রেড 5086 প্রযোজকরা নীচে লোহা ধরে রাখে 0.30%, এই তাত্ত্বিক পার্থক্যকে নগণ্য করে তোলে.
দীর্ঘমেয়াদী নিমজ্জন পরীক্ষার ডেটা 5086 সিন্থেটিক সমুদ্রের জলে (ASTM D1141) পরে 0.10-0.25 মিমি গড় গর্ত গভীরতা প্রদর্শন করে 5 বছর - 0.02-0.05 মিমি/বছরের একটি জারা হার যা সামুদ্রিক হুল প্রলেপে উপলব্ধ প্লেট পুরুত্বের রিজার্ভকে আরামদায়কভাবে মিটমাট করে.
VII. সামুদ্রিক অ্যাপ্লিকেশন এবং জাহাজের ধরন
7.1 বিনোদনমূলক এবং ক্রীড়া নৌকা: প্রভাবশালী অ্যাপ্লিকেশন ডোমেন
বিনোদনমূলক বোটিং বাজারের বৃহত্তম অনুপাতের জন্য অ্যাকাউন্ট 5086 বিশ্বব্যাপী H116 খরচ, সংকর ধাতুর গঠনযোগ্যতার ব্যতিক্রমী সংমিশ্রণ দ্বারা চালিত, সমুদ্রের জলের জারা প্রতিরোধের, এবং বিনোদনমূলক নির্মাণে আধিপত্যকারী জাহাজের ধরন এবং আকারের জন্য ওজন দক্ষতা (6-18 মি LOA).
অফশোর অ্যালুমিনিয়াম মাছ ধরার নৌকা 6-12 মিটার পরিসরে আর্কিটাইপ প্রতিনিধিত্ব করে 5086 H116 অ্যাপ্লিকেশন. এই জাহাজগুলির উচ্চারিত ডেডরাইস সহ যৌগিক-বাঁকা হুল প্রয়োজন (সাধারণত 18-24°) এবং অফশোর সমুদ্র-রক্ষার জন্য flared ধনুক, টপসাইডের জন্য সমুদ্রের জলের ক্ষয় প্রতিরোধ ক্ষমতা যা রিফিটের মধ্যে বছরের পর বছর ধরে আঁকা যাবে না, এবং অত্যধিক ওজন ছাড়াই অফশোর পরিষেবার জন্য পর্যাপ্ত কাঠামোগত শক্তি যা ছোট আউটবোর্ড বা স্টার-ড্রাইভ পাওয়ারপ্ল্যান্টের সাথে পারফরম্যান্সের সাথে আপস করবে. মেরিন গ্রেড 5086 3.0-5.0 মিমি গেজে H116 অ্যালুমিনিয়াম প্লেট একই সাথে তিনটি প্রয়োজনীয়তা পূরণ করে.
পালতোলা নৌকা অ্যালুমিনিয়াম বোট বিল্ডিংয়ের সবচেয়ে জ্যামিতিকভাবে জটিল কিছু চ্যালেঞ্জ উপস্থাপন করুন — swept keels, বাঁকা ট্রান্সম বিভাগ, flared topsides, এবং উচ্চারিত tumblehome সব টাইট-ব্যাসার্ধ বাঁক প্রয়োজন 5086 তুলনায় আরো নির্ভরযোগ্যভাবে পরিচালনা করে 5083. উপরন্তু, পালতোলা স্ট্রাকচারাল লোড সাধারণত সমান দৈর্ঘ্যের পাওয়ারবোট লোডের চেয়ে কম (কোন অপবাদ; কম গতি), তৈরি করা 10% মধ্যে ফলন শক্তি পার্থক্য 5086 এবং 5083 বেশিরভাগ পালতোলা জাহাজের অ্যাপ্লিকেশনের জন্য কাঠামোগতভাবে অপ্রাসঙ্গিক. অভিজ্ঞ অ্যালুমিনিয়াম সেলবোট নির্মাতারা - ইউরোপ এবং নিউজিল্যান্ডের বিশেষজ্ঞ সহ - ধারাবাহিকভাবে নির্দিষ্ট করে 5086 H116 উপরের দিকে এবং জলরেখার উপরে কাঠামোর জন্য, সংরক্ষণ 5083 কিল অ্যাটাচমেন্ট এলাকা এবং ওয়াটারলাইন/বটম প্লেটিংয়ের জন্য H116 যেখানে কাঠামোগত চাহিদা অতিরিক্ত শক্তিকে ন্যায্যতা দেয়.
সেন্টার কনসোল এবং ওয়াকঅ্যারাউন্ড বোট (7-10 মি) গভীর-পার্শ্বযুক্ত কনসোল কাঠামো তৈরি করার সময় 5086 এর গঠনযোগ্যতা থেকে উপকৃত হন, মাছের বাক্স ঘিরে আছে, এবং ফ্রিবোর্ড বিভাগগুলি যা এই হুল প্রকারগুলিকে সংজ্ঞায়িত করে. নির্মাতারা এই জটিল প্রোফাইলগুলি ব্যবহার করার সময় ক্র্যাকিং থেকে উল্লেখযোগ্যভাবে কম জোড় মেরামতের রিপোর্ট করে 5086 H116 বনাম 5083 H116 - একটি প্রত্যক্ষ উৎপাদন খরচ সাশ্রয় যা যেকোন ক্ষুদ্র উপাদান খরচ প্রিমিয়ামের জন্য ক্ষতিপূরণের চেয়ে বেশি.
7.2 বাণিজ্যিক ওয়ার্কবোট: গঠনযোগ্যতার সাথে স্ট্রাকচারাল পারফরম্যান্সের সমন্বয়
বাণিজ্যিক ওয়ার্কবোট - ব্যবহারিক, উপযোগী জাহাজ যা অফশোর প্ল্যাটফর্মে পরিষেবা দেয়, স্থানান্তর ক্রু, জরিপ পরিচালনা, এবং সমর্থন হারবার অপারেশন — জন্য দ্বিতীয় প্রধান খরচ ডোমেন প্রতিনিধিত্ব 5086 H116.
ক্রু স্থানান্তর জাহাজ (সিটিভিএস) অফশোর উইন্ড ফার্ম রক্ষণাবেক্ষণের জন্য খাদ নির্বাচন অপ্টিমাইজেশন কৌশলটি সবচেয়ে স্পষ্টভাবে প্রদর্শন করুন. একটি সাধারণ 24 m CTV হুল নকশা প্রায়ই নিয়োগ 5083 H116 (6-8 মিমি) নীচের প্রলেপের জন্য — যেখানে নিম্ন সমুদ্রের রাজ্যে বারবার টারবাইন অ্যাক্সেস থেকে স্ল্যামিং লোড উচ্চ চক্রীয় চাপ চাপিয়ে দেয় — এবং 5086 H116 (5-6 মিমি) টপসাইড এবং সুপারস্ট্রাকচার প্যানেলের জন্য, যেখানে নিম্ন কাঠামোগত চাহিদা আরও গঠনযোগ্য খাদকে অনুমতি দেয় এবং যেখানে জটিল ক্রু বাসস্থান জ্যামিতি 5086 এর শক্ত নমন ব্যাসার্ধ ক্ষমতা থেকে উপকৃত হয়.
পাইলট বোট এবং পোতাশ্রয় পরিষেবা নৈপুণ্য (12-22 মি) জন্য বিশেষভাবে অনুকূল অবস্থার উপস্থিত 5086 H116: মাঝারি কাঠামোগত লোড (বেশিরভাগ ক্ষেত্রে পরিকল্পনা অপারেশনের পরিবর্তে স্থানচ্যুতি), জটিল হুল বৃত্তাকার-বিলজ স্থানচ্যুতি নকশার আদর্শ, এবং নিয়মিত মিঠা পানির হোসিং-ডাউন টপসাইড যা বন্দর জাহাজের রক্ষণাবেক্ষণকে চিহ্নিত করে. কম সংবেদনশীলতা ঝুঁকি 5086 H116 বনাম 5083 বন্দর জাহাজের একটি গৌণ সুবিধা যা ডেক বাষ্প পরিষ্কারের অভিজ্ঞতা দেয় - একটি সম্ভাব্য সংবেদনশীলতা-তাপমাত্রার এক্সপোজার যা বেশিরভাগ শিপইয়ার্ডে হুল নির্মাণের অ্যালয়গুলির স্পেসিফিকেশন থেকে সম্পূর্ণরূপে অনুপস্থিত।.
7.3 সামুদ্রিক কাঠামো এবং অফশোর অ্যাপ্লিকেশন
নৌকার ওপারে নিজেরাই, 5086 H116 প্লেট সামুদ্রিক কাঠামোগত অ্যাপ্লিকেশনগুলিতে ব্যাপকভাবে কাজ করে যেখানে অ্যালুমিনিয়ামের ক্ষয় প্রতিরোধ ক্ষমতা এবং হালকা ওজন মূল্যবান তবে সর্বাধিক কাঠামোগত কর্মক্ষমতা গৌণ:
ভাসমান মেরিনা ফিঙ্গার ডক এবং পন্টুন ব্যবহার 5086 মেরিনা জলের আক্রমনাত্মক পরিবেশে তাদের ব্যতিক্রমী জারা প্রতিরোধের জন্য H116 (জ্বালানী ছড়ানো থেকে উচ্চ দূষণকারী মাত্রা, এন্টিফাউলিং পেইন্ট রানঅফ, এবং বার্থযুক্ত জাহাজ থেকে জৈব দূষণ). ভাসমান ডক নির্মাণের নিম্ন কাঠামোগত চাহিদা 5083 এর অতিরিক্ত শক্তিকে অপ্রয়োজনীয় করে তোলে, যখন 5086-এর গঠনযোগ্যতা পন্টুন আকার এবং সংযোগ বন্ধনীগুলির তৈরিকে সহজ করে যা মেরিনা ডক সিস্টেমগুলিকে চিহ্নিত করে.
অফশোর প্ল্যাটফর্ম ওয়াকওয়ে, হ্যান্ড্রাইল, এবং gratings — যেখানে প্রাথমিক কাজ হল কাঠামোগত লোড বহনের পরিবর্তে জারা প্রতিরোধ এবং কর্মীদের নিরাপত্তা — ব্যবহার 5086 পর্যাপ্ত শক্তির সমন্বয়ের জন্য H116 (প্রযোজ্য কোড প্রতি ওয়াকওয়ে লোড করার জন্য যথেষ্ট), পেইন্টিং ছাড়া চমৎকার জারা প্রতিরোধের (দূরবর্তী অফশোর অবস্থানে রক্ষণাবেক্ষণ হ্রাস), এবং হালকা ওজন (প্ল্যাটফর্ম টপসাইড কাঠামোর উপর আরোপিত ডেডওয়েট হ্রাস করা).
গ্যাংওয়ে এবং অ্যাক্সেস র্যাম্প জাহাজ থেকে প্ল্যাটফর্ম এবং জাহাজ থেকে তীরে স্থানান্তরের জন্য বর্তমান গঠনযোগ্যতা দাবি করে যে অনুকূল 5086: উচ্চারণকারী বিভাগগুলি, বাঁকা গাইড রেল, এবং আধুনিক গ্যাংওয়ে সিস্টেমের কৌণিক ল্যান্ডিং প্ল্যাটফর্মগুলির জন্য বাঁকানো অপারেশন প্রয়োজন যেখানে 5086 এর কঠোর ন্যূনতম বাঁক ব্যাসার্ধ এমন ডিজাইনগুলিকে সক্ষম করে যার জন্য পূর্ব-অ্যানিলিং প্রয়োজন হবে 5083.
যখন 5083 নৌযান নির্মাণে H116 প্রাথমিক হুল কাঠামোগত অ্যাপ্লিকেশনগুলিকে প্রাধান্য দেয়, 5086 H116 নৌযানের গৌণ কাঠামো এবং সুপারস্ট্রাকচারে যথেষ্ট ব্যবহার খুঁজে পায়:
সুপারস্ট্রাকচার প্যানেল এবং ঘের নন-প্ল্যানার তৈরি করার সময় দ্রুত টহল নৈপুণ্য এবং সহায়তা জাহাজগুলি 5086 এর গঠনযোগ্যতা থেকে উপকৃত হয়, যৌগিক-বাঁকা পৃষ্ঠগুলি যা আধুনিক নৌযান সুপারস্ট্রাকচার নান্দনিকতার বৈশিষ্ট্য (কম রাডার ক্রস-সেকশনের জন্য ডিজাইন করা হয়েছে). নৌ স্থপতিরা বাঁকা নির্দিষ্ট করে স্টিলথ মাপকাঠি ডিজাইন করে, কৌণিক সুপারস্ট্রাকচার প্যানেল যা ফ্যাব্রিকেটরদের সাথে কাজ করে চ্যালেঞ্জ করে 5083; রূপান্তর 5086 এই উপাদানগুলির জন্য উল্লেখযোগ্যভাবে প্রথম-পাস বানোয়াট সাফল্যের হার উন্নত করে.
খনি কাউন্টারমেজার জাহাজ (এমসিএমভি) সহায়ক কাঠামো - অ-কাঠামোগত প্যানেল, অভ্যন্তরীণ বাসস্থান বিভাজক, ডেক মেশিনারি হাউজিং - প্রায়শই ব্যবহার করা হয় 5086 H116 যেখানে ওজন হ্রাস এবং জারা প্রতিরোধের ব্যাপার কিন্তু সর্বোচ্চ কাঠামোগত কর্মক্ষমতা নেই. অ-চৌম্বকীয় প্রয়োজনীয়তা যা MCMV হুল উপাদান নির্বাচনকে অ্যালুমিনিয়ামে চালিত করে (বা জিআরপি) গৌণ কাঠামোতেও প্রযোজ্য, তৈরী 5086 একটি প্রাকৃতিক ফিট.
উভচর নৈপুণ্যের সম্মিলিত নির্মাণ কৌশল ক্রমবর্ধমান নিয়োগ 5086 উপরের দিকের জন্য H116, র্যাম্প সাইড প্যানেল, এবং ক্রু বগি গঠন, সংরক্ষণ 5083 নিচের শেল এবং স্ট্রাকচারাল ফ্রেমের জন্য H116 যা সৈকত অবতরণ অপারেশনের সময় যানবাহনের ঘনীভূত লোড বহন করে.
XIII. গুণমান মান, পরীক্ষামূলক, এবং সার্টিফিকেশন
প্রত্যয়িত মেরিন গ্রেড 5086 H116 অ্যালুমিনিয়াম প্লেট পরিপূরক মানগুলির একটি কাঠামোর মধ্যে বসে যা রচনাকে সম্বোধন করে, সম্পত্তি, সংবেদনশীলতা, এবং ডকুমেন্টেশন:
| স্ট্যান্ডার্ড | ইস্যু করা বডি | ব্যাপ্তি | জন্য সমালোচনামূলক প্রয়োজনীয়তা 5086 |
|---|---|---|---|
| ASTM B928 | এএসটিএম ইন্টারন্যাশনাল | 5সামুদ্রিক সেবা জন্য xxx alloys | প্রতিটি লটে NAMLT ≤15 mg/cm² |
| ASTM B209 | এএসটিএম ইন্টারন্যাশনাল | আল শীট এবং প্লেট: মাত্রা এবং বৈশিষ্ট্য | রাসায়নিক রচনা; যান্ত্রিক বৈশিষ্ট্য |
| ASTM G67 | এএসটিএম ইন্টারন্যাশনাল | NAMLT সংবেদনশীলতা পরীক্ষা | B928 সম্মতির জন্য পরীক্ষা পদ্ধতি |
| ASTM G66 | এএসটিএম ইন্টারন্যাশনাল | ASSET এক্সফোলিয়েশন পরীক্ষা | এক্সফোলিয়েশন প্রতিরোধের ভিজ্যুয়াল রেটিং |
| EN 485 | CEN | ইউরোপীয় শীট/প্লেট: মাত্রা এবং সহনশীলতা | মাত্রিক সহনশীলতা কাঠামো |
| EN 573-3 | CEN | ইউরোপীয় খাদ রচনা মান | 5086 রচনা সীমা |
| MIL-DTL-24093 | US DoD | সামরিক সামুদ্রিক অ্যালুমিনিয়াম | নৌযানের উপাদানগত যোগ্যতা |
| EN 10204 | CEN | উপাদান শংসাপত্র প্রকার | 3.1 / 3.2 সার্টিফিকেশন ডকুমেন্টেশন |
IX. উপসংহার
এই ব্যাপক পরীক্ষার সবচেয়ে গুরুত্বপূর্ণ উপসংহার হল কিভাবে মেরিন গ্রেডের একটি রিফ্রেমিং 5086 H116 অ্যালুমিনিয়াম প্লেট অনুভূত হয়. প্রায়শই "এর কম শক্তিশালী বিকল্প হিসাবে বর্ণনা করা হয় 5083 অ্যাপ্লিকেশনের জন্য যেখানে শক্তি হ্রাস গ্রহণযোগ্য,"মেরিন গ্রেড 5086 H116 অ্যালুমিনিয়াম প্লেট আরও সঠিকভাবে বোঝা যায় অ্যাপ্লিকেশনগুলির জন্য নির্ভুল উপাদান পছন্দ হিসাবে যেখানে উচ্চতর গঠনযোগ্যতা, প্রত্যয়িত H116 মেজাজে সমতুল্য দীর্ঘমেয়াদী সামুদ্রিক জারা প্রতিরোধের, এবং প্রান্তিকভাবে ভাল সংবেদনশীলতা দৃঢ়তা একত্রিত করা থেকে ভাল ইঞ্জিনিয়ারিং ফলাফল প্রদান করতে 5083 H116 অর্জন করবে.
বিশেষভাবে উপকৃত হয় যে অ্যাপ্লিকেশন 5086 H116 অসংখ্য এবং বাণিজ্যিকভাবে তাৎপর্যপূর্ণ: জটিল হুল ফর্ম সঙ্গে বিনোদনমূলক অ্যালুমিনিয়াম নৌকা (সামুদ্রিক অ্যালুমিনিয়াম খরচ বৃহত্তম ভলিউম সেক্টর), পালতোলা নৌকা hulls এবং topsides, বাণিজ্যিক ওয়ার্কবোট গৌণ কাঠামো, অফশোর প্ল্যাটফর্ম অ্যালুমিনিয়াম কাঠামো, মিশ্র-খাদ হুল নির্মাণ কৌশল, এবং দ্রুত সম্প্রসারিত ব্যাটারি-বৈদ্যুতিক জাহাজের বাজার. এই সব অ্যাপ্লিকেশন, 5086 H116 একটি ফলব্যাক নয় - এটি সঠিক প্রকৌশল উত্তর.
কাস্টিং উত্পাদন প্রক্রিয়া এবং এর ভূমিকা
গলে যাওয়া এবং ঢালাই করার উদ্দেশ্য হল সন্তোষজনক রচনা এবং গলে যাওয়ার উচ্চ বিশুদ্ধতার সাথে খাদ তৈরি করা, যাতে বিভিন্ন আকারের খাদ ঢালাই করার জন্য অনুকূল পরিস্থিতি তৈরি করা যায়.
গলে যাওয়া এবং ঢালাই প্রক্রিয়ার ধাপ: ব্যাচিং --- খাওয়ানো --- গলে যাওয়া --- গলে যাওয়ার পর নাড়তে হবে, স্ল্যাগ অপসারণ --- প্রাক-বিশ্লেষণ নমুনা --- সংমিশ্রণ সামঞ্জস্য করার জন্য খাদ যোগ করা হচ্ছে, stirring --- পরিশোধন --- স্ট্যাটিক সেটিং---গাইড চুল্লি ঢালাই.
হট রোলিং উত্পাদন প্রক্রিয়া এবং এর ভূমিকা
- 1. হট রোলিং বলতে সাধারণত ধাতব পুনঃক্রিস্টালাইজেশন তাপমাত্রার উপরে ঘূর্ণায়মান বোঝায়;
- 2. গরম ঘূর্ণায়মান প্রক্রিয়ার সময়, ধাতু উভয় শক্ত এবং নরম প্রক্রিয়া আছে. বিকৃতি গতির প্রভাবের কারণে, যতক্ষণ না পুনরুদ্ধার এবং পুনর্নির্মাণ প্রক্রিয়া খুব দেরী হয়, একটি নির্দিষ্ট কাজ কঠোর হবে;
- 3. গরম ঘূর্ণায়মান পরে ধাতু recrystallization অসম্পূর্ণ, এটাই, পুনর্নির্মাণ কাঠামো এবং বিকৃত কাঠামোর সহাবস্থান;
- 4. গরম ঘূর্ণায়মান ধাতু এবং খাদ প্রক্রিয়াকরণ কর্মক্ষমতা উন্নত করতে পারেন, ঢালাই ত্রুটিগুলি হ্রাস বা নির্মূল করুন.
- 1. ঢালাই এবং ঘূর্ণায়মান তাপমাত্রা সাধারণত 680°C এবং 700°C এর মধ্যে থাকে. যত কম হবে তত ভালো, স্থিতিশীল ঢালাই এবং ঘূর্ণায়মান লাইন সাধারণত মাসে একবার বা তার বেশি স্টপ করে আবার দাঁড়ানোর জন্য. উত্পাদন প্রক্রিয়া চলাকালীন, নিম্ন তরল স্তর প্রতিরোধ করতে সামনের ট্যাঙ্কের তরল স্তর কঠোরভাবে নিয়ন্ত্রণ করা প্রয়োজন;
- 2. তৈলাক্তকরণ তৈলাক্তকরণের জন্য গ্যাসের অসম্পূর্ণ দহনের সাথে সি পাউডার ব্যবহার করে, যা ঢালাই এবং ঘূর্ণায়মান উপকরণগুলির নোংরা পৃষ্ঠের জন্যও একটি কারণ;
- 3. উৎপাদন গতি সাধারণত 1.5m/min-2.5m/min এর মধ্যে হয়;
- 4. ঢালাই এবং রোলিং দ্বারা উত্পাদিত পণ্যগুলির পৃষ্ঠের গুণমান সাধারণত তুলনামূলকভাবে কম, এবং সাধারণত বিশেষ শারীরিক এবং রাসায়নিক কর্মক্ষমতা প্রয়োজনীয়তা সঙ্গে পণ্য পূরণ করতে পারে না.
- 1. কোল্ড রোলিং বলতে পুনরায় ক্রিস্টালাইজেশন তাপমাত্রার নীচে ঘূর্ণায়মান উত্পাদন পদ্ধতিকে বোঝায়;
- 2. ঘূর্ণায়মান প্রক্রিয়া চলাকালীন কোন গতিশীল পুনর্নির্মাণ হবে না, এবং তাপমাত্রা সর্বাধিক পুনরুদ্ধারের তাপমাত্রা বৃদ্ধি পাবে, এবং ঠান্ডা ঘূর্ণায়মান একটি কাজ কঠিন অবস্থায় প্রদর্শিত হবে, এবং কাজ শক্ত হওয়ার হার বড় হবে;
- 3. ঠান্ডা-ঘূর্ণিত শীট এবং ফালা উচ্চ মাত্রিক নির্ভুলতা আছে, ভাল পৃষ্ঠ গুণমান, অভিন্ন গঠন এবং কর্মক্ষমতা, এবং বিভিন্ন রাজ্যের পণ্য তাপ চিকিত্সা সঙ্গে প্রাপ্ত করা যেতে পারে;
- 4. কোল্ড রোলিং পাতলা রেখাচিত্রমালা রোল আউট করতে পারেন, কিন্তু একই সময়ে, এটি বিকৃতি এবং অনেক প্রক্রিয়াকরণ পাসের জন্য উচ্চ শক্তি খরচের অসুবিধা রয়েছে.
- 1. ফিনিশিং হল কোল্ড-রোল্ড শীটকে গ্রাহকের প্রয়োজনীয়তা পূরণ করার জন্য একটি প্রক্রিয়াকরণ পদ্ধতি, অথবা পণ্যের পরবর্তী প্রক্রিয়াকরণের সুবিধার্থে;
- 2. সমাপ্তি সরঞ্জাম গরম ঘূর্ণায়মান এবং কোল্ড রোলিং উত্পাদন প্রক্রিয়ার মধ্যে উত্পাদিত ত্রুটিগুলি সংশোধন করতে পারে, যেমন ফাটল প্রান্ত, তৈলাক্ত, দরিদ্র প্লেট আকৃতি, অবশিষ্ট চাপ, ইত্যাদি. এটি নিশ্চিত করতে হবে যে উত্পাদন প্রক্রিয়াতে অন্য কোনও ত্রুটি আনা না হয়;
- 3. বিভিন্ন সমাপ্তি সরঞ্জাম আছে, প্রধানত ক্রস-কাটিং সহ, slitting, প্রসারিত এবং সোজা করা, annealing চুল্লি, ছিদ্র, ইত্যাদি.

ঢালাই এবং ঘূর্ণায়মান প্রক্রিয়া
ঢালাই এবং ঘূর্ণায়মান প্রক্রিয়া: তরল ধাতু, সামনের বাক্স (তরল স্তর নিয়ন্ত্রণ), ঢালাই এবং ঘূর্ণায়মান মেশিন (তৈলাক্তকরন পদ্ধতি, ঠান্ডা পানি), কর্তনের মেশিন, কয়েলিং মেশিন.
কোল্ড রোলিং উত্পাদন প্রক্রিয়া

উত্পাদন প্রক্রিয়া সমাপ্তির ভূমিকা
অ্যালুমিনিয়াম খাদ কম ঘনত্ব বৈশিষ্ট্য আছে, ভাল যান্ত্রিক বৈশিষ্ট্য, ভাল প্রক্রিয়াকরণ কর্মক্ষমতা, বিষাক্ত নয়, পুনর্ব্যবহার করা সহজ, চমৎকার বৈদ্যুতিক পরিবাহিতা, তাপ স্থানান্তর এবং জারা প্রতিরোধের, তাই এটিতে বিস্তৃত অ্যাপ্লিকেশন রয়েছে.
মহাকাশ: বিমানের চামড়া তৈরি করতে ব্যবহৃত হয়, ফিউজেলেজ ফ্রেম, গার্ডার, রোটার, প্রপেলর, জ্বালানি ট্যাংক, প্রাচীর প্যানেল এবং ল্যান্ডিং গিয়ার struts, সেইসাথে রকেট ফরজিং রিং, মহাকাশযানের প্রাচীর প্যানেল, ইত্যাদি.

মহাকাশের জন্য ব্যবহৃত অ্যালুমিনিয়াম খাদ
পরিবহন: অটোমোবাইল গাড়ির শরীরের গঠন উপকরণ জন্য ব্যবহৃত, পাতাল রেল যানবাহন, রেলের যাত্রীবাহী গাড়ি, উচ্চ গতির যাত্রীবাহী গাড়ি, দরজা এবং জানালা, তাক, স্বয়ংচালিত ইঞ্জিন অংশ, বাতাস নিয়ন্ত্রণ যন্ত্র, রেডিয়েটার, শরীরের প্যানেল, চাকা এবং জাহাজের উপকরণ.

ট্রাফিক আবেদন
প্যাকেজিং: অল-অ্যালুমিনিয়াম পপ ক্যানগুলি প্রধানত পাতলা প্লেট এবং ফয়েলের আকারে ধাতব প্যাকেজিং উপকরণ হিসাবে ব্যবহৃত হয়, এবং ক্যানে তৈরি করা হয়, lids, বোতল, ব্যারেল, এবং প্যাকেজিং ফয়েল. পানীয় প্যাকেজিং ব্যাপকভাবে ব্যবহৃত, খাদ্য, প্রসাধনী, ওষুধগুলো, সিগারেট, শিল্প পণ্য, ওষুধগুলো, ইত্যাদি.

প্যাকেজিং অ্যাপ্লিকেশন
প্রিন্টিং: প্রধানত পিএস প্লেট তৈরি করতে ব্যবহৃত হয়, অ্যালুমিনিয়াম-ভিত্তিক পিএস প্লেটগুলি মুদ্রণ শিল্পে একটি নতুন ধরণের উপাদান, স্বয়ংক্রিয় প্লেট তৈরি এবং মুদ্রণ জন্য ব্যবহৃত.

পিএস প্রিন্টিং
স্থাপত্য সজ্জা: অ্যালুমিনিয়াম খাদ বিল্ডিং কাঠামোতে ব্যাপকভাবে ব্যবহৃত হয়, দরজা এবং জানালা, স্থগিত সিলিং, আলংকারিক পৃষ্ঠতল, ইত্যাদি. এর ভাল জারা প্রতিরোধের কারণে, পর্যাপ্ত শক্তি, চমৎকার প্রক্রিয়া কর্মক্ষমতা এবং ঢালাই কর্মক্ষমতা.

অ্যালুমিনিয়াম খাদ নির্মাণ আবেদন
ইলেকট্রনিক পণ্য: কম্পিউটার, মোবাইল ফোন গুলো, রেফ্রিজারেটরের শাঁস, রেডিয়েটার, ইত্যাদি.

ইলেকট্রনিক পণ্য অ্যাপ্লিকেশন
রান্নাঘরের সামগ্রী: অ্যালুমিনিয়াম পাত্র, অ্যালুমিনিয়াম বেসিন, রাইস কুকার লাইনার, পরিবারের অ্যালুমিনিয়াম ফয়েল, ইত্যাদি.

রান্নাঘর অ্যাপ্লিকেশন
অ্যালুমিনিয়াম শীট/কয়েল প্যাকেজিং
প্যাকেজিংয়ের প্রতিটি বিবরণ যেখানে আমরা নিখুঁত পরিষেবা অনুসরণ করি. সামগ্রিকভাবে আমাদের প্যাকেজিং প্রক্রিয়া নিম্নরূপ:
ল্যামিনেশন: পরিষ্কার ফিল্ম, নীল ছায়াছবি, micro-mucosal, উচ্চ-মিউকোসাল, লেজার কাটিয়া ফিল্ম (2 ব্র্যান্ড, নোভাসেল এবং পলিফেম);
সুরক্ষা: কাগজ কোণা রক্ষাকারী, চাপ বিরোধী প্যাড;
শুকানো: ডেসিক্যান্ট;
ট্রে: ধূমায়িত নিরীহ কাঠের ট্রে, পুনরায় ব্যবহারযোগ্য লোহার ট্রে;
মোড়ক: টিক-ট্যাক-টো ইস্পাত বেল্ট, বা পিভিসি প্যাকিং বেল্ট;
উপাদান গুণমান: সাদা মরিচা জাতীয় ত্রুটি থেকে সম্পূর্ণ মুক্ত, তেলের দাগ, ঘূর্ণায়মান চিহ্ন, প্রান্ত ক্ষতি, বাঁক, dents, গর্ত, লাইন ভেঙ্গে, আঁচড়, ইত্যাদি, কোন কয়েল সেট না.
বন্দর: কিংডাও বা চীনের অন্যান্য বন্দর.
অগ্রজ সময়: 15-45 দিন.

অ্যালুমিনিয়াম শীট/প্লেট প্যাকেজিং প্রক্রিয়া

অ্যালুমিনিয়াম কয়েল প্যাকেজিং প্রক্রিয়া
চ: আপনি একজন প্রস্তুতকারক বা ব্যবসায়ী?
প্র: আমরা একটি প্রস্তুতকারক, আমাদের কারখানা নং 3 উইয়ের রোডে অবস্থিত, শিল্প জোন, গোঙ্গি, হেনান, চীন.
চ: পণ্য অর্ডার করার জন্য MOQ কি??
প্র: আমাদের MOQ হল 5 টন, এবং কিছু বিশেষ পণ্যের ন্যূনতম অর্ডারের পরিমাণ থাকবে 1 বা 2 টন.
চ: আপনার লিড টাইম কতক্ষণ?
প্র: সাধারণত আমাদের সীসা সময় সম্পর্কে 30 দিন.
চ: আপনার পণ্যের মানের নিশ্চয়তা আছে কি?
প্র: হ্যাঁ, যদি আমাদের পণ্যগুলির সাথে মানের সমস্যা থাকে, তারা সন্তুষ্ট না হওয়া পর্যন্ত আমরা গ্রাহককে ক্ষতিপূরণ দেব.
সংশ্লিষ্ট পণ্য






সর্বশেষ ব্লগ

রিফার ট্রাকের সাধারণ অ্যালোয় ব্যবহৃত PE প্রলিপ্ত অ্যালুমিনিয়াম কয়েল
PE প্রলিপ্ত অ্যালুমিনিয়াম কয়েল ব্যবহৃত রিফার ট্রাকের সাধারণ সংকর ধাতু আবিষ্কার করুন, সহ 3003, 3004, এবং 3105. চমৎকার জারা প্রতিরোধের জন্য পরিকল্পিত, গঠনযোগ্যতা, এবং দীর্ঘস্থায়ী বহিরঙ্গন কর্মক্ষমতা.

অ্যালুমিনিয়াম পরিবাহী? বৈশিষ্ট্য, ব্যবহার করে & সুবিধা ব্যাখ্যা করা হয়েছে
অ্যালুমিনিয়াম পরিবাহী? অ্যালুমিনিয়ামের বৈদ্যুতিক পরিবাহিতা আবিষ্কার করুন, মূল সুবিধা, এবং কেন এটি ব্যাপকভাবে পাওয়ার ট্রান্সমিশন এবং শিল্প অ্যাপ্লিকেশনগুলিতে ব্যবহৃত হয়.

স্থায়িত্ব আনলক করা: অ্যালুমিনিয়াম ফয়েল পুনর্ব্যবহারযোগ্য সম্পর্কে সত্য
অ্যালুমিনিয়াম ফয়েল পুনর্ব্যবহারযোগ্য? কিভাবে অ্যালুমিনিয়াম ফয়েল পুনর্ব্যবহৃত করা যায় তা জানুন, কিভাবে এটি সঠিকভাবে প্রস্তুত করতে হবে, এবং কেন রিসাইক্লিং বর্জ্য কমাতে এবং সম্পদ সংরক্ষণ করতে সাহায্য করে.

প্যাকেজিং অ্যাপ্লিকেশনের জন্য প্রলিপ্ত অ্যালুমিনিয়াম ফয়েল | শক্তিশালী & নির্ভরযোগ্য
প্যাকেজিং অ্যাপ্লিকেশনের জন্য উচ্চ মানের প্রলিপ্ত অ্যালুমিনিয়াম ফয়েল, চমৎকার বাধা সুরক্ষা প্রস্তাব, স্থায়িত্ব, এবং ধারাবাহিক পারফরম্যান্স.







