EU. Introdução
Grau marinho 5086 A placa de alumínio H116 ocupa uma posição excepcionalmente valiosa no espectro de materiais de construção naval de alumínio - uma posição que é frequentemente subestimada precisamente porque fica entre duas ligas especificadas com mais destaque.
Mais resistente à corrosão e moldável do que o 6061 Series, ainda mais viável e soldável do que o de alta resistência 5083, 5086 O H116 oferece uma combinação de propriedades que o torna insubstituível em uma ampla gama de aplicações marítimas: barcos de pesca recreativa com cascos complexos, cascos de veleiros que exigem topsides alargados, estrutura secundária de barco de trabalho comercial, passarelas de plataforma offshore, e superestruturas de navios militares.
Este artigo oferece uma visão abrangente, exame oficial de grau marinho 5086 Placa de alumínio H116 em dezoito dimensões analíticas - metalurgia, ciência do temperamento, fabricação, propriedades, desempenho de corrosão, a comparação crítica 5086 versus 5083, projeto estrutural, aplicações em embarcações, fabricação, proteção contra corrosão, padrões de qualidade, quadros regulatórios, economia da cadeia de suprimentos, sustentabilidade, e inovação.
II. Fundação metalúrgica: O 5086 Liga de alumínio
2.1 A série 5xxx: Química Marinha do Magnésio
As ligas de alumínio da série 5xxx alcançam sua resistência e desempenho à corrosão através do magnésio dissolvido em solução sólida dentro da matriz de alumínio.
Átomos de magnésio, ligeiramente maior que os átomos de alumínio, distorcer a rede cristalina, impedindo o movimento de deslocamento e aumentando assim a resistência - um mecanismo chamado fortalecimento de solução sólida que não requer tratamento térmico para ser ativado e nunca diminui através da exposição térmica (abaixo da faixa de sensibilização).
Este caráter não tratável termicamente define a lógica de desempenho marítimo das ligas 5xxx: suas propriedades permanecem estáveis durante toda a vida útil da embarcação, ao contrário das ligas tratadas termicamente cujo endurecimento por precipitação pode ser parcialmente revertido pelos ciclos térmicos de soldagem e fogo.
O segundo presente marinho do magnésio é eletroquímico: muda o potencial de corrosão natural da liga na água do mar para um potencial mais negativo (anódico) valores, melhorando a resistência à corrosão por pite, tornando o filme passivo mais estável e reduzindo o diferencial entre a matriz da liga e as partículas intermetálicas catódicas que servem como locais de iniciação do pite.
Maior teor de magnésio geralmente significa melhor resistência à corrosão da água do mar – e é por isso 5083 (4.0–4,9% Mg) supera 5052 (2.2–2,8% Mg) no serviço marítimo de longo prazo.
5086 fica entre esses dois: sua faixa de magnésio de 3,5 a 4,5% oferece resistência à corrosão da água do mar claramente superior à 5052 e se aproximando 5083, ao mesmo tempo que mantém o teor de magnésio baixo o suficiente para reduzir o risco de sensibilização que se torna uma preocupação primária de engenharia em ligas com alto teor de Mg.
Grau Marinho 5086 Placa de alumínio H116
2.2 Composição química: Cada elemento projetado para o mar
A composição de 5086 alumínio, definido pela ASTM B209, EM 573-3, GB/T 3880, e JIS H4000, reflete a engenharia marítima deliberada em todos os elementos:
| Elemento | Faixa de composição (%) | Função de Engenharia Marinha |
|---|---|---|
| Alumínio (al) | Restante (~94,2–95,7) | Matriz primária; formação e reparo passivo de filme de óxido |
| Magnésio (mg) | 3.5 – 4.5 | Fortalecimento da solução sólida; resistência à corrosão da água do mar |
| Manganês (Mn) | 0.20 – 0.70 | Controle de estrutura de grãos; Formação de dispersóides Al₆Mn |
| Cromo (Cr) | 0.05 – 0.25 | Inibe a recristalização; estabiliza os limites dos grãos |
| Ferro (Fé) | ≤ 0.50 | Impureza; forma partículas catódicas de Al₃Fe – rigidamente controladas |
| Silício (E) | ≤ 0.40 | Impureza; interage com Mg na formação de Mg₂Si |
| Cobre (Cu) | ≤ 0.10 | Estritamente minimizado — aumenta o risco de corrosão por pite e galvânica |
| Zinco (Zn) | ≤ 0.25 | Teto de impurezas; excesso degrada a resistência do SCC |
| Titânio (De) | ≤ 0.15 | Refinador de grãos de fundição; controlado para consistência de propriedade |
| Outros (cada/total) | ≤0,05/≤0,15 | Limite de impureza agregada |
2.3 Análise comparativa de ligas para aplicações marítimas
Selecionar a liga de alumínio naval certa requer a compreensão de onde cada uma se enquadra no espectro de desempenho-formabilidade-sensibilização:
| Liga | mg (%) | UTS mínimo (H116, MPa) | Mínimo YS (H116, MPa) | Risco de sensibilização | Formabilidade | Melhor Aplicação Marinha |
|---|---|---|---|---|---|---|
| 5052-H32 | 2.2–2,8 | 228 | 193 | Muito baixo | Excelente | Estrutura leve; sem casco |
| 5086-H116 | 3.5–4,5 | 270 | 193 | Baixo-moderado | Muito bom | Partes superiores do casco; formas complexas; estrutura secundária |
| 5083-H116 | 4.0–4,9 | 303 | 214 | Moderado | Bom | Estrutura primária do casco; revestimento inferior |
| 5456-H116 | 4.7–5,5 | 317 | 228 | Moderado-alto | Justo | Casco de alta resistência; monitoramento cuidadoso |
| 5059-H116 | 5.0–6,0 | 330 | 240 | Baixo (otimizado) | Justo | Naval premium; Marinha de maior resistência |
| 6061-T6 | 0.8–1,2 mg | 310 | 276 | N / D | Moderado | Estrutural não marinho; evite a imersão em água do mar |
5086 ocupa a conformabilidade ideal da família de ligas marítimas. Ele se curva mais facilmente do que 5083, soldas com um pouco menos redução de resistência HAZ, e possui proteção de sensibilização equivalente no temperamento H116 - tornando-o a escolha lógica sempre que geometria complexa, formas de casco curvo, ou a trabalhabilidade a frio superior é mais importante do que o prêmio de resistência de 10-12% que 5083 fornece.
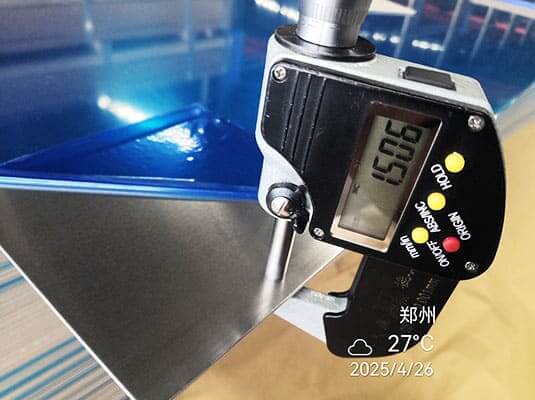
5086 Medição da espessura da placa de alumínio H116
III. O temperamento H116: Engenharia Específica Marinha de 5086
3.1 Um temperamento nascido da experiência operacional
A especificação de têmpera H116 para ligas de alumínio marítimas não surgiu da ciência teórica dos materiais - emergiu de um histórico documentado de falhas prematuras de corrosão em navios construídos com ligas 5xxx em têmperas que passaram pelas especificações de propriedades mecânicas, mas não tinham o controle microestrutural necessário para resistir aos mecanismos de corrosão específicos da água do mar..
Esfoliação do revestimento do casco, Fissuração por corrosão sob tensão em juntas soldadas, e o ataque intergranular em chapas que foram levemente sensibilizadas durante a fabricação contribuíram para o reconhecimento da indústria de que o alumínio naval precisava de uma designação de têmpera especificamente projetada em torno da resistência à corrosão, não apenas em torno da força.
O resultado - codificado em ASTM B928 (publicado pela primeira vez 2004, revisado regularmente) — define H116 como uma condição de endurecimento por deformação para ligas da série 5xxx com ≥3% de magnésio especificamente projetadas para fornecer resistência à corrosão por esfoliação e fissuração por corrosão sob tensão.
A norma exige testes de sensibilização em cada lote de produção, tornando o H116 a única têmpera de alumínio na produção comercial de rotina, onde o teste de corrosão é um requisito obrigatório de aceitação do lote, em vez de um teste suplementar opcional.
3.2 Caminho de produção H116: Trabalho a frio controlado
Produzindo 5086 O H116 requer controle preciso sobre a redução a frio aplicada após a laminação a quente — uma porcentagem que atinge simultaneamente três objetivos que normalmente estariam sob tensão: resistência à tração adequada (UTS ≥270 MPa), ductilidade adequada (alongamento ≥10%), e a estrutura de deslocamento específica que interrompe a cobertura contínua dos limites de grão da fase beta.
A disciplina térmica crítica durante a laminação a frio do H116 é manter a temperatura da chapa abaixo de 65°C durante as passagens de redução a frio.
A laminação a frio gera calor através da deformação plástica, e sem aplicação adequada de refrigerante e resfriamento entre passagens, o calor de rolamento por si só pode levar a placa para a faixa de sensibilização - uma excursão do processo que produziria propriedades mecânicas temperadas com H116 em material que já iniciou a precipitação do limite de grão que o H116 foi projetado para evitar.
3.3 Comparando 5086 Temperamentos: As Distinções Críticas Marinhas
| Temperamento | Definição | NAMLT obrigatório | Resistência à esfoliação | Resistência SCC | Uso Marítimo |
|---|---|---|---|---|---|
| O | Totalmente recozido | Não | Pobre | Pobre | Apenas formação profunda; não para imersão em água do mar |
| H32 | Endurecido por tensão + recozimento parcial | Não | Moderado | Moderado | Não é de qualidade marítima - apenas estrutural geral |
| H34 | Endurecido por tensão + recozimento parcial (mais alto) | Não | Moderado | Moderado | Não é de qualidade marítima |
| H116 | Endurecido por tensão; controlado pela marinha | Sim (≤15mg/cm²) | Excelente | Excelente | Especificação estrutural marítima primária |
| H321 | Endurecido por tensão + estabilizado | Sim (≤15mg/cm²) | Excelente | Excelente | Alternativa ao H116; placa >38 milímetros |
| H112 | Como fabricado; propriedades controladas | Não | Não testado | Não testado | Aplicações estruturais não marítimas |
3.4 Propriedade Mecânica de Grau Marítimo 5086 Placa de alumínio H116
| Propriedade | Valor | Padrão de teste | Aplicação de projeto |
|---|---|---|---|
| UTS (mínimo) | 270 MPa (39 ksi) | ASTM E8 | Resistência do painel do casco; projeto de membro estrutural |
| Força de Rendimento (0.2%) (min) | 193 MPa (28 ksi) | ASTM E8 | Limite de design elástico; avaliação de flambagem |
| Alongamento (min) | 10% | ASTM E8 | Reserva de ductilidade para conformação e tolerância ao impacto |
| Força de cisalhamento (típica) | ~165MPa | - | Projeto de rebite e cisalhamento de solda |
| Dureza Brinell (típica) | 60–75 HB | ASTM E10 | Verificação de temperamento; inspeção de entrada |
| Força de fadiga (não soldado, 5×10⁸) | ~117MPa | ASTM E466 | Avaliação de fadiga do metal original |
| Força de fadiga (junta soldada) | ~45–62MPa | Eurocódigo 9/DNV | Critério de projeto governante para cascos marítimos |
| Impacto Charpy (−40°C) | >15 J. | ASTM E23 | Qualificação de serviço em clima frio |
| Módulos de elasticidade | 70.3 GPa | - | Cálculos de deflexão e rigidez |
4. Processo de fabricação de grau marítimo 5086 Placa de alumínio H116
4.1 Do derretimento à certificação marítima: A sequência de produção
Certificado 5086 A placa marítima H116 requer controle de processo disciplinado em seis estágios de fabricação, porque a função primária da têmpera H116 – resistência à corrosão através de microestrutura controlada – pode ser destruída por uma única excursão térmica ou redução inadequada a frio em qualquer ponto da sequência.
O seguinte traça o processo de produção desde a preparação da liga até a certificação.
4.2 Preparação de Liga e Fundição DC
O 5086 o fundido é preparado combinando alumínio primário (≥99,7% Al) com adições precisamente pesadas de magnésio metálico (atingindo a meta de 3,5–4,5% de Mg) e liga mestre de manganês (0.20–0,70% Mn alvo).
Adição de cromo (0.05–0,25% Cr) requer controle cuidadoso - muito pouco sacrifica a função de estabilização do contorno do grão; muito risco de formação de precipitados contendo cromo que podem fragilizar a liga. Espectrometria de emissão óptica (OES) verifica a química do fundido a partir de amostras de panela antes de cada fundição.
Resfriamento direto (DC) a fundição semicontínua produz placas laminadas normalmente com 400–550 mm de espessura e 1.000–2.000 mm de largura.
A taxa de solidificação controlada do processo DC produz um fino, microestrutura relativamente uniforme com gradientes de composição gerenciáveis – superior à mais grosseira, estrutura mais segregada produzida por métodos de fundição contínua.
Para produção de placas marítimas, A fundição DC é a rota de produção necessária; produtores que tentam fundição contínua de 5086 para aplicações marítimas não consegue atingir a uniformidade microestrutural necessária para um desempenho consistente contra corrosão do H116.
4.3 Homogeneização: Construindo a Fundação Microestrutural
A homogeneização a 460–510°C por 8–18 horas realiza três funções simultaneamente para 5086 lajes:
Eliminação da segregação: A solidificação produz gradientes de composição entre espaçamentos dendríticos (normalmente 50–200 μm). Manter a temperatura elevada permite que a difusão redistribua o magnésio, manganês, e cromo em uma distribuição mais uniforme, garantindo propriedades consistentes em toda a espessura da placa.
Precipitação dispersóide: Durante o resfriamento lento da temperatura de homogeneização, Partículas dispersóides de Al₆Mn e Al₁₂Mg₂Cr (0.05–0,5 μm) nuclear e crescer. Estas partículas são os agentes microestruturais responsáveis por inibir a recristalização durante a laminação a quente e o crescimento do grão durante o recozimento - controlando diretamente a estrutura final do grão da placa H116.
Dissolução de fase de não equilíbrio: Como elenco 5086 contém fases intermetálicas metaestáveis ricas em magnésio nos limites dos dendritos. A homogeneização os dissolve em solução sólida, preparando uma microestrutura inicial uniforme para laminação a quente.
4.4 Laminação a quente: Redução de espessura de edifícios com controle microestrutural
Após homogeneização, lajes escalpeladas (superfície usinada para remover os 10–20 mm externos segregados) são pré-aquecidos a 430–500°C e laminados a quente.
O cronograma de passes de laminação a quente reduz a laje de ~400–550 mm para a bitola da banda quente de normalmente 3–20 mm por meio de uma sequência de passes de ruptura (grande redução por passagem, Temperatura alta) e passes finais (redução menor, temperatura de saída controlada).
A temperatura de saída da laminação a quente – a temperatura na qual a tira sai da bancada de laminação final – é particularmente significativa para 5086 Produção H116.
Se a temperatura de saída for muito alta (acima de aproximadamente 320°C), a tira recristaliza extensivamente em uma estrutura de grão grosso que produz um acabamento superficial inferior no produto final.
Se a temperatura de saída estiver muito baixa (abaixo de aproximadamente 220°C), a recristalização incompleta deixa uma estrutura parcialmente trabalhada que causa propriedades variáveis após o recozimento subsequente.
Para consistente 5086 Propriedades H116, a maioria dos produtores tem como meta temperaturas de saída de 250 a 310°C com controle de ±20°C em toda a largura da tira.
4.5 Laminação a frio para condição H116
Após resfriamento da banda quente abaixo de 100°C (garantindo nenhuma sensibilização durante a transição), a laminação a frio aplica a redução controlada que define H116.
A disciplina de produção durante a laminação a frio abrange três requisitos simultâneos:
- Controle de redução: Alcançar a redução percentual específica (propriedade de cada produtor, normalmente 5–20% para 5086 H116) que produz UTS ≥270 MPa, YS ≥193 MPa, alongamento ≥10%, e densidade de luxação suficiente para NAMLT ≤15 mg/cm²
- Controle de temperatura: Mantenha sempre a temperatura da placa abaixo de 65°C – verificada por termômetros de contato no lado de saída de cada passagem de laminação a frio
- Gerenciamento de lubrificantes: Aplique óleo de rolamento uniformemente para controlar o atrito, geração de calor, e limpeza da superfície — o excesso de lubrificante contribui para a contaminação da superfície por hidrocarbonetos que compromete a adesão subsequente do revestimento
4.6 Integração de controle de qualidade: Teste de sensibilização na fase de produção
A ASTM B928 exige que todo lote de produção de 5086 H116 passa por testes NAMLT antes do lançamento. Um “lote” é definido como todas as placas da mesma liga, temperamento, e espessura produzida a partir do mesmo molde (aquecer) na mesma sequência de rolagem.
A implicação prática para grandes laminadores que produzem vários lotes simultaneamente é que os testes NAMLT podem representar um tempo de ciclo de certificação significativo - normalmente adicionando 2 a 3 dias úteis aos cronogramas de entrega.
As equipes de compras devem incluir esse cronograma nos cronogramas de entrega de materiais do estaleiro, em vez de pressionar os fornecedores para a liberação da pré-certificação.
A sequência de testes de controle de qualidade de produção antes da liberação da placa:
- Composição química (da OES): Cada corrida → aceitar/rejeitar versus ASTM B209 / EM 573-3 limites
- Teste de tração (ASTM E8): Cada lote → UTS, Sim, alongamento versus mínimos H116
- NAMLT (ASTM G67): Cada lote → perda de massa ≤15 mg/cm²
- Dureza (Brinell): Cada lote (verificação pontual) → Confirmação da faixa 60–75 HB
- Inspeção dimensional: Cada placa → espessura, largura, comprimento, planicidade, curvatura
- Teste ultrassônico (ASTM B594): Conforme especificado → laminação interna e detecção de inclusão
V. Propriedades físicas e mecânicas: O perfil completo
5.1 Comparação de propriedades estruturais: 5086 H116 versus. Principais alternativas
Compreendendo o grau marinho 5086 A placa de alumínio H116 isoladamente é menos útil do que entendê-la no contexto.
As seguintes posições de comparação 5086 H116 contra suas alternativas marítimas mais comuns nas propriedades que regem as decisões de projeto estrutural:
| Propriedade | 5086-H116 | 5083-H116 | 5052-H32 | 6061-T6 |
|---|---|---|---|---|
| UTS mínimo (MPa) | 270 | 303 | 228 | 310 |
| SIM min (MPa) | 193 | 214 | 193 | 276 |
| Alongamento mínimo (%) | 10 | 10 | 12 | 8 |
| Densidade (g/cm³) | 2.66 | 2.66 | 2.68 | 2.70 |
| E (GPa) | 70.3 | 70.3 | 70.3 | 68.9 |
| HAZ YS (tipo., MPa) | ~105 | ~115 | ~90 | ~ 160 (T4-equiv.) |
| Raio mínimo de curvatura (3placa mm) | ~1,5t | ~2t | ~1t | ~2,5t |
| Corrosão da água do mar | Excelente | Excelente | Muito bom | Moderado |
| Risco de sensibilização | Baixo-moderado | Moderado | Muito baixo | N / D |
| ASTM B928 necessária | Sim | Sim | Não | Não |
A linha de resistência ao escoamento HAZ revela uma das vantagens subestimadas do 5086: suas propriedades HAZ de juntas soldadas, enquanto inferior à placa mãe, compare favoravelmente com os valores HAZ do 5083 porque o limite de escoamento inicial mais baixo se traduz em uma taxa de eficiência da junta HAZ mais favorável.
Para um painel estrutural onde a eficiência da junta soldada (HAZ YS / pai YS) rege o design, 5086 atinge aproximadamente 54% eficiência conjunta versus aproximadamente 54% para 5083 - essencialmente equivalente.
No entanto, o nível de estresse absoluto no 5086 Haz (~105MPa) é mais baixo, o que significa que para uma determinada carga estrutural, 5086 As conexões HAZ requerem placa ligeiramente mais espessa ou espaçamento de reforço mais próximo do que o equivalente 5083 conexões.

5086 Placa de alumínio H116 para cascos de veleiros
5.2 Propriedades físicas para projetos marítimos
| Propriedade | Valor | Unidade | Implicações do projeto marítimo |
|---|---|---|---|
| Densidade | 2.66 | g/cm³ | 34% de aço; permite construção de casco leve |
| Módulos de elasticidade | 70.3 | GPa | Menor que o aço; rege a deflexão em grandes painéis |
| Módulo de cisalhamento | 26.4 | GPa | Rigidez torcional; projeto de flambagem por cisalhamento do painel |
| Coeficiente de expansão térmica | 23.8 | μm/m·°C | Requisito de projeto de junta térmica tropical-ártica |
| Condutividade térmica | 127 | W/m·K | Distribuição de calor; análise de engenharia de incêndio |
| Condutividade elétrica | 31 | % IACS | Projeto de distribuição de corrente de proteção catódica |
| Faixa de fusão | 585–641 | °C | Segurança contra incêndio: inferior ao aço; proteção passiva necessária |
| Capacidade térmica específica | 900 | J/kg · k | Massa térmica para cálculos de duração do incêndio |
A densidade de 2.66 g/cm³ é o número que, em última análise, impulsiona o argumento comercial do alumínio em vez do aço na maioria das aplicações marítimas.
Traduzindo isso em uma comparação de peso estrutural do casco: a 5086 O painel do casco H116 com rigidez à flexão equivalente a um painel de aço marítimo pesa aproximadamente 45–55% do peso do painel de aço.
Em uma embarcação de recreio de 15 metros, esta economia de peso de 600–900 kg na estrutura do casco reduz diretamente o consumo de combustível em aproximadamente 15–22% em velocidade de cruzeiro — uma economia operacional substancial ao longo de uma vida útil da embarcação de 20–30 anos.
5.3 Formabilidade: 5086O Diferencial Competitivo
5086 Vantagem de formabilidade do H116 sobre 5083 H116 não é sutil – é o principal motivo de engenharia para especificar 5086 quando a geometria complexa do casco é necessária.
O mecanismo por trás da vantagem é simples: 5086menor teor de magnésio (3.5–4,5% versus. 4.0–4,9% para 5083) produz uma resistência ao escoamento mais baixa, e menor limite de escoamento se traduz diretamente em melhor conformabilidade a frio porque a tensão necessária para deformar plasticamente o material é menor em relação à sua tensão de fratura.
Comparação do raio mínimo de curvatura (espessura do material 4 milímetros):
| Direção de curvatura | 5086-H116 | 5083-H116 | Vantagem |
|---|---|---|---|
| Transversal à direção de rolamento | 1.5t (6 milímetros) | 2t (8 milímetros) | 5086: 25% raio mais apertado |
| Paralelo à direção de rolamento | 2t (8 milímetros) | 2.5t (10 milímetros) | 5086: 20% raio mais apertado |
Para construção de casco envolvendo ângulos de deadrise pronunciados, partes superiores alargadas, seções de arco curvas compostas, e curvas de porão de raio estreito, esta vantagem de formabilidade é operacionalmente decisiva.
Fabricantes que trabalham com 5086 O H116 relata 30–40% menos incidentes de fissuração durante a flexão a frio das estruturas do casco e dos painéis do casco em comparação com equivalentes 5083 Operações H116 — uma melhoria de qualidade e produtividade que mais do que compensa a modesta diferença de custo de material entre as duas ligas.
5.4 Propriedades de dimensionamento de fadiga para estruturas marítimas
As propriedades de fadiga da junta soldada de 5086 H116 segue o mesmo Eurocódigo 9 / Estrutura da curva DNV S-N como 5083 H116, uma vez que ambas são ligas de alumínio soldadas e o desempenho à fadiga das juntas soldadas depende principalmente da geometria e da qualidade da solda, e não da liga específica:
| Detalhe Estrutural | Categoria de detalhe Δσ_C (MPa) | Localização representativa do casco |
|---|---|---|
| Placa pai, distante de soldas | 70 | Painel intermediário, longe dos reforços |
| Solda de topo com penetração total (qualidade A) | 40–50 | Articulações longitudinais do casco |
| Solda de topo com penetração total (qualidade B) | 35–45 | Estrutura e juntas transversais |
| Terminação do reforço - com suporte | 28–35 | Conexões finais do quadro |
| Terminação do reforço — sem suporte | 20–28 | Terminações curtas de reforço |
| Solda de filete, articulação cruciforme | 25–32 | Acessório de hardware de convés |
Crucialmente, 5086 e 5083 juntas soldadas na mesma categoria de detalhe proporcionam resistência à fadiga equivalente em faixas de tensão equivalentes.
A escolha entre as duas ligas não afeta significativamente o resultado do projeto de fadiga, desde que a qualidade da solda e a geometria do detalhe sejam equivalentes.
Esta equivalência significa que os designers podem substituir livremente 5086 para 5083 em aplicações estruturais controladas por fadiga sem reprojetar detalhes de solda — uma importante simplificação prática.

Embalagem de exportação de grau marítimo 5086 Placa de alumínio H116
VI. Desempenho de corrosão marítima: Análise Científica
6.1 5086Posição eletroquímica na água do mar
Grau Marinho 5086 A placa de alumínio H116 na água do mar desenvolve um potencial natural de circuito aberto (OCP) de aproximadamente -0,85 V versus o eletrodo de calomelano saturado (SCE) - marginalmente mais nobre (positivo) que 5083 (aproximadamente −0,87 V), refletindo o teor ligeiramente inferior de magnésio.
Esta pequena diferença é praticamente insignificante para a maioria dos propósitos de projetos marítimos., já que ambas as ligas ocupam a mesma posição geral na série galvânica e respondem de forma semelhante aos mesmos sistemas de proteção catódica.
O filme passivo em 5086 na água do mar é uma fina (2–8nm), camada amorfa de óxido de alumínio que se forma espontaneamente quando exposta a ambientes contendo oxigênio e se mantém através de um equilíbrio dinâmico de dissolução e repassivação.
A principal métrica de desempenho é o potencial de corrosão — o potencial eletroquímico acima do qual os pites nucleam — e o potencial de pites do 5086 na água do mar a 25°C cai para aproximadamente -0,65 a -0,75 V versus SCE.
Já que o OCP natural (−0,85 V) é significativamente mais negativo do que o potencial de corrosão, 5086 em serviço normal de água do mar, opera com aproximadamente 100–200 mV de proteção catódica de seu próprio potencial bruto - um buffer autoprotetor que fornece resistência de linha de base à nucleação de poço.
6.2 Os três modos críticos de corrosão e os mecanismos de defesa do 5086
Corrosão por Esfoliação: A Defesa Primária H116
A esfoliação ataca as ligas 5xxx através do alongamento, contornos de grãos em forma de panqueca produzidos por laminação - a penetração intergranular da água do mar levanta progressivamente sucessivas camadas de placas ao longo dos planos de laminação, criando a característica empolada, aspecto delaminante que dá nome à esfoliação.
O mecanismo requer três condições simultaneamente: uma rede de contorno de grão sensibilizada (cobertura contínua da fase beta); um eletrólito (água do mar) capaz de penetrar no limite do grão; e a restrição geométrica de grãos alongados que força a expansão do produto de corrosão a se expressar como delaminação intercamadas em vez de ataque geral disperso.
5086 H116 ataca este mecanismo em seu primeiro pré-requisito. Ao controlar a redução a frio para produzir uma interrupção, distribuição descontínua da fase beta do limite de grão, A têmpera H116 remove o caminho intergranular contínuo que a água do mar requer para uma esfoliação progressiva.
Adicionalmente, 5086menor teor de magnésio (contra 5083) significa que mesmo sem controle de temperatura H116, a fase beta do limite de grão tende a se formar mais lentamente e em um padrão mais descontínuo - fornecendo uma margem adicional de segurança que explica por que 5086 na têmpera H32 apresenta melhor resistência à esfoliação do que 5083 em temperamento H32, apesar de nenhum deles atender ao requisito de certificação ASTM B928.

Convés do navio usado 5086 Placa de alumínio H116
Estresse corrosão rachando (CCS): Onde 5086 Supera o desempenho 5083
O SCC combina tensão de tração sustentada com um ambiente corrosivo ativo para propagar trincas em intensidades de tensão muito abaixo da tenacidade à fratura do material sem tensão.
Em ligas 5xxx sensibilizadas, o filme de fase beta com limite de grão contínuo permite a propagação de trincas por dissolução anódica. 5086 A resistência SCC do H116 se beneficia de dois mecanismos de reforço: a ruptura da têmpera H116 da fase beta do limite de grão contínuo (o mesmo que para esfoliação), e a cinética de sensibilização inerentemente mais lenta do menor teor de magnésio.
Dados publicados de testes SCC de longo prazo de 5086 H116 demonstra resistência à fissuração em níveis de tensão sustentados até 60% da resistência ao escoamento em testes de imersão alternativos (ASTM G44) - superior a 5083 H116 (normalmente resistente a aproximadamente 50% da resistência ao escoamento) e dramaticamente superior ao material H32 sensibilizado (que pode rachar em 20-25% da resistência ao escoamento).
Para estruturas de casco que suportam tensões residuais de soldagem de 30–50 MPa, esta margem de resistência SCC é adequada para o serviço marítimo normal - mas não ilimitada. Qualquer tensão de tração sustentada combinada com um ambiente térmico que promova a sensibilização merece atenção da engenharia.
Corrosão: O ataque básico da água do mar
O pite inicia-se em locais onde o filme passivo é mais fraco: interfaces matriz-partícula intermetálica, pontos de emergência do limite de grão, e arranhões superficiais que expõem alumínio fresco.
Para grau marinho 5086 Placa de alumínio H116, os locais de iniciação de cava dominantes são partículas intermetálicas de Al₃Fe e Al₆Mn, que são catódicos à matriz de alumínio e criam células galvânicas locais que dissolvem o alumínio circundante.
O limite de impureza de ferro de ≤0,50% para 5086 (versus ≤0,40% para 5083) significa que 5086 pode, em princípio, conter mais partículas de Al₃Fe - uma pequena desvantagem na resistência à corrosão em comparação com 5083. Na prática, mais de qualidade marinha 5086 produtores mantêm ferro abaixo 0.30%, tornando essa diferença teórica insignificante.
Dados de teste de imersão de longo prazo para 5086 em água do mar sintética (ASTM D1141) demonstra profundidades médias de cava de 0,10–0,25 mm após 5 anos — uma taxa de corrosão de 0,02–0,05 mm/ano que acomoda confortavelmente a reserva de espessura de placa disponível em cascos marítimos.
VII. Aplicações marítimas e tipos de embarcações
7.1 Barcos recreativos e esportivos: O domínio de aplicativo dominante
O mercado da navegação de recreio representa a maior proporção do 5086 Consumo de H116 globalmente, impulsionado pela excepcional combinação de conformabilidade da liga, resistência à corrosão da água do mar, e eficiência de peso para os tipos e tamanhos de embarcações que dominam a construção recreativa (6–18m LOA).
Barcos de pesca offshore de alumínio na faixa de 6 a 12 m representam o arquétipo 5086 Aplicação H116. Essas embarcações precisam de cascos curvos compostos com deadrise pronunciado (normalmente 18–24°) e proas alargadas para navegação marítima offshore, resistência à corrosão por água do mar para superfícies superiores que podem não ser pintadas durante anos entre reformas, e resistência estrutural adequada para serviço offshore sem peso excessivo que comprometeria o desempenho com motores de popa ou de coluna menores. Grau Marinho 5086 A placa de alumínio H116 em bitola de 3,0–5,0 mm atende a todos os três requisitos simultaneamente.
Cascos de veleiro apresentam alguns dos desafios geometricamente mais complexos na construção de barcos de alumínio - quilhas varridas, seções curvas do painel de popa, partes superiores alargadas, e tumblehome pronunciado exigem curvatura de raio estreito que 5086 lida de forma mais confiável do que 5083. Adicionalmente, as cargas estruturais dos veleiros são geralmente inferiores às cargas dos barcos a motor de comprimento equivalente (sem bater; velocidade mais baixa), fazendo o 10% diferença de resistência ao escoamento entre 5086 e 5083 estruturalmente irrelevante para a maioria das aplicações de embarcações à vela. Construtores experientes de veleiros de alumínio - incluindo especialistas na Europa e na Nova Zelândia - especificam consistentemente 5086 H116 para topsides e estrutura acima da linha d’água, reservando 5083 H116 para áreas de fixação da quilha e revestimento da linha d’água/fundo onde as demandas estruturais justificam a resistência extra.
Console central e barcos walkaround (7–10m) beneficie-se da conformabilidade do 5086 ao produzir estruturas de console profundas, cercadura de caixa de peixe, e seções de borda livre que definem esses tipos de casco. Os construtores relatam significativamente menos reparos de solda devido a rachaduras durante a formação desses perfis complexos ao usar 5086 H116 versus 5083 H116 — uma economia direta nos custos de produção que mais do que compensa qualquer pequeno prêmio de custo de material.
7.2 Barcos de trabalho comerciais: Combinando Desempenho Estrutural com Formabilidade
Barcos de trabalho comerciais – o prático, embarcações utilitárias que atendem plataformas offshore, tripulação de transferência, realizar pesquisas, e apoiar operações portuárias - representam o segundo maior domínio de consumo para 5086 H116.
Navios de transferência de tripulação (CTVs) para manutenção de parques eólicos offshore demonstram mais claramente a estratégia de otimização da seleção de ligas. Um típico 24 m O projeto do casco do CTV geralmente emprega 5083 H116 (6–8mm) para o revestimento do fundo - onde as cargas resultantes do acesso repetido à turbina em estados de mar baixo impõem altas tensões cíclicas - e 5086 H116 (5–6mm) para topsides e painéis de superestrutura, onde a menor demanda estrutural permite uma liga mais moldável e onde a complexa geometria de acomodação da tripulação se beneficia da capacidade de raio de curvatura mais estreito do 5086.
Barcos piloto e embarcações de serviço portuário (12–22m) apresentam condições particularmente favoráveis para 5086 H116: cargas estruturais moderadas (operação de deslocamento em vez de planejamento na maioria dos casos), formas complexas de casco típicas de projetos de deslocamento de porão redondo, e a lavagem regular com água doce das partes superiores que caracteriza a manutenção de embarcações portuárias. O menor risco de sensibilização de 5086 H116 versus 5083 é uma vantagem secundária em embarcações portuárias que passam por limpeza de convés a vapor - uma potencial exposição à temperatura de sensibilização que está totalmente ausente das especificações de ligas de construção de cascos na maioria dos estaleiros.
7.3 Estruturas Marinhas e Aplicações Offshore
Além dos próprios cascos dos barcos, 5086 A placa H116 serve extensivamente em aplicações estruturais marítimas onde a resistência à corrosão e o peso leve do alumínio são valorizados, mas o desempenho estrutural máximo é secundário:
Docas e pontões flutuantes para marinas usar 5086 H116 pela sua excepcional resistência à corrosão no ambiente agressivo das águas da marina (níveis elevados de poluentes devido a derramamentos de combustível, escoamento de tinta anti-incrustante, e contaminação orgânica de navios atracados). As menores exigências estruturais da construção de docas flutuantes tornam desnecessária a resistência extra do 5083, enquanto a conformabilidade do 5086 simplifica a fabricação dos formatos dos pontões e dos suportes de conexão que caracterizam os sistemas de docas para marinas.
Passarelas de plataforma offshore, corrimãos, e grades — onde a função principal é a resistência à corrosão e a segurança do pessoal, em vez do suporte de carga estrutural — usar 5086 H116 pela sua combinação de resistência adequada (suficiente para carregamento da passarela de acordo com os códigos aplicáveis), excelente resistência à corrosão sem pintura (reduzindo a manutenção em locais offshore remotos), e peso leve (reduzindo o peso morto imposto à estrutura superior da plataforma).
Passadiços e rampas de acesso para transferência navio-plataforma e navio-terra apresentam demandas de conformabilidade que favorecem 5086: as seções articuladas, trilhos de guia curvos, e plataformas de pouso angulares de sistemas modernos de passarelas exigem operações de flexão onde o raio de curvatura mínimo mais estreito do 5086 permite projetos que exigiriam pré-recozimento de 5083.
Enquanto 5083 H116 domina aplicações estruturais de casco primário na construção de embarcações navais, 5086 H116 encontra uso substancial na estrutura secundária e superestrutura de embarcações navais:
Painéis e gabinetes de superestrutura em embarcações de patrulha rápida e embarcações de apoio se beneficiam da formabilidade do 5086 ao produzir o não planar, superfícies curvas compostas que caracterizam a estética moderna da superestrutura das embarcações navais (projetado para seção transversal de radar reduzida). Arquitetos navais que projetam de acordo com critérios furtivos especificam curvas, painéis de superestrutura angulares que desafiam os fabricantes que trabalham com 5083; a transição para 5086 para esses elementos melhora significativamente as taxas de sucesso de fabricação na primeira passagem.
Navio de contramedidas de minas (MCMV) estrutura auxiliar — painéis não estruturais, divisórias internas de acomodação, caixas de máquinas de convés - usos frequentes 5086 H116 onde a redução de peso e a resistência à corrosão são importantes, mas o desempenho estrutural máximo não.. O requisito não magnético que orienta a seleção do material do casco do MCMV para o alumínio (ou GRP) também se aplica à estrutura secundária, fazendo 5086 um ajuste natural.
Construção combinada de embarcações anfíbias estratégias empregam cada vez mais 5086 H116 para topsides, painéis laterais da rampa, e estrutura do compartimento da tripulação, reservando 5083 H116 para o casco inferior e estruturas estruturais que suportam as cargas concentradas de carregamento de veículos durante as operações de desembarque na praia.
XIII. Padrões de Qualidade, teste, e Certificação
Grau Marinho Certificado 5086 A placa de alumínio H116 se enquadra em uma estrutura de padrões complementares que abordam a composição, propriedades, sensibilização, e documentação:
| Padrão | Órgão Emissor | Escopo | Requisito Crítico para 5086 |
|---|---|---|---|
| ASTM B928 | ASTM Internacional | 5xxx ligas para serviço marítimo | NAMLT ≤15 mg/cm² em cada lote |
| ASTM B209 | ASTM Internacional | Al folha e placa: dimensões e propriedades | Composição química; propriedades mecânicas |
| ASTM G67 | ASTM Internacional | Teste de sensibilização NAMLT | Procedimento de teste para conformidade com B928 |
| ASTM G66 | ASTM Internacional | Teste de esfoliação ASSET | Classificação visual de resistência à esfoliação |
| EM 485 | CEN | Folha/placa europeia: dimensões e tolerâncias | Estrutura de tolerância dimensional |
| EM 573-3 | CEN | Padrões europeus de composição de ligas | 5086 limites de composição |
| MIL-DTL-24093 | Departamento de Defesa dos EUA | Alumínio marinho militar | Qualificação de material de embarcação naval |
| EM 10204 | CEN | Tipos de certificados de materiais | 3.1 / 3.2 documentação de certificação |
IX. Conclusão
A conclusão mais importante deste exame abrangente é uma reformulação de como o Grau Marinho 5086 A placa de alumínio H116 é percebida. Muitas vezes descrito como “a alternativa menos forte para 5083 para aplicações onde a resistência reduzida é aceitável,”Grau Marítimo 5086 A placa de alumínio H116 é entendida com mais precisão como a escolha de material de precisão para aplicações onde a conformabilidade superior, resistência equivalente à corrosão marítima de longo prazo em têmpera certificada H116, e robustez de sensibilização marginalmente melhor se combinam para fornecer melhores resultados de engenharia do que 5083 H116 alcançaria.
As aplicações que se beneficiam especificamente 5086 H116 são numerosos e comercialmente significativos: barcos recreativos de alumínio com cascos complexos (o setor de maior volume no consumo de alumínio marítimo), cascos e topsides de veleiros, estrutura secundária de barco de trabalho comercial, estruturas de alumínio para plataformas offshore, estratégias de construção de casco em liga mista, e o mercado de embarcações elétricas a bateria em rápida expansão. Em todas essas aplicações, 5086 H116 não é uma alternativa – é a resposta correta de engenharia.
Processo de produção de fundição e sua introdução
O objetivo da fusão e fundição é produzir ligas com composição satisfatória e alta pureza de fusão, de modo a criar condições favoráveis para a fundição de ligas de várias formas.
Etapas do processo de fusão e fundição: dosagem --- alimentando --- Derretendo --- mexendo depois de derreter, remoção de escória --- amostragem pré-análise --- adicionando liga para ajustar a composição, mexendo --- refino --- Configuração estática——Guia de fundição do forno.
Processo de produção de laminação a quente e sua introdução
- 1. A laminação a quente geralmente se refere à laminação acima da temperatura de recristalização do metal;
- 2. Durante o processo de laminação a quente, o metal tem processos de endurecimento e amolecimento. Devido à influência da velocidade de deformação, desde que o processo de recuperação e recristalização seja tarde demais, haverá um certo endurecimento do trabalho;
- 3. A recristalização do metal após a laminação a quente é incompleta, aquilo é, a coexistência de estrutura recristalizada e estrutura deformada;
- 4. A laminação a quente pode melhorar o desempenho do processamento de metais e ligas, reduzir ou eliminar defeitos de fundição.
- 1. A temperatura de fundição e laminação é geralmente entre 680°C e 700°C. Quanto mais baixo melhor, a linha estável de fundição e laminação geralmente para uma vez por mês ou mais para se reerguer. Durante o processo de produção, é necessário controlar rigorosamente o nível de líquido do tanque frontal para evitar baixo nível de líquido;
- 2. Lubrificação usa pó C com combustão incompleta de gás para lubrificação, que também é uma das razões para a superfície suja de materiais fundidos e rolantes;
- 3. A velocidade de produção é geralmente entre 1,5m/min-2,5m/min;
- 4. A qualidade da superfície dos produtos produzidos por fundição e laminação é geralmente relativamente baixa, e geralmente não pode atender a produtos com requisitos especiais de desempenho físico e químico.
- 1. Laminação a frio refere-se ao método de produção de laminação abaixo da temperatura de recristalização;
- 2. Não haverá recristalização dinâmica durante o processo de laminação, e a temperatura subirá até a temperatura de recuperação no máximo, e a laminação a frio aparecerá em um estado de encruamento, e a taxa de endurecimento do trabalho será grande;
- 3. As chapas e tiras laminadas a frio possuem alta precisão dimensional, boa qualidade de superfície, estrutura e desempenho uniformes, e produtos em vários estados podem ser obtidos com tratamento térmico;
- 4. A laminação a frio pode lançar tiras finas, mas ao mesmo tempo, tem as desvantagens de alto consumo de energia para deformação e muitas passagens de processamento.
- 1. O acabamento é um método de processamento para fazer com que a chapa laminada a frio atenda aos requisitos do cliente, ou para facilitar o processamento posterior do produto;
- 2. O equipamento de acabamento pode corrigir os defeitos produzidos no processo de produção de laminação a quente e laminação a frio, como borda rachada, oleoso, má forma da placa, Estresse residual, etc. Ele precisa garantir que nenhum outro defeito seja trazido para o processo de produção;
- 3. Existem vários equipamentos de acabamento, principalmente incluindo cortes transversais, corte, alongamento e endireitamento, forno de recozimento, deslizar, etc.

Processo de fundição e laminação
Processo de fundição e laminação: metal líquido, caixa frontal (controle de nível de líquido), máquina de fundição e rolamento (Sistema de lubrificação, água de refrigeração), máquina de corte, máquina de bobinar.
Processo de produção de laminação a frio

Introdução ao processo de produção de acabamento
A liga de alumínio tem as características de baixa densidade, boas propriedades mecânicas, bom desempenho de processamento, não tóxico, fácil de reciclar, excelente condutividade elétrica, transferência de calor e resistência à corrosão, por isso tem uma ampla gama de aplicações.
Aeroespacial: usado para fazer peles de aeronaves, molduras da fuselagem, vigas, rotores, hélices, tanques de combustível, painéis de parede e suportes de trem de pouso, bem como anéis de forjamento de foguetes, painéis de parede da nave espacial, etc.

Liga de alumínio usada para aeroespacial
Transporte: usado para materiais de estrutura de carroceria de automóveis, veículos do metrô, vagões ferroviários de passageiros, carros de passageiros de alta velocidade, portas e janelas, prateleiras, peças de motor automotivo, ar condicionado, radiadores, painéis da carroceria, rodas e materiais de navio.

aplicativo de tráfego
Embalagem: As latas de alumínio são usadas principalmente como materiais de embalagem de metal na forma de placas finas e folhas, e são feitos em latas, tampas, garrafas, barris, e folhas de embalagem. Amplamente utilizado na embalagem de bebidas, comida, cosméticos, medicação, cigarros, produtos industriais, medicação, etc.

Aplicação de embalagem
Impressão: Usado principalmente para fazer placas de PS, as chapas PS à base de alumínio são um novo tipo de material na indústria gráfica, usado para fabricação e impressão automática de placas.

impressão PS
decoração arquitetônica: liga de alumínio é amplamente utilizado em estruturas de construção, portas e janelas, tectos falsos, superfícies decorativas, etc. devido à sua boa resistência à corrosão, força suficiente, excelente desempenho de processo e desempenho de soldagem.

Aplicação de construção de liga de alumínio
Produtos eletrônicos: computadores, celulares, conchas de geladeira, radiadores, etc.

Aplicação de produtos eletrônicos
Material de cozinha: potes de alumínio, bacias de alumínio, forros de panela de arroz, papel alumínio doméstico, etc.

Aplicação de cozinha
Embalagem de folha/bobina de alumínio
Cada detalhe da embalagem é onde buscamos um serviço perfeito. Nosso processo de embalagem como um todo é o seguinte:
Laminação: filme claro, filme azul, micromucoso, mucoso alto, filme de corte a laser (2 marcas, Novacell e Polyphem);
Proteção: protetores de canto de papel, almofadas anti-pressão;
secagem: dessecante;
Bandeja: bandeja de madeira inofensiva fumigada, bandeja de ferro reutilizável;
Embalagem: Cinto de aço Tic-tac-toe, ou cinto de embalagem de PVC;
Qualidade do Material: Completamente livre de defeitos como ferrugem branca, manchas de óleo, marcas rolantes, dano de borda, curvas, amolgadelas, buracos, linhas de quebra, arranhões, etc., sem conjunto de bobina.
Porta: Qingdao ou outros portos na China.
Tempo de espera: 15-45 dias.

Processo de embalagem de folha/placa de alumínio

Processo de embalagem de bobina de alumínio
F: Você é um fabricante ou um comerciante?
Q: Nós somos um fabricante, nossa fábrica está em No.3 Weier Road, Zona industrial, Gongyi, Henan, China.
F: Qual é o MOQ para encomendar o produto?
Q: Nosso MOQ é 5 toneladas, e alguns produtos especiais terão uma quantidade mínima de pedido de 1 ou 2 toneladas.
F: Quanto tempo é o seu prazo de entrega?
Q: Geralmente nosso prazo de entrega é de cerca de 30 dias.
F: Seus produtos têm garantia de qualidade?
Q: Sim, se houver um problema de qualidade com nossos produtos, compensaremos o cliente até que esteja satisfeito.
produtos relacionados






Últimos blogs

Ligas comuns de caminhão refrigerado usaram bobina de alumínio revestida de PE
Descubra ligas comuns de caminhões frigoríficos usadas em bobinas de alumínio revestidas de PE, Incluindo 3003, 3004, e 3105. Projetado para excelente resistência à corrosão, conformabilidade, e desempenho externo duradouro.

O alumínio é condutor? Propriedades, Usos & Benefícios explicados
O alumínio é condutor? Descubra a condutividade elétrica do alumínio, principais vantagens, e por que é amplamente utilizado em transmissão de energia e aplicações industriais.

Desbloqueando a Sustentabilidade: A verdade sobre a reciclagem de folhas de alumínio
A folha de alumínio é reciclável? Saiba como a folha de alumínio pode ser reciclada, como prepará-lo corretamente, e por que a reciclagem ajuda a reduzir o desperdício e a economizar recursos.

Folha de alumínio revestida para aplicações de embalagem | Forte & Confiável
Folha de alumínio revestida de alta qualidade para aplicações em embalagens, oferecendo excelente proteção de barreira, durabilidade, e desempenho consistente.







