I. Invoering
Maritieme kwaliteit 5086 H116-aluminiumplaat neemt een unieke waardevolle positie in het spectrum van aluminium scheepsbouwmaterialen in – een positie die vaak ondergewaardeerd wordt, juist omdat het tussen twee prominenter gespecificeerde legeringen zit..
Corrosiebestendiger en vormbaarder dan de 6061 serie, toch beter verwerkbaar en lasbaar dan de hoge sterkte 5083, 5086 H116 levert een combinatie van eigenschappen die het onvervangbaar maken in een breed scala aan maritieme toepassingen: recreatievissersboten met complexe rompvormen, zeilbootrompen waarvoor uitlopende bovenzijden nodig zijn, secundaire structuur voor commerciële werkboten, loopbruggen op offshore-platforms, en bovenbouw van militaire schepen.
Dit artikel biedt een uitgebreid overzicht, gezaghebbend onderzoek van maritieme kwaliteit 5086 H116 aluminiumplaat over achttien analytische dimensies - metallurgie, temper wetenschap, productie, eigenschappen, corrosie prestaties, de kritische vergelijking van 5086 versus 5083, structureel ontwerp, scheepstoepassingen, verzinsel, bescherming tegen corrosie, kwaliteitsnormen, regelgevende kaders, supply chain-economie, duurzaamheid, en innovatie.
II. Metallurgical Foundation: De 5086 Aluminium profiel
2.1 De 5xxx-serie: Magnesium's mariene chemie
Aluminiumlegeringen uit de 5xxx-serie bereiken hun sterkte- en corrosieprestaties door magnesium opgelost in een vaste oplossing in de aluminiummatrix.
Magnesium atomen, iets groter dan aluminiumatomen, het kristalrooster vervormen, het belemmeren van de dislocatiebeweging en daardoor de sterkte vergroten - een mechanisme dat solide oplossingsversterking wordt genoemd en waarvoor geen warmtebehandeling nodig is om te activeren en dat nooit afneemt door thermische blootstelling (onder het sensibilisatiebereik).
Dit niet-hittebehandelbare karakter definieert de maritieme prestatielogica van 5xxx-legeringen: hun eigenschappen blijven stabiel gedurende de hele levensduur van het schip, in tegenstelling tot warmtebehandelde legeringen waarvan de precipitatieharding gedeeltelijk kan worden omgekeerd door de thermische cycli van lassen en vuur.
Het tweede mariene geschenk van Magnesium is elektrochemisch: het verschuift het natuurlijke corrosiepotentieel van de legering in zeewater naar een negatiever niveau (anodisch) waarden, verbetering van de weerstand tegen putcorrosie door de passieve film stabieler te maken en het verschil tussen de legeringsmatrix en de kathodische intermetallische deeltjes die dienen als putinitiatieplaatsen te verminderen.
Een hoger magnesiumgehalte betekent over het algemeen een betere weerstand tegen corrosie van zeewater – en dat is de reden 5083 (4.0–4,9% Mg) presteert beter 5052 (2.2–2,8% Mg) in de langdurige maritieme dienst.
5086 zit tussen deze twee: het magnesiumgehalte van 3,5–4,5% levert een zeewatercorrosieweerstand die duidelijk superieur is 5052 en nadert 5083, terwijl het magnesiumgehalte laag genoeg wordt gehouden om het sensibiliseringsrisico te verminderen, dat een primair technisch probleem wordt bij legeringen met een hoog Mg-gehalte.
Maritieme kwaliteit 5086 H116 aluminium plaat
2.2 Chemische samenstelling: Elk element ontworpen voor de zee
De samenstelling van 5086 aluminium, gedefinieerd door ASTM B209, NL 573-3, GB/T 3880, en JIS H4000, weerspiegelt doelbewuste waterbouwkunde op elk element:
| Element | Samenstelling bereik (%) | Functie Maritieme Techniek |
|---|---|---|
| Aluminium (Al) | Rest (~94,2–95,7) | Primaire matrix; vorming en reparatie van passieve oxidefilms |
| Magnesium (mg) | 3.5 – 4.5 | Versterking van vaste oplossing; weerstand tegen zeewatercorrosie |
| Mangaan (Mn) | 0.20 – 0.70 | Controle van de graanstructuur; Al₆Mn-dispersoïdevorming |
| Chroom (Kr) | 0.05 – 0.25 | Remt herkristallisatie; stabiliseert korrelgrenzen |
| Ijzer (Fe) | ≤ 0.50 | Onzuiverheid; vormt kathodische Al₃Fe-deeltjes – strak gecontroleerd |
| Silicium (En) | ≤ 0.40 | Onzuiverheid; interageert met Mg bij de vorming van Mg₂Si |
| Koper (Cu) | ≤ 0.10 | Strikt geminimaliseerd — verhoogt het risico op putcorrosie en galvanische corrosie |
| Zink (Zn) | ≤ 0.25 | Onzuiverheidsplafond; overmaat verslechtert de SCC-resistentie |
| Titanium (Van) | ≤ 0.15 | Gietkorrelraffinaderij; gecontroleerd op consistentie van eigenschappen |
| Anderen (elk/totaal) | ≤0,05/≤0,15 | Totale onzuiverheidslimiet |
2.3 Vergelijkende legeringsanalyse voor maritieme toepassingen
Het selecteren van de juiste aluminiumlegering voor de scheepvaart vereist inzicht in waar elke legering valt in het spectrum van prestatie-vormbaarheid-sensibilisatie:
| Legering | mg (%) | Min. UTS (H116, MPa) | Min YS (H116, MPa) | Sensibilisatierisico | Vervormbaarheid | Beste maritieme toepassing |
|---|---|---|---|---|---|---|
| 5052-H32 | 2.2–2,8 | 228 | 193 | Zeer laag | Uitstekend | Lichte structuur; niet-romp |
| 5086-H116 | 3.5–4,5 | 270 | 193 | Laag-matig | Erg goed | Bovenzijden van de romp; Complexe vormen; secundaire structuur |
| 5083-H116 | 4.0–4,9 | 303 | 214 | Gematigd | Goed | Primaire rompstructuur; bodembeplating |
| 5456-H116 | 4.7–5,5 | 317 | 228 | Matig-hoog | Eerlijk | Hoge sterkte romp; zorgvuldig toezicht |
| 5059-H116 | 5.0–6.0 | 330 | 240 | Laag (geoptimaliseerd) | Eerlijk | Premium marine; marine met de hoogste sterkte |
| 6061-T6 | 0.8–1,2 mg | 310 | 276 | N.v.t | Gematigd | Niet-maritieme structurele; vermijd onderdompeling in zeewater |
5086 bezet het vormbaarheidsoptimum van de familie van scheepslegeringen. Het buigt gemakkelijker dan 5083, lassen met iets minder HAZ-sterktevermindering, en biedt gelijkwaardige bescherming tegen sensibilisatie in H116-temperament – waardoor het de logische keuze is bij complexe geometrie, gebogen rompvormen, of superieure koude verwerkbaarheid is belangrijker dan de sterktepremie van 10-12% 5083 biedt.
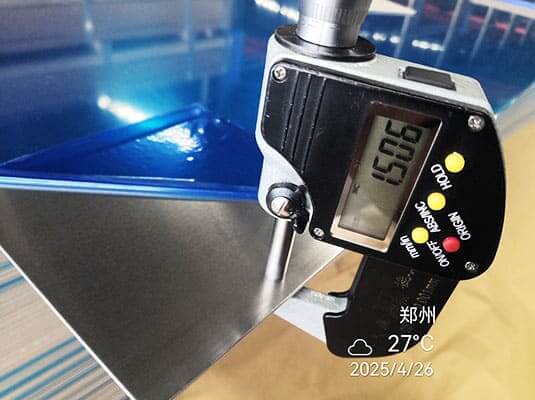
5086 H116 Meting van de dikte van aluminiumplaten
III. De H116 Temper: Maritieme specifieke engineering van 5086
3.1 Een temperament geboren uit operationele ervaring
De H116-temperatuurspecificatie voor aluminiumlegeringen voor de scheepvaart is niet voortgekomen uit de theoretische materiaalkunde; deze is voortgekomen uit een gedocumenteerde geschiedenis van voortijdige corrosiefouten in schepen die zijn vervaardigd uit 5xxx-legeringen in temperaturen die voldoen aan de specificaties voor mechanische eigenschappen, maar die de microstructurele controle ontberen die nodig is om weerstand te bieden aan de specifieke corrosiemechanismen van zeewater..
Afschilfering van de rompbeplating, spanningscorrosie in lasverbindingen, en intergranulaire aanval in plaat die tijdens de fabricage licht gevoelig was gemaakt, droegen allemaal bij aan de erkenning van de industrie dat maritiem aluminium een temperaanduiding nodig had die specifiek was ontworpen rond corrosieweerstand, niet alleen rond kracht.
Het resultaat – vastgelegd in ASTM B928 (voor het eerst gepubliceerd 2004, regelmatig herzien) — definieert H116 als een spanningsgeharde toestand voor legeringen uit de 5xxx-serie met ≥3% magnesium, speciaal ontworpen om weerstand te bieden tegen exfoliatiecorrosie en spanningscorrosiescheuren.
De standaard schrijft sensibilisatietests voor op elke productiepartij, waardoor H116 de enige aluminium temper is in routinematige commerciële productie waarbij corrosietesten een verplichte partijacceptatievereiste zijn in plaats van een optionele aanvullende test.
3.2 H116 Productietraject: Gecontroleerd koud werk
Produceren 5086 H116 vereist nauwkeurige controle over de koude reductie die wordt toegepast na warmwalsen – een percentage dat tegelijkertijd drie doelstellingen bereikt die normaal gesproken op gespannen voet zouden staan: voldoende treksterkte (UTS ≥270 MPa), voldoende ductiliteit (verlenging ≥10%), en de specifieke dislocatiestructuur die de continue dekking van de bètafasekorrelgrens verstoort.
De kritische thermische discipline tijdens het H116-koudwalsen is het handhaven van de plaattemperatuur onder de 65°C tijdens de koude reductiepassages.
Bij koudwalsen ontstaat warmte door plastische vervorming, en zonder adequate koelmiddeltoepassing en koeling tussen de passages, Alleen al de rolwarmte kan de plaat in het sensibiliseringsbereik drijven - een procesafwijking die H116-getemperde mechanische eigenschappen zou produceren in materiaal dat al is begonnen met de korrelgrensprecipitatie die H116 moet voorkomen..
3.3 Vergelijken 5086 Temperamenten: De marien-kritische verschillen
| Woedeaanval | Definitie | NAMLT vereist | Afschilfering weerstand | SCC-weerstand | Maritiem gebruik |
|---|---|---|---|---|---|
| O | Volledig gegloeid | Nee | Arm | Arm | Alleen diepvormend; niet voor onderdompeling in zeewater |
| H32 | Gehard + gedeeltelijk uitgloeien | Nee | Gematigd | Gematigd | Niet van maritieme kwaliteit — alleen algemeen structureel |
| H34 | Gehard + gedeeltelijk uitgloeien (hoger) | Nee | Gematigd | Gematigd | Niet van maritieme kwaliteit |
| H116 | Gehard; marine-gecontroleerd | Ja (≤15 mg/cm²) | Uitstekend | Uitstekend | Primaire maritieme structurele specificatie |
| H321 | Gehard + gestabiliseerd | Ja (≤15 mg/cm²) | Uitstekend | Uitstekend | Alternatief voor H116; bord >38 mm |
| H112 | Zoals gefabriceerd; gecontroleerde eigenschappen | Nee | Niet getest | Niet getest | Niet-maritieme structurele toepassingen |
3.4 Mechanische eigendom van maritieme kwaliteit 5086 H116 aluminium plaat
| Eigendom | Waarde | Teststandaard | Ontwerptoepassing |
|---|---|---|---|
| UTS (minimum) | 270 MPa (39 ksi) | ASTM E8 | Sterkte van het romppaneel; ontwerp van structurele leden |
| Opbrengst sterkte (0.2%) (min) | 193 MPa (28 ksi) | ASTM E8 | Elastische ontwerplimiet; beoordeling van de knik |
| Verlenging (min) | 10% | ASTM E8 | Ductiliteitsreserve voor vervormings- en slagtolerantie |
| Afschuifsterkte (typisch) | ~165 MPa | - | Klinknagel- en lasafschuifontwerp |
| Brinell-hardheid (typisch) | 60–75 HB | ASTM E10 | Temper verificatie; inkomende inspectie |
| Vermoeidheid sterkte (ongelast, 5×10⁸) | ~117 MPa | ASTM E466 | Beoordeling van moedermetaalmoeheid |
| Vermoeidheid sterkte (gelaste verbinding) | ~ 45–62 MPa | Eurocode 9/DNV | Toepasselijk ontwerpcriterium voor scheepsrompen |
| Charpy-impact (−40°C) | >15 J | ASTM E23 | Kwalificatie voor koude klimaatdiensten |
| Elasticiteitsmodulus | 70.3 GPa | - | Doorbuigings- en stijfheidsberekeningen |
IV. Productieproces van maritieme kwaliteit 5086 H116 aluminium plaat
4.1 Van smelt- tot maritieme certificering: De productievolgorde
Gecertificeerd 5086 H116-scheepsplaat vereist gedisciplineerde procescontrole gedurende zes productiefasen, omdat de primaire functie van het H116-temper – corrosieweerstand door gecontroleerde microstructuur – kan worden vernietigd door een enkele thermische excursie of onvoldoende koudereductie op elk punt in de reeks.
Hieronder volgt een overzicht van het productieproces, vanaf de voorbereiding van de legering tot aan de certificering.
4.2 Legeringvoorbereiding en DC-gieten
De 5086 smelt wordt bereid door primair aluminium te combineren (≥99,7% Al) met nauwkeurig afgewogen toevoegingen van magnesiummetaal (het bereiken van de doelstelling van 3,5–4,5% Mg) en mangaan-masterlegering (0.20–0,70% Mn-doelstelling).
Chroom toevoeging (0.05–0,25% Cr) vereist zorgvuldige controle - te weinig offert de korrelgrensstabilisatiefunctie op; te veel risico's op de vorming van chroomhoudend neerslag, waardoor de legering kan bros worden. Optische emissiespectrometrie (OES) verifieert de smeltchemie van pollepelmonsters vóór elke gietbeurt.
Directe kou (gelijkstroom) semi-continu gieten produceert walsplaten van doorgaans 400–550 mm dik en 1.000–2.000 mm breed.
De gecontroleerde stollingssnelheid van het DC-proces levert een boete op, relatief uniforme microstructuur met beheersbare compositiegradiënten - superieur aan de grovere, meer gescheiden structuur geproduceerd door continue gietmethoden.
Voor de productie van maritieme platen, DC-gieten is de vereiste productieroute; producenten die proberen continu te gieten 5086 voor maritieme toepassingen kan niet de microstructurele uniformiteit worden bereikt die vereist is voor consistente H116-corrosieprestaties.
4.3 Homogenisatie: Het bouwen van de microstructurele basis
Homogenisatie bij 460–510°C gedurende 8–18 uur vervult drie functies tegelijkertijd 5086 platen:
Eliminatie van segregatie: Stolling produceert compositiegradiënten over dendrietafstanden (typisch 50-200 μm). Door het bij verhoogde temperatuur te bewaren, kan diffusie het magnesium herverdelen, mangaan, en chroom in een meer uniforme verdeling, zorgen voor consistente eigenschappen over de hele plaatdikte.
Dispersoïde neerslag: Tijdens langzaam afkoelen vanaf de homogenisatietemperatuur, Al₆Mn en Al₁₂Mg₂Cr dispersoïde deeltjes (0.05–0,5 μm) kiemen en groeien. Deze deeltjes zijn de microstructurele middelen die verantwoordelijk zijn voor het remmen van de herkristallisatie tijdens heet walsen en de korrelgroei tijdens het gloeien - waardoor de uiteindelijke korrelstructuur van de H116-plaat direct wordt gecontroleerd..
Niet-evenwichtsfase-oplossing: Zoals gegoten 5086 bevat metastabiele magnesiumrijke intermetallische fasen aan dendrietgrenzen. Homogenisatie lost deze op in een vaste oplossing, het voorbereiden van een uniforme startmicrostructuur voor warmwalsen.
4.4 Warm rollen: Vermindering van de bouwdikte met microstructurele controle
Na homogenisatie, gescalpeerde platen (oppervlak bewerkt om de gescheiden buitenste 10–20 mm te verwijderen) worden voorverwarmd tot 430–500 °C en warmgewalst.
Het schema voor het warmwalsen verkleint de plaat van ~400–550 mm tot de hete banddikte van doorgaans 3–20 mm door middel van een reeks afbraakpassages (grote reductie per pas, hoge temperatuur) en afwerkingspassen (kleinere reductie, gecontroleerde uitgangstemperatuur).
De uitlaattemperatuur bij heet walsen – de temperatuur waarbij de band de uiteindelijke walsinstallatie verlaat – is van bijzonder groot belang 5086 H116-productie.
Als de uitgangstemperatuur te hoog is (boven ongeveer 320°C), de strip herkristalliseert uitgebreid tot een grove korrelstructuur die een inferieure oppervlakteafwerking in het eindproduct produceert.
Als de uitgangstemperatuur te laag is (beneden ongeveer 220°C), onvolledige herkristallisatie laat een gedeeltelijk bewerkte structuur achter die variabele eigenschappen veroorzaakt na daaropvolgende uitgloeiing.
Voor consistent 5086 H116-eigenschappen, de meeste producenten streven naar uitgangstemperaturen van 250–310°C met ±20°C controle over de stripbreedte.
4.5 Koudwalsen volgens H116-conditie
Na hete bandkoeling tot onder 100°C (ervoor te zorgen dat er geen sensibilisering plaatsvindt tijdens de transitie), Bij koudwalsen wordt de gecontroleerde reductie toegepast die H116 definieert.
De productiediscipline tijdens het koudwalsen omvat drie gelijktijdige vereisten:
- Reductiecontrole: Realiseer het specifieke reductiepercentage (eigendom van elke producent, doorgaans 5–20% voor 5086 H116) dat UTS ≥270 MPa produceert, YS ≥193 MPa, verlenging ≥10%, en dislocatiedichtheid voldoende voor NAMLT ≤15 mg/cm²
- Temperatuurregeling: Houd de plaattemperatuur te allen tijde onder de 65 °C — gecontroleerd door contactthermometers aan de uitgangszijde van elke koudwalsgang
- Smeermiddelbeheer: Breng de walsolie gelijkmatig aan om de wrijving te beheersen, warmte generatie, en oppervlaktereinheid: overtollig smeermiddel draagt bij aan verontreiniging van het oppervlak met koolwaterstoffen, wat de daaropvolgende hechting van de coating in gevaar brengt
4.6 Integratie van kwaliteitscontrole: Sensibilisatietesten in de productiefase
ASTM B928 vereist dat elke productiepartij 5086 H116 ondergaat NAMLT-testen voordat het wordt vrijgegeven. Een “partij” wordt gedefinieerd als alle platen van dezelfde legering, woedeaanval, en dikte geproduceerd uit dezelfde gietvorm (warmte) in dezelfde rollende volgorde.
De praktische implicatie voor grote walserijen die meerdere partijen tegelijk produceren, is dat NAMLT-testen een zinvolle certificeringscyclustijd kunnen vertegenwoordigen, waarbij doorgaans 2 tot 3 werkdagen aan de leveringsschema's worden toegevoegd..
Inkoopteams moeten deze tijdlijn inbouwen in de leveringsschema's van scheepswerfmateriaal in plaats van leveranciers onder druk te zetten om de certificering vooraf vrij te geven.
De testreeks voor de kwaliteitscontrole van de productie vóór het vrijgeven van de plaat:
- Chemische samenstelling (door OES): Elke hitte → accepteren/afwijzen versus ASTM B209 / NL 573-3 grenzen
- Trekproeven (ASTM E8): Elke kavel → UTS, YS, verlenging versus H116-minima
- NAMLT (ASTM G67): Elke partij → massaverlies ≤15 mg/cm²
- Hardheid (Brinell): Elke partij (controle ter plaatse) → 60–75 Bevestiging HB-bereik
- Dimensionale inspectie: Elke plaat → dikte, breedte, lengte, vlakheid, welving
- Ultrasoon testen (ASTM B594): Zoals gespecificeerd → interne laminatie- en insluitingsdetectie
V. Fysieke en mechanische eigenschappen: Het volledige profiel
5.1 Vergelijking van structurele eigenschappen: 5086 H116 versus. Belangrijkste alternatieven
Maritieme kwaliteit begrijpen 5086 H116 Aluminiumplaat op zichzelf is minder nuttig dan het in context te begrijpen.
De volgende vergelijkingsposities 5086 H116 tegen de meest voorkomende maritieme alternatieven voor de eigendommen die structurele ontwerpbeslissingen bepalen:
| Eigendom | 5086-H116 | 5083-H116 | 5052-H32 | 6061-T6 |
|---|---|---|---|---|
| UTS min (MPa) | 270 | 303 | 228 | 310 |
| YS min (MPa) | 193 | 214 | 193 | 276 |
| Verlenging min (%) | 10 | 10 | 12 | 8 |
| Dikte (g/cm³) | 2.66 | 2.66 | 2.68 | 2.70 |
| E (GPa) | 70.3 | 70.3 | 70.3 | 68.9 |
| HAZ YS (typ., MPa) | ~105 | ~115 | ~90 | ~ 160 (T4-equiv.) |
| Minimale buigradius (3mm plaat) | ~1,5t | ~2t | ~1t | ~2,5t |
| Zeewatercorrosie | Uitstekend | Uitstekend | Erg goed | Gematigd |
| Sensibilisatie risico | Laag-matig | Gematigd | Zeer laag | N.v.t |
| ASTM B928 vereist | Ja | Ja | Nee | Nee |
De rij HAZ-vloeisterkte onthult een van de ondergewaardeerde voordelen van 5086: zijn gelaste verbinding HAZ-eigenschappen, terwijl lager dan de moederplaat, steekt gunstig af bij de HAZ-waarden van 5083, omdat de lagere startvloeigrens zich vertaalt in een gunstiger HAZ-verbindingsefficiëntieverhouding.
Voor een structureel paneel met gelaste verbindingen (HAZ YS / ouder YS) regelt het ontwerp, 5086 ongeveer bereikt 54% gezamenlijke efficiëntie versus ongeveer 54% voor 5083 – in wezen gelijkwaardig.
Echter, het absolute stressniveau in de 5086 Hazel (~105 MPa) is lager, wat betekent dat voor een gegeven structurele belasting, 5086 HAZ-verbindingen vereisen een iets dikkere plaat of een kleinere afstand tussen de verstijvers dan gelijkwaardig 5083 verbindingen.

5086 H116 aluminium plaat voor zeilbootrompen
5.2 Fysieke eigenschappen voor maritiem ontwerp
| Eigendom | Waarde | Eenheid | Implicatie van maritiem ontwerp |
|---|---|---|---|
| Dikte | 2.66 | g/cm³ | 34% van staal; maakt lichtgewicht rompconstructie mogelijk |
| Elasticiteitsmodulus | 70.3 | GPa | Lager dan staal; regelt de doorbuiging in grote panelen |
| Afschuifmodulus | 26.4 | GPa | Torsiestijfheid; ontwerp met paneelschaar-knik |
| Uitzettingscoëfficiënt | 23.8 | µm/m·°C | Ontwerpvereiste voor thermische verbindingen tussen tropische en arctische gebieden |
| Warmtegeleiding | 127 | W/m·K | Warmteverdeling; brandtechnische analyse |
| Elektrische geleiding | 31 | % IACS | Kathodische bescherming stroomverdelingsontwerp |
| Smeltbereik | 585–641 | ° C | Brandveiligheid: lager dan staal; passieve bescherming nodig |
| Specifieke warmte capaciteit | 900 | J/kg · K | Thermische massa voor berekeningen van de brandduur |
De dichtheid van 2.66 g/cm³ is het getal dat uiteindelijk de business case voor aluminium boven staal drijft in de meeste maritieme toepassingen.
Dit vertalen naar een vergelijking van het structurele gewicht van de romp: A 5086 H116-romppaneel met een vergelijkbare buigstijfheid als een stalen scheepspaneel weegt ongeveer 45-55% van het gewicht van het stalen paneel.
Op een recreatievaartuig van 15 meter, deze gewichtsbesparing van 600–900 kg in de rompconstructie vermindert het brandstofverbruik direct met ongeveer 15–22% op kruissnelheid – een aanzienlijke operationele economie gedurende een levensduur van het schip van 20–30 jaar.
5.3 Vervormbaarheid: 5086's Competitieve Differentiator
5086 Het voordeel van de vervormbaarheid van H116 ten opzichte van 5083 H116 is niet subtiel; het is de belangrijkste technische reden om dit te specificeren 5086 wanneer complexe rompgeometrie vereist is.
Het mechanisme achter het voordeel is eenvoudig: 5086Het lagere magnesiumgehalte (3.5–4,5% versus. 4.0–4,9% voor 5083) produceert een lagere vloeigrens, en een lagere vloeigrens vertaalt zich direct in een betere koude vervormbaarheid omdat de spanning die nodig is om het materiaal plastisch te vervormen lager is in verhouding tot de breukspanning.
Vergelijking van minimale buigradius (materiaal dikte 4 mm):
| Buig richting | 5086-H116 | 5083-H116 | Voordeel |
|---|---|---|---|
| Dwars op de walsrichting | 1.5T (6 mm) | 2T (8 mm) | 5086: 25% strakkere straal |
| Parallel aan de walsrichting | 2T (8 mm) | 2.5T (10 mm) | 5086: 20% strakkere straal |
Voor rompconstructies met uitgesproken deadrisehoeken, uitlopende bovenzijden, samengestelde gebogen boegsecties, en lensbochten met een kleine straal, dit vervormbaarheidsvoordeel is operationeel doorslaggevend.
Fabrikanten werken mee 5086 H116 rapporteert 30-40% minder scheurincidenten tijdens het koud buigen van rompframes en romppanelen vergeleken met vergelijkbare 5083 H116-bewerkingen – een kwaliteits- en productiviteitsverbetering die het bescheiden verschil in materiaalkosten tussen de twee legeringen ruimschoots compenseert.
5.4 Vermoeiingsontwerpeigenschappen voor maritieme constructies
De lasverbindingsvermoeidheidseigenschappen van 5086 H116 volgt dezelfde Eurocode 9 / DNV S-N-curveraamwerk als 5083 H116, aangezien beide gelaste aluminiumlegeringen zijn en de vermoeiingsprestaties van lasverbindingen voornamelijk afhangen van de lasgeometrie en -kwaliteit en niet zozeer van de specifieke legering:
| Structureel detail | Detailcategorie Δσ_C (MPa) | Representatieve locatie in Hull |
|---|---|---|
| Ouderplaat, op afstand van lasnaden | 70 | Middenpaneel, weg van verstevigers |
| Volledige penetratie stomplas (kwaliteit A) | 40–50 | Romprand langsverbindingen |
| Volledige penetratie stomplas (kwaliteit B) | 35–45 | Frame- en dwarsverbindingen |
| Verstevigingsaansluiting — met beugel | 28–35 | Frame-eindverbindingen |
| Versteviging beëindiging — zonder beugel | 20–28 | Korte verstijveraansluitingen |
| Hoeklas, kruisvormig gewricht | 25–32 | Hardwarebevestiging voor dek |
Cruciaal, 5086 En 5083 lasverbindingen in dezelfde detailcategorie leveren een gelijkwaardige levensduur bij gelijkwaardige spanningsbereiken.
De keuze tussen de twee legeringen heeft geen significante invloed op de uitkomst van het vermoeiingsontwerp, op voorwaarde dat de laskwaliteit en de detailgeometrie gelijkwaardig zijn.
Deze gelijkwaardigheid betekent dat ontwerpers vrijelijk kunnen vervangen 5086 voor 5083 in door vermoeidheid beheerste structurele toepassingen zonder lasdetails opnieuw te ontwerpen – een belangrijke praktische vereenvoudiging.

Exportverpakking van maritieme kwaliteit 5086 H116 aluminium plaat
VI. Prestaties op het gebied van maritieme corrosie: Wetenschappelijke analyse
6.1 5086's Elektrochemische positie in zeewater
Maritieme kwaliteit 5086 H116 aluminiumplaat in zeewater ontwikkelt een natuurlijk open circuitpotentieel (OCP) van ongeveer −0,85 V versus de verzadigde calomel-elektrode (SCE) – iets nobeler (positief) dan 5083 (ongeveer −0,87 V), weerspiegelt het iets lagere magnesiumgehalte.
Dit kleine verschil is voor de meeste maritieme ontwerpdoeleinden praktisch onbeduidend, aangezien beide legeringen dezelfde algemene positie innemen in de galvanische reeks en op dezelfde manier reageren op dezelfde kathodische beschermingssystemen.
De passieve film aan 5086 in zeewater is dun (2–8 nm), amorfe aluminiumoxidelaag die zich spontaan vormt bij blootstelling aan zuurstofhoudende omgevingen en zichzelf in stand houdt door een dynamisch evenwicht van oplossing en repassivering.
De belangrijkste prestatiemaatstaf is de pitting potentieel — het elektrochemische potentieel waarboven putten kiemen — en het putpotentiaal van 5086 in zeewater bij 25°C daalt op ongeveer −0,65 tot −0,75 V versus SCE.
Sinds de natuurlijke OCP (−0,85 V) aanzienlijk negatiever is dan het putpotentiaal, 5086 werkt bij normaal zeewater met ongeveer 100-200 mV kathodische bescherming tegen zijn eigen bulkpotentieel - een zelfbeschermende buffer die basisweerstand biedt tegen putkiemvorming.
6.2 De drie kritieke corrosiemodi en de verdedigingsmechanismen van 5086
Afschilfering Corrosie: De primaire H116-verdediging
Afschilfering tast 5xxx-legeringen aan via het verlengde, pannenkoekvormige korrelgrenzen geproduceerd door rollen - intergranulaire zeewaterpenetratie tilt geleidelijk opeenvolgende plaatlagen op langs rollende vlakken, het creëren van de karakteristieke blaarvorming, delaminerend uiterlijk waaraan exfoliatie zijn naam dankt.
Het mechanisme vereist drie voorwaarden tegelijk: een gevoelig korrelgrensnetwerk (continue bètafasedekking); een elektrolyt (zeewater) in staat om de korrelgrens te penetreren; en de geometrische beperking van langwerpige korrels die de uitzetting van het corrosieproduct dwingt om zich uit te drukken als delaminatie tussen de lagen in plaats van verspreide algemene aanval.
5086 H116 valt dit mechanisme aan bij de eerste vereiste. Door de koudereductie te regelen om een onderbroken te produceren, discontinue bètafaseverdeling op de korrelgrens, H116-temper verwijdert het continue intergranulaire pad dat zeewater nodig heeft voor progressieve exfoliatie.
Aanvullend, 5086Het lagere magnesiumgehalte (versus 5083) betekent dat zelfs zonder H116-temperatuurbeheersing, de bètafase op de korrelgrens heeft de neiging zich langzamer en in een meer discontinu patroon te vormen – wat een extra veiligheidsmarge oplevert die verklaart waarom 5086 in H32 vertoont de temperatuur een betere weerstand tegen afschilfering dan 5083 in H32-temp, ondanks dat geen van beide voldoet aan de ASTM B928-certificeringseis.

Scheepsdek gebruikt 5086 H116 aluminium plaat
Stresscorrosie kraken (SCC): Waar 5086 Presteert beter 5083
SCC combineert aanhoudende trekspanning met een actieve corrosieve omgeving om scheuren te verspreiden bij spanningsintensiteiten ver onder de breuktaaiheid van ongespannen materiaal.
In gevoelige 5xxx-legeringen, de bètafasefilm met continue korrelgrens maakt de voortplanting van anodische oplossingsscheuren mogelijk. 5086 De SCC-resistentie van H116 profiteert van twee versterkende mechanismen: de verstoring door de H116-bui van de continue bètafase op de korrelgrens (hetzelfde als voor exfoliatie), en de inherent langzamere sensibilisatiekinetiek van het lagere magnesiumgehalte.
Gepubliceerde gegevens van langetermijn-SCC-testen van 5086 H116 demonstreert weerstand tegen scheuren bij aanhoudende spanningsniveaus tot 60% van de vloeigrens bij afwisselende onderdompelingstesten (ASTM G44) – superieur aan 5083 H116 (doorgaans resistent tegen ongeveer 50% van vloeigrens) en dramatisch superieur aan gevoelig H32-materiaal (die kan barsten bij 20-25% van de vloeigrens).
Voor rompconstructies met restlasspanningen van 30–50 MPa, deze SCC-weerstandsmarge is voldoende voor normale maritieme dienstverlening, maar niet onbeperkt. Elke aanhoudende trekspanning in combinatie met een sensibiliseringsbevorderende thermische omgeving verdient technische aandacht.
Putcorrosie: De basislijnzeewateraanval
Pitting begint op plaatsen waar de passieve film het zwakst is: intermetallische deeltjes-matrix-interfaces, korrelgrens opkomstpunten, en oppervlaktekrassen die vers aluminium blootleggen.
Voor maritieme kwaliteit 5086 H116 aluminium plaat, de dominante putinitiatieplaatsen zijn Al₃Fe en Al₆Mn intermetallische deeltjes, die kathodisch zijn voor de aluminiummatrix en lokale galvanische cellen creëren die het omringende aluminium oplossen.
De ijzeronzuiverheidslimiet van ≤0,50% voor 5086 (versus ≤0,40% voor 5083) betekent dat 5086 kan in principe meer Al₃Fe-deeltjes bevatten - een klein nadeel op het gebied van corrosieweerstand vergeleken met 5083. In de praktijk, meest maritieme kwaliteit 5086 producenten houden ijzer beneden 0.30%, waardoor dit theoretische verschil verwaarloosbaar is.
Gegevens van onderdompelingstests op lange termijn voor 5086 in synthetisch zeewater (ASTM D1141) toont gemiddelde putdieptes aan van 0,10–0,25 mm daarna 5 jaar – een corrosiesnelheid van 0,02–0,05 mm/jaar die ruimschoots tegemoet komt aan de plaatdiktereserve die beschikbaar is bij de beplating van scheepsrompen.
VII. Maritieme toepassingen en scheepstypen
7.1 Recreatie- en sportboten: Het dominante applicatiedomein
De pleziervaartmarkt neemt het grootste deel van deze markt voor zijn rekening 5086 H116-consumptie wereldwijd, gedreven door de uitzonderlijke combinatie van vervormbaarheid van de legering, weerstand tegen zeewatercorrosie, en gewichtsefficiëntie voor de scheepstypen en -groottes die de recreatiebouw domineren (6–18 m LOA).
Offshore aluminium vissersboten in het bereik van 6–12 m vertegenwoordigen het archetype 5086 H116-toepassing. Deze schepen hebben samengestelde gebogen rompen nodig met een uitgesproken deadrise (typisch 18–24 °) en uitlopende boegjes voor de offshore-zeevaart, zeewatercorrosiebestendigheid voor topsides die tussen de refits jarenlang niet geschilderd mogen worden, en structurele sterkte die geschikt is voor offshore-gebruik zonder buitensporig gewicht dat de prestaties bij kleinere buitenboordmotoren of hekaandrijvingen in gevaar zou brengen. Maritieme kwaliteit 5086 H116 aluminium plaat met een dikte van 3,0–5,0 mm voldoet tegelijkertijd aan alle drie de vereisten.
Zeilbootrompen presenteren enkele van de geometrisch meest complexe uitdagingen bij de bouw van aluminium boten: geveegde kielen, gebogen spiegelsecties, uitlopende bovenzijden, en uitgesproken tuimelen vereisen allemaal een buigradius met een kleine straal 5086 handelt betrouwbaarder dan 5083. Aanvullend, De structurele belastingen van zeilboten zijn over het algemeen lager dan de belastingen van motorboten van gelijke lengte (geen slammen; lagere snelheid), het maken van de 10% vloeigrens verschil tussen 5086 En 5083 structureel irrelevant voor de meeste zeilschiptoepassingen. Ervaren aluminium zeilbootbouwers – inclusief specialisten in Europa en Nieuw-Zeeland – specificeren consequent 5086 H116 voor topsides en bovenwaterlijnconstructies, reserveren 5083 H116 voor kielbevestigingsgebieden en waterlijn/bodembeplating waar structurele eisen de extra sterkte rechtvaardigen.
Middenconsole en rondloopboten (7–10 meter) profiteer van de vervormbaarheid van 5086 bij het produceren van de diepzijdige consolestructuren, viskist omringt, en vrijboordsecties die deze romptypen definiëren. Bouwers melden aanzienlijk minder lasreparaties als gevolg van scheuren tijdens het vormen van deze complexe profielen bij gebruik 5086 H116 versus 5083 H116 — een directe besparing op de productiekosten die de kleine materiaalkostenpremie ruimschoots compenseert.
7.2 Commerciële werkboten: Combineert structurele prestaties met vervormbaarheid
Commerciële werkboten – het praktische, utilitaire schepen die offshore-platforms bedienen, bemanning overbrengen, enquêtes uitvoeren, en ondersteuning van havenactiviteiten – vormen het tweede grote consumptiedomein voor 5086 H116.
Schepen voor bemanningsoverdracht (CTV's) voor het onderhoud van offshore windparken demonstreren de optimalisatiestrategie voor de legeringsselectie het duidelijkst. Een typisch 24 m CTV-rompontwerp maakt vaak gebruik van 5083 H116 (6–8 mm) voor de bodembeplating – waar dichtslaande belastingen als gevolg van herhaalde toegang tot turbines bij laag zeeniveau hoge cyclische spanningen veroorzaken – en 5086 H116 (5–6 mm) voor topsides en bovenbouwpanelen, waar de lagere structurele vraag de beter vervormbare legering mogelijk maakt en waar de complexe geometrie van de bemanningsaccommodatie profiteert van de kleinere buigradius van de 5086.
Loodsboten en havendienstvaartuigen (12–22 meter) bijzonder gunstige omstandigheden bieden 5086 H116: matige structurele belastingen (verplaatsing in plaats van schaven in de meeste gevallen), complexe rompvormen die typerend zijn voor het ontwerp van de rondspantverplaatsing, en het regelmatig schoonspuiten van zoetwater van de bovenzijden, wat kenmerkend is voor het onderhoud van havenschepen. Het lagere sensibilisatierisico van 5086 H116 versus 5083 is een secundair voordeel bij havenschepen die te maken krijgen met stoomreiniging aan dek - een potentiële blootstelling aan sensibiliseringstemperaturen die geheel afwezig is in de specificatie van rompconstructielegeringen op de meeste scheepswerven.
7.3 Maritieme constructies en offshore-toepassingen
Verder dan de scheepsrompen zelf, 5086 H116-plaat wordt veelvuldig gebruikt in maritieme structurele toepassingen waarbij de corrosieweerstand en het lichte gewicht van aluminium worden gewaardeerd, maar maximale structurele prestaties secundair zijn:
Drijvende jachthavenvingerdokken en pontons gebruik 5086 H116 vanwege hun uitzonderlijke corrosieweerstand in de agressieve omgeving van jachthavenwater (verhoogde niveaus van verontreinigende stoffen als gevolg van gemorste brandstof, antifouling verfafvloeiing, en organische verontreiniging van afgemeerde schepen). De lagere structurele eisen van drijvende dokconstructies maken de extra sterkte van 5083 overbodig, terwijl de vervormbaarheid van 5086 de fabricage van de pontonvormen en verbindingsbeugels vereenvoudigt die kenmerkend zijn voor jachthavendoksystemen.
Offshore platformgangen, leuningen, en roosters — waarbij de primaire functie corrosiebestendigheid en personeelsveiligheid is, en niet zozeer het dragen van structurele lasten 5086 H116 vanwege de combinatie van voldoende sterkte (voldoende voor het laden van looppaden volgens de toepasselijke codes), uitstekende corrosieweerstand zonder schilderen (het verminderen van onderhoud op afgelegen offshore-locaties), en lichtgewicht (het verminderen van het eigen gewicht dat wordt uitgeoefend op de bovenzijde van het platform).
Gangpaden en toegangshellingen voor de overdracht van schip naar platform en schip naar wal zijn de huidige vormvereisten gunstig 5086: de articulerende delen, gebogen geleiderails, en schuine landingsplatforms van moderne loopplanksystemen vereisen buigbewerkingen waarbij de strakkere minimale buigradius van de 5086 ontwerpen mogelijk maakt waarbij vooraf uitgloeien van 5083.
Terwijl 5083 H116 domineert primaire structurele romptoepassingen in de constructie van marineschepen, 5086 H116 wordt substantieel gebruikt in de secundaire structuur en bovenbouw van marineschepen:
Bovenbouwpanelen en behuizingen op snelle patrouillevaartuigen en ondersteuningsvaartuigen profiteren van de vervormbaarheid van 5086 bij het produceren van niet-vlakke, samengestelde gebogen oppervlakken die kenmerkend zijn voor de esthetiek van de bovenbouw van moderne marineschepen (ontworpen voor een kleinere radardwarsdoorsnede). Scheepsarchitecten die ontwerpen volgens stealth-criteria specificeren gebogen, schuine bovenbouwpanelen die fabrikanten uitdagen om mee te werken 5083; de overgang naar 5086 voor deze elementen verbetert het succespercentage van de first-pass-fabricage aanzienlijk.
Mijnbestrijdingsvaartuig (MCMV) hulpstructuur — niet-structurele panelen, interne accommodatieverdelers, dekmachinebehuizingen - vaak gebruikt 5086 H116 waarbij gewichtsvermindering en corrosieweerstand belangrijk zijn, maar maximale structurele prestaties niet. De niet-magnetische vereiste die de keuze van MCMV-rompmateriaal voor aluminium drijft (of GRP) geldt ook voor de secundaire structuur, maken 5086 een natuurlijke pasvorm.
Gecombineerde constructie van amfibische vaartuigen strategieën worden steeds vaker toegepast 5086 H116 voor bovenzijden, zijpanelen van de oprit, en structuur van het bemanningscompartiment, reserveren 5083 H116 voor de bodemschaal en structurele frames die de geconcentreerde ladingen van het voertuig dragen tijdens strandlandingsoperaties.
XIII. Kwaliteitsnormen, Testen, en Certificering
Gecertificeerde maritieme kwaliteit 5086 H116 Aluminiumplaat valt binnen een raamwerk van complementaire normen die betrekking hebben op de samenstelling, eigenschappen, sensibilisatie, en documentatie:
| Standaard | Uitgevende instantie | Domein | Kritieke vereiste voor 5086 |
|---|---|---|---|
| ASTM B928 | ASTM Internationaal | 5xxx legeringen voor maritieme dienst | NAMLT ≤15 mg/cm² op elke partij |
| ASTM B209 | ASTM Internationaal | Al blad en plaat: afmetingen en eigenschappen | Chemische samenstelling; mechanische eigenschappen |
| ASTM G67 | ASTM Internationaal | NAMLT-sensibilisatietest | Testprocedure voor naleving van B928 |
| ASTM G66 | ASTM Internationaal | ASSET-exfoliatietest | Visuele beoordeling van de weerstand tegen exfoliatie |
| NL 485 | CEN | Europese plaat/plaat: afmetingen en toleranties | Dimensionaal tolerantiekader |
| NL 573-3 | CEN | Europese normen voor de samenstelling van legeringen | 5086 compositie grenzen |
| MIL-DTL-24093 | Amerikaanse Ministerie van Defensie | Militair maritiem aluminium | Kwalificatie van materiaal voor marineschepen |
| NL 10204 | CEN | Materiaalcertificaattypen | 3.1 / 3.2 certificering documentatie |
IX. Conclusie
De belangrijkste conclusie van dit uitgebreide onderzoek is een herformulering van de manier waarop Marine Grade 5086 H116 Aluminiumplaat wordt waargenomen. Te vaak omschreven als “het minder sterke alternatief voor 5083 voor toepassingen waarbij verminderde sterkte acceptabel is,"Maritieme kwaliteit 5086 H116 aluminiumplaat wordt nauwkeuriger begrepen als de keuze van precisiemateriaal voor toepassingen met superieure vervormbaarheid, gelijkwaardige maritieme corrosiebestendigheid op lange termijn in gecertificeerde H116-temperatuur, en een marginaal betere robuustheid van de sensibilisatie zorgen samen voor betere technische resultaten dan 5083 H116 zou bereiken.
De toepassingen die er specifiek van profiteren 5086 H116 is talrijk en commercieel significant: recreatieve aluminium boten met complexe rompvormen (de grootste volumesector in het verbruik van maritiem aluminium), rompen en topsides van zeilboten, secundaire structuur voor commerciële werkboten, offshore platform aluminium constructies, strategieën voor de constructie van rompen van gemengde legeringen, en de snelgroeiende markt voor batterij-elektrische schepen. In al deze toepassingen, 5086 H116 is geen terugval – het is het juiste technische antwoord.
Gieten productieproces en de introductie ervan
Het doel van smelten en gieten is om legeringen te produceren met een bevredigende samenstelling en een hoge smeltzuiverheid, om gunstige voorwaarden te creëren voor het gieten van legeringen van verschillende vormen.
Stappen van het smelt- en gietproces: batching --- voeden --- smeltend --- roeren na het smelten, slakken verwijderen --- pre-analyse bemonstering --- legering toevoegen om de samenstelling aan te passen, roeren --- verfijnen --- statische instelling - Gids ovengieten.
Warmwalsen productieproces en de introductie ervan
- 1. Heetwalsen verwijst over het algemeen naar walsen boven de herkristallisatietemperatuur van het metaal;
- 2. Tijdens het warmwalsproces, het metaal heeft zowel verhardings- als verzachtingsprocessen. Vanwege de invloed van vervormingssnelheid, zolang het herstel- en herkristallisatieproces te laat is, er zal een zekere werkverharding zijn;
- 3. De herkristallisatie van het metaal na warmwalsen is onvolledig, dat is, het naast elkaar bestaan van herkristalliseerde structuur en vervormde structuur;
- 4. Warmwalsen kan de verwerkingsprestaties van metalen en legeringen verbeteren, gietfouten verminderen of elimineren.
- 1. De giet- en walstemperatuur ligt over het algemeen tussen 680°C en 700°C. Hoe lager hoe beter, de stabiele giet- en walslijn stopt meestal een keer per maand of vaker om opnieuw te staan. Tijdens het productieproces, het is noodzakelijk om het vloeistofniveau van de voortank strikt te controleren om een laag vloeistofniveau te voorkomen;
- 2. Smering gebruikt C-poeder met onvolledige verbranding van gas voor smering, wat ook een van de redenen is voor het vuile oppervlak van giet- en walsmaterialen;
- 3. De productiesnelheid ligt over het algemeen tussen 1,5 m/min-2,5 m/min;
- 4. De oppervlaktekwaliteit van door gieten en walsen vervaardigde producten is over het algemeen relatief laag, en kunnen over het algemeen niet voldoen aan producten met speciale fysieke en chemische prestatie-eisen.
- 1. Koudwalsen verwijst naar de walsproductiemethode onder de herkristallisatietemperatuur;
- 2. Er zal geen dynamische herkristallisatie zijn tijdens het walsproces, en de temperatuur zal maximaal stijgen tot de hersteltemperatuur, en het koudwalsen zal verschijnen in een werkverhardende staat, en de werkverhardingssnelheid zal groot zijn;
- 3. De koudgewalste plaat en strip hebben een hoge maatnauwkeurigheid, goede oppervlaktekwaliteit, uniforme structuur en prestaties, en producten in verschillende toestanden kunnen worden verkregen met warmtebehandeling;
- 4. Koud walsen kan dunne reepjes uitrollen, maar op het zelfde moment, het heeft de nadelen van een hoog energieverbruik voor vervorming en veel bewerkingsgangen.
- 1. Afwerking is een verwerkingsmethode om de koudgewalste plaat te laten voldoen aan de eisen van de klant, of om de latere verwerking van het product te vergemakkelijken;
- 2. De afwerkingsapparatuur kan de defecten corrigeren die zijn veroorzaakt in het productieproces van warmwalsen en koudwalsen, zoals gebarsten rand, olieachtig, slechte plaatvorm, resterende spanning, enz. Het moet ervoor zorgen dat er geen andere defecten in het productieproces worden gebracht;
- 3. Er zijn verschillende afwerkingsapparatuur, voornamelijk met inbegrip van cross-cutting, scheuren, rekken en strekken, gloeioven, glibberen, enz.

Giet- en walsproces
Giet- en walsproces: vloeibaar metaal, voorste doos (controle van het vloeistofniveau), giet- en rolmachine (smeersysteem, koelwater), scheerapparaat, wikkelmachine.
Koudwalsen productieproces

Inleiding tot het afwerken van het productieproces
Aluminiumlegering heeft de kenmerken van lage dichtheid, goede mechanische eigenschappen, goede verwerkingsprestaties, niet giftig, gemakkelijk te recyclen, uitstekende elektrische geleiding, warmteoverdracht en corrosiebestendigheid, dus het heeft een breed scala aan toepassingen.
Ruimtevaart: gebruikt om vliegtuighuiden te maken, romp frames, liggers, rotoren, propellers, brandstoftanks, wandpanelen en stutten van het landingsgestel, evenals ringen voor het smeden van raketten, ruimtevaartuig wandpanelen, enz.

Aluminiumlegering gebruikt voor ruimtevaart
Vervoer: gebruikt voor carrosseriematerialen van auto's, metro voertuigen, trein personenauto's, snelle personenauto's, deuren en ramen, planken, auto motor onderdelen, airconditioners, radiatoren, carrosserie panelen, wielen en scheepsmaterialen.

Verkeerstoepassing
Verpakking: Geheel aluminium blikjes worden voornamelijk gebruikt als metalen verpakkingsmateriaal in de vorm van dunne platen en folies, en er worden blikjes van gemaakt, deksels, flessen, vaten, en verpakkingsfolies. Op grote schaal gebruikt in de verpakking van dranken, voedsel, cosmetica, geneesmiddelen, sigaretten, industriële producten, geneesmiddelen, enz.

Verpakkingstoepassing
Afdrukken: Hoofdzakelijk gebruikt om PS-platen te maken, PS-platen op basis van aluminium zijn een nieuw type materiaal in de drukindustrie, gebruikt voor het automatisch maken en printen van platen.

PS-afdrukken
Architecturale decoratie: aluminiumlegering wordt veel gebruikt in bouwconstructies, deuren en ramen, verlaagde plafonds, decoratieve oppervlakken, enz. vanwege de goede corrosiebestendigheid, voldoende kracht, uitstekende procesprestaties en lasprestaties.

Constructietoepassing van aluminiumlegering
Elektronica: computers, mobieltjes, koelkast schelpen, radiatoren, enz.

Elektronische producttoepassing
Keukenbenodigdheden: aluminium potten, aluminium wasbakken, rijstkoker voeringen, huishoud aluminiumfolie, enz.

Keuken applicatie
Verpakking van aluminiumplaat / spoel
Elk detail van de verpakking is waar we streven naar perfecte service. Ons verpakkingsproces als geheel is als volgt:
Lamineren: heldere folie, blauwe folie, micro-slijmvlies, hoog slijmvlies, lasersnijden folie (2 merken, Novacell en Polyphem);
Bescherming: papieren hoekbeschermers, anti-druk pads;
drogen: droogmiddel;
Dienblad: gegaste onschadelijk houten dienblad, herbruikbare ijzeren bak;
Inpakken: Stalen riem van boter-kaas-en-eieren, of PVC-verpakkingsriem;
Materiële kwaliteit: Geheel vrij van gebreken zoals witroest, olie vlekken, rollende tekens, rand schade, bochten, deuken, gaten, lijnen breken, krassen, enz., geen bobine set.
Haven: Qingdao of andere havens in China.
Doorlooptijd: 15-45 dagen.

Aluminium plaat/plaat verpakkingsproces

Verpakkingsproces van aluminium spoelen
F: Bent u een fabrikant of een handelaar?
Q: Wij zijn een fabrikant, onze fabriek bevindt zich op No.3 Weier Road, Industrie gebied, Gongyi, Henan, China.
F: Wat is de MOQ voor het bestellen van het product?
Q: Onze MOQ is 5 ton, en sommige speciale producten hebben een minimale bestelhoeveelheid van 1 of 2 ton.
F: Hoe lang is uw doorlooptijd?
Q: Over het algemeen is onze doorlooptijd ongeveer 30 dagen.
F: Hebben uw producten kwaliteitsborging?
Q: Ja, als er een kwaliteitsprobleem is met onze producten, wij vergoeden de klant totdat deze tevreden is.
gerelateerde producten






Laatste blogs

Gebruikelijke legeringen van koelwagens gebruiken PE-gecoate aluminium spoel
Ontdek de gebruikelijke legeringen van gebruikte PE-gecoate aluminium spoel voor koelwagens, inbegrepen 3003, 3004, En 3105. Ontworpen voor uitstekende corrosiebestendigheid, vervormbaarheid, en langdurige buitenprestaties.

Is aluminium geleidend? Eigenschappen, Gebruik & Voordelen uitgelegd
Is aluminium geleidend? Ontdek de elektrische geleidbaarheid van aluminium, belangrijkste voordelen, en waarom het veel wordt gebruikt in krachtoverbrenging en industriële toepassingen.

Duurzaamheid ontsluiten: De waarheid over recycling van aluminiumfolie
Is aluminiumfolie recyclebaar? Ontdek hoe aluminiumfolie gerecycled kan worden, hoe je het goed kunt bereiden, en waarom recycling helpt afval te verminderen en hulpbronnen te besparen.







