je. Introduction
Qualité marine 5086 La plaque d'aluminium H116 occupe une position particulièrement précieuse dans le spectre des matériaux de construction navale en aluminium - une position qui est souvent sous-estimée précisément parce qu'elle se situe entre deux alliages plus importants..
Plus résistant à la corrosion et malléable que le 6061 série, mais plus réalisable et soudable que le modèle à haute résistance 5083, 5086 Le H116 offre une combinaison de propriétés qui le rend irremplaçable dans une large gamme d'applications marines.: bateaux de pêche récréative aux formes de coque complexes, coques de voiliers nécessitant des dessus évasés, structure secondaire pour bateau de travail commercial, passerelles pour plates-formes offshore, et superstructures de navires militaires.
Cet article fournit une description complète, examen faisant autorité de qualité marine 5086 Plaque d'aluminium H116 sur dix-huit dimensions analytiques — métallurgie, science du tempérament, fabrication, propriétés, performances en matière de corrosion, la comparaison critique 5086 contre 5083, conception structurelle, applications de navires, fabrication, protection contre la corrosion, normes de qualité, cadres réglementaires, économie de la chaîne d'approvisionnement, durabilité, et l'innovation.
II. Fondation métallurgique: Le 5086 Alliage d'aluminium
2.1 La série 5xxx: Chimie marine du magnésium
Les alliages d'aluminium de la série 5xxx atteignent leur résistance et leurs performances contre la corrosion grâce au magnésium dissous en solution solide dans la matrice en aluminium..
Atomes de magnésium, légèrement plus gros que les atomes d'aluminium, déformer le réseau cristallin, empêcher le mouvement de la dislocation et augmenter ainsi la résistance - un mécanisme appelé renforcement de solution solide qui ne nécessite aucun traitement thermique pour s'activer et ne diminue jamais par l'exposition thermique (en dessous de la plage de sensibilisation).
Ce caractère non traitable définit la logique de performance marine des alliages 5xxx: leurs propriétés restent stables tout au long de la durée de vie du navire, contrairement aux alliages traités thermiquement dont le durcissement par précipitation peut être partiellement inversé par les cycles thermiques de soudage et de feu.
Le deuxième don marin du magnésium est électrochimique: il déplace le potentiel de corrosion naturel de l’alliage dans l’eau de mer vers un potentiel plus négatif (anodique) valeurs, améliorer la résistance à la corrosion par piqûre en rendant le film passif plus stable et en réduisant le différentiel entre la matrice d'alliage et les particules intermétalliques cathodiques qui servent de sites d'initiation des piqûres.
Une teneur plus élevée en magnésium signifie généralement une meilleure résistance à la corrosion de l’eau de mer – c’est pourquoi 5083 (4.0–4,9% mg) surpasse 5052 (2.2–2,8% mg) en service maritime à long terme.
5086 se trouve entre ces deux: sa gamme de 3,5 à 4,5 % de magnésium offre une résistance à la corrosion par l'eau de mer nettement supérieure à 5052 et approchant 5083, tout en maintenant la teneur en magnésium suffisamment faible pour réduire le risque de sensibilisation qui devient une préoccupation technique majeure dans les alliages à haute teneur en magnésium.
Qualité marine 5086 Plaque d'aluminium H116
2.2 Composition chimique: Chaque élément conçu pour la mer
La composition de 5086 aluminium, défini par ASTM B209, EN 573-3, GB/T 3880, et JIS H4000, reflète une ingénierie marine délibérée à chaque élément:
| Élément | Gamme de composition (%) | Fonction de génie maritime |
|---|---|---|
| Aluminium (Al) | Reste (~94,2-95,7) | Matrice primaire; formation et réparation passives d'un film d'oxyde |
| Magnésium (mg) | 3.5 – 4.5 | Renforcement de la solution solide; résistance à la corrosion par l'eau de mer |
| Manganèse (Mn) | 0.20 – 0.70 | Contrôle de la structure des grains; Formation de dispersoïdes Al₆Mn |
| Chrome (Cr) | 0.05 – 0.25 | Inhibe la recristallisation; stabilise les joints de grains |
| Fer (Fe) | ≤ 0.50 | Impureté; forme des particules cathodiques d'Al₃Fe - étroitement contrôlées |
| Silicium (Et) | ≤ 0.40 | Impureté; interagit avec Mg dans la formation de Mg₂Si |
| Cuivre (Cu) | ≤ 0.10 | Strictement minimisé — augmente le risque de piqûres et de corrosion galvanique |
| Zinc (Zn) | ≤ 0.25 | Plafond d'impuretés; un excès dégrade la résistance au SCC |
| Titane (De) | ≤ 0.15 | Affineur de grains de coulée; contrôlé pour la cohérence des propriétés |
| Autres (chacun/total) | ≤0,05/≤0,15 | Limite d'impuretés globales |
2.3 Analyse comparative des alliages pour les applications marines
La sélection du bon alliage d'aluminium marin nécessite de comprendre où chacun se situe sur le spectre performance-formabilité-sensibilisation.:
| Alliage | mg (%) | UTS minimum (H116, MPa) | Min. YS (H116, MPa) | Risque de sensibilisation | Formabilité | Meilleure application marine |
|---|---|---|---|---|---|---|
| 5052-H32 | 2.2–2,8 | 228 | 193 | Très faible | Excellent | Structure légère; sans coque |
| 5086-H116 | 3.5–4,5 | 270 | 193 | Faible-modéré | Très bien | Dessus de coque; formes complexes; structure secondaire |
| 5083-H116 | 4.0–4,9 | 303 | 214 | Modéré | Bien | Structure de coque primaire; placage inférieur |
| 5456-H116 | 4.7–5,5 | 317 | 228 | Modéré-élevé | Équitable | Coque à haute résistance; une surveillance attentive |
| 5059-H116 | 5.0–6.0 | 330 | 240 | Faible (optimisé) | Équitable | Navale haut de gamme; marine la plus résistante |
| 6061-T6 | 0.8–1,2 mg | 310 | 276 | N / A | Modéré | Structure non marine; éviter l'immersion dans l'eau de mer |
5086 occupe l'optimum de formabilité de la famille des alliages marins. Il se plie plus facilement que 5083, soudures avec une réduction de résistance légèrement moindre en ZAT, et offre une protection contre la sensibilisation équivalente dans l'état H116, ce qui en fait le choix logique en cas de géométrie complexe., formes de coque incurvées, ou une aptitude au façonnage à froid supérieure compte plus que la prime de résistance de 10 à 12 % qui 5083 fournit.
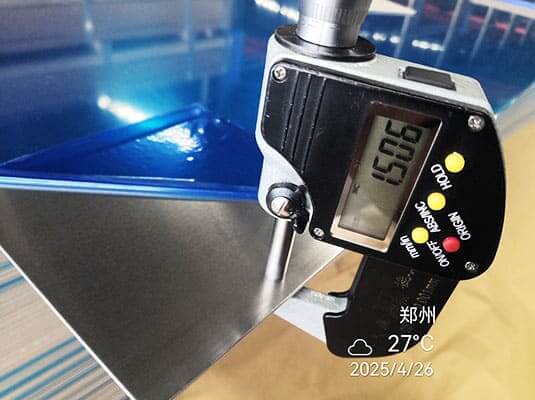
5086 Mesure de l'épaisseur de la plaque d'aluminium H116
III. Le tempérament H116: Ingénierie spécifique à la marine 5086
3.1 Un tempérament né de l'expérience opérationnelle
La spécification de trempe H116 pour les alliages d'aluminium marins n'est pas issue de la science théorique des matériaux - elle est issue d'un historique documenté de ruptures prématurées par corrosion dans des navires construits à partir d'alliages 5xxx dans des états qui satisfaisaient aux spécifications de propriétés mécaniques mais manquaient du contrôle microstructural nécessaire pour résister aux mécanismes de corrosion spécifiques de l'eau de mer..
Exfoliation du bordé de coque, fissuration par corrosion sous contrainte dans les joints soudés, et l'attaque intergranulaire dans des tôles légèrement sensibilisées lors de la fabrication ont toutes contribué à la reconnaissance par l'industrie que l'aluminium marin avait besoin d'une désignation de trempe spécifiquement conçue pour résister à la corrosion., pas seulement autour de la force.
Le résultat — codifié dans ASTM B928 (publié pour la première fois 2004, régulièrement révisé) — définit H116 comme une condition d'écrouissage pour les alliages de la série 5xxx contenant ≥3 % de magnésium, spécialement conçus pour fournir une résistance à la corrosion par exfoliation et à la fissuration par corrosion sous contrainte..
La norme impose des tests de sensibilisation sur chaque lot de production, faisant du H116 le seul revenu d'aluminium dans la production commerciale de routine où les tests de corrosion sont une exigence obligatoire d'acceptation du lot plutôt qu'un test supplémentaire facultatif.
3.2 Voie de production H116: Travail à froid contrôlé
Produire 5086 H116 nécessite un contrôle précis de la réduction à froid appliquée après le laminage à chaud – un pourcentage qui permet d'atteindre simultanément trois objectifs qui seraient normalement en tension: résistance à la traction adéquate (UTS ≥270 MPa), ductilité adéquate (allongement ≥10%), et la structure de dislocation spécifique qui perturbe la couverture continue des joints de grains en phase bêta.
La discipline thermique critique pendant le laminage à froid H116 consiste à maintenir la température de la plaque en dessous de 65°C tout au long des passes de réduction à froid..
Le laminage à froid génère de la chaleur par déformation plastique, et sans application adéquate de liquide de refroidissement ni refroidissement entre les passes, la chaleur de roulement à elle seule peut conduire la plaque dans la plage de sensibilisation - une excursion de processus qui produirait des propriétés mécaniques trempées par le H116 dans un matériau qui a déjà commencé la précipitation aux limites des grains que le H116 est conçu pour empêcher.
3.3 Comparaison 5086 Caractères: Les distinctions critiques pour le milieu marin
| Caractère | Définition | NAMLT requis | Résistance à l'exfoliation | Résistance au CSC | Utilisation marine |
|---|---|---|---|---|---|
| O | Entièrement recuit | Non | Pauvre | Pauvre | Formage profond uniquement; pas pour l'immersion dans l'eau de mer |
| H32 | Trempé sous contrainte + recuit partiel | Non | Modéré | Modéré | Pas de qualité marine — structure générale uniquement |
| H34 | Trempé sous contrainte + recuit partiel (plus haut) | Non | Modéré | Modéré | Pas de qualité marine |
| H116 | Trempé sous contrainte; sous contrôle maritime | Oui (≤15mg/cm²) | Excellent | Excellent | Spécification structurelle marine principale |
| H321 | Trempé sous contrainte + stabilisé | Oui (≤15mg/cm²) | Excellent | Excellent | Alternative au H116; plaque >38 millimètre |
| H112 | Tel que fabriqué; propriétés contrôlées | Non | Non testé | Non testé | Applications structurelles non marines |
3.4 Propriété mécanique de qualité marine 5086 Plaque d'aluminium H116
| Propriété | Valeur | Norme d'essai | Demande de conception |
|---|---|---|---|
| UTS (minimum) | 270 MPa (39 ksi) | ASTM E8 | Résistance des panneaux de coque; conception des éléments structurels |
| Limite d'élasticité (0.2%) (min) | 193 MPa (28 ksi) | ASTM E8 | Limite de conception élastique; évaluation du flambage |
| Élongation (min) | 10% | ASTM E8 | Réserve de ductilité pour le formage et tolérance aux chocs |
| Résistance au cisaillement (typique) | ~165 MPa | - | Conception de rivets et de cisailles à souder |
| Dureté Brinell (typique) | 60–75 HB | ASTM E10 | Vérification de l'humeur; inspection à l'arrivée |
| Résistance à la fatigue (non soudé, 5×10⁸) | ~117 MPa | ASTM E466 | Évaluation de la fatigue du métal parent |
| Résistance à la fatigue (joint soudé) | ~45-62 MPa | Eurocode 9/DNV | Critère de conception régissant les coques marines |
| Impact Charpy (−40°C) | >15 J. | ASTM E23 | Qualification service climat froid |
| Module d'élasticité | 70.3 GPa | - | Calculs de flèche et de rigidité |
IV. Processus de fabrication de qualité marine 5086 Plaque d'aluminium H116
4.1 De la fonte à la certification marine: La séquence de production
Agréé 5086 La plaque marine H116 nécessite un contrôle discipliné du processus sur six étapes de fabrication, parce que la fonction principale de la trempe H116 – la résistance à la corrosion grâce à une microstructure contrôlée – peut être détruite par une seule excursion thermique ou une réduction à froid inadéquate à tout moment de la séquence..
Ce qui suit retrace le processus de production depuis la préparation de l'alliage jusqu'à la certification.
4.2 Préparation des alliages et coulée DC
Le 5086 la fonte est préparée en combinant de l'aluminium primaire (≥99,7 % Al) avec des ajouts de magnésium métallique précisément pesés (atteindre l'objectif de 3,5 à 4,5 % de Mg) et alliage maître de manganèse (0.20–0,70% Mn cible).
Ajout de chrome (0.05–0,25% Cr) nécessite un contrôle minutieux - trop peu sacrifie la fonction de stabilisation des joints de grains; trop de risques risquent la formation de précipités porteurs de chrome pouvant fragiliser l'alliage. Spectrométrie d'émission optique (OES) vérifie la chimie de la matière fondue à partir d'échantillons de poche avant chaque coulée.
Refroidissement direct (CC) la coulée semi-continue produit des brames roulantes généralement d'une épaisseur de 400 à 550 mm et d'une largeur de 1 000 à 2 000 mm.
Le taux de solidification contrôlé du procédé DC produit une fine, microstructure relativement uniforme avec des gradients de composition gérables - supérieure à la plus grossière, structure plus séparée produite par des méthodes de coulée continue.
Pour la production de plaques marines, Le moulage DC est la voie de production requise; producteurs tentant de couler en continu 5086 pour les applications marines ne peut pas atteindre l'uniformité microstructurale requise pour des performances de corrosion H116 constantes.
4.3 Homogénéisation: Construire la fondation microstructurelle
L'homogénéisation à 460-510°C pendant 8-18 heures remplit trois fonctions simultanément pour 5086 dalles:
Élimination de la ségrégation: La solidification produit des gradients de composition à travers les espacements des dendrites (généralement 50 à 200 μm). Le maintien à température élevée permet la diffusion pour redistribuer le magnésium, manganèse, et le chrome dans une distribution plus uniforme, garantissant des propriétés constantes dans toute l’épaisseur de la plaque.
Précipitations dispersoïdes: Pendant un refroidissement lent à partir de la température d'homogénéisation, Particules dispersoïdes Al₆Mn et Al₁₂Mg₂Cr (0.05–0,5 μm) nucléer et grandir. Ces particules sont les agents microstructuraux responsables de l'inhibition de la recristallisation pendant le laminage à chaud et de la croissance des grains pendant le recuit – contrôlant directement la structure granulaire finale de la plaque H116..
Dissolution en phase hors équilibre: Tel que moulé 5086 contient des phases intermétalliques métastables riches en magnésium aux limites des dendrites. L'homogénéisation les dissout en solution solide, préparer une microstructure de départ uniforme pour le laminage à chaud.
4.4 Laminage à chaud: Réduction de l'épaisseur des bâtiments grâce au contrôle microstructural
Après homogénéisation, dalles scalpées (surface usinée pour retirer les 10 à 20 mm extérieurs séparés) sont préchauffés à 430-500°C et laminés à chaud.
Le programme de passes de laminage à chaud réduit la dalle d'environ 400 à 550 mm à l'épaisseur de bande chaude de généralement 3 à 20 mm grâce à une séquence de passes de claquage. (forte réduction par passage, haute température) et passes de finition (plus petite réduction, température de sortie contrôlée).
La température de sortie du laminage à chaud — la température à laquelle la bande quitte la cage de laminage finale — est particulièrement importante pour 5086 Production H116.
Si la température de sortie est trop élevée (au-dessus d'environ 320°C), la bande recristallise largement en une structure à gros grains qui produit un fini de surface inférieur dans le produit final.
Si la température de sortie est trop basse (en dessous d'environ 220°C), une recristallisation incomplète laisse une structure partiellement travaillée qui provoque des propriétés variables après un recuit ultérieur.
Pour une cohérence 5086 Propriétés H116, la plupart des producteurs visent des températures de sortie de 250 à 310°C avec un contrôle de ±20°C sur toute la largeur de la bande.
4.5 Laminage à froid jusqu'à l'état H116
Après refroidissement par bande chaude en dessous de 100°C (assurer aucune sensibilisation pendant la transition), le laminage à froid applique la réduction contrôlée qui définit H116.
La discipline de production lors du laminage à froid englobe trois exigences simultanées:
- Contrôle de réduction: Atteindre le pourcentage de réduction spécifique (propriété de chaque producteur, généralement 5 à 20 % pour 5086 H116) qui produit UTS ≥270 MPa, YS ≥193 MPa, allongement ≥10%, et densité de luxation suffisante pour NAMLT ≤15 mg/cm²
- Contrôle de la température: Maintenir à tout moment la température de la plaque en dessous de 65°C — vérifiée par des thermomètres à contact situés du côté sortie de chaque passe de laminage à froid.
- Gestion des lubrifiants: Appliquer de l'huile de roulement uniformément pour contrôler la friction, génération de chaleur, et propreté de la surface : un excès de lubrifiant contribue à la contamination de la surface par des hydrocarbures qui compromet l'adhérence ultérieure du revêtement.
4.6 Intégration du contrôle qualité: Tests de sensibilisation au stade de la production
ASTM B928 exige que chaque lot de production de 5086 Le H116 subit les tests NAMLT avant sa sortie. Un «lot» est défini comme toutes les tôles du même alliage, caractère, et épaisseur produites à partir de la même pièce moulée (chaleur) dans la même séquence de roulement.
L'implication pratique pour les grands laminoirs produisant plusieurs lots simultanément est que les tests NAMLT peuvent représenter un temps de cycle de certification significatif – ajoutant généralement 2 à 3 jours ouvrables aux calendriers de livraison..
Les équipes d'approvisionnement doivent intégrer ce calendrier dans les calendriers de livraison des matériaux du chantier naval plutôt que de faire pression sur les fournisseurs pour qu'ils soient libérés avant la certification..
La séquence de tests de contrôle qualité de la production avant la sortie de la plaque:
- Composition chimique (par OES): Chaque chaleur → accepter/rejeter par rapport à ASTM B209 / EN 573-3 limites
- Essais de traction (ASTM E8): Chaque lot → UTS, Oui, allongement par rapport aux minimums H116
- NAMLT (ASTM G67): Chaque lot → perte de masse ≤15 mg/cm²
- Dureté (Brinell): Chaque lot (vérification ponctuelle) → Confirmation de la plage HB 60–75
- Contrôle dimensionnel: Chaque plaque → épaisseur, largeur, longueur, platitude, courbure
- Tests par ultrasons (ASTMB594): Comme spécifié → détection de stratification interne et d'inclusion
V. Propriétés physiques et mécaniques: Le profil complet
5.1 Comparaison des propriétés structurelles: 5086 H116 contre. Alternatives clés
Comprendre la qualité marine 5086 La plaque d'aluminium H116 isolée est moins utile que de la comprendre dans son contexte.
Les positions de comparaison suivantes 5086 H116 par rapport à ses alternatives marines les plus courantes dans les propriétés qui régissent les décisions de conception structurelle:
| Propriété | 5086-H116 | 5083-H116 | 5052-H32 | 6061-T6 |
|---|---|---|---|---|
| UT min (MPa) | 270 | 303 | 228 | 310 |
| YS min (MPa) | 193 | 214 | 193 | 276 |
| Allongement min. (%) | 10 | 10 | 12 | 8 |
| Densité (g/cm³) | 2.66 | 2.66 | 2.68 | 2.70 |
| E (GPa) | 70.3 | 70.3 | 70.3 | 68.9 |
| HAZ YS (typ., MPa) | ~105 | ~115 | ~90 | ~ 160 (Équiv. T4) |
| Rayon de courbure minimum (3plaque de mm) | ~1,5t | ~2t | ~1t | ~2,5t |
| Corrosion de l'eau de mer | Excellent | Excellent | Très bien | Modéré |
| Risque de sensibilisation | Faible-modéré | Modéré | Très faible | N / A |
| ASTM B928 requis | Oui | Oui | Non | Non |
La ligne de limite d'élasticité HAZ révèle l'un des avantages sous-estimés du 5086: ses propriétés HAZ des joints soudés, tout en étant inférieur à la plaque parentale, se compare favorablement aux valeurs HAZ du 5083, car la limite d'élasticité de départ plus faible se traduit par un rapport d'efficacité du joint HAZ plus favorable..
Pour un panneau structurel où l'efficacité des joints soudés (HAZ YS / parent YS) régit la conception, 5086 atteint environ 54% efficacité conjointe contre environ 54% pour 5083 — essentiellement équivalent.
Cependant, le niveau de stress absolu dans le 5086 Haz (~105 MPa) est inférieur, ce qui signifie que pour une charge structurelle donnée, 5086 Les connexions HAZ nécessitent une plaque légèrement plus épaisse ou un espacement des raidisseurs plus étroit que l'équivalent 5083 relations.

5086 Plaque en aluminium H116 pour coques de voiliers
5.2 Propriétés physiques pour la conception marine
| Propriété | Valeur | Unité | Implication dans la conception marine |
|---|---|---|---|
| Densité | 2.66 | g/cm³ | 34% en acier; permet une construction de coque légère |
| Module d'élasticité | 70.3 | GPa | Inférieur à l'acier; régit la déflexion dans les grands panneaux |
| Module de cisaillement | 26.4 | GPa | Rigidité en torsion; conception du flambage par cisaillement des panneaux |
| Coefficient de dilatation thermique | 23.8 | µm/m·°C | Exigence de conception des joints thermiques entre les régions tropicales et arctiques |
| Conductivité thermique | 127 | W/m·K | Répartition de la chaleur; analyse technique incendie |
| Conductivité électrique | 31 | % SIGC | Conception de distribution de courant de protection cathodique |
| Plage de fusion | 585–641 | °C | Sécurité incendie: inférieur à l'acier; protection passive nécessaire |
| La capacité thermique spécifique | 900 | J / kg · k | Masse thermique pour les calculs de durée d'incendie |
La densité de 2.66 g/cm³ est le nombre qui détermine en fin de compte l'analyse de rentabilisation en faveur de l'aluminium par rapport à l'acier dans la plupart des applications marines..
Traduire cela en une comparaison du poids structurel de la coque: un 5086 Le panneau de coque H116, dont la rigidité en flexion est équivalente à celle d'un panneau en acier marin, pèse environ 45 à 55 % du poids du panneau en acier..
Sur un bateau de plaisance de 15 mètres, cette économie de poids de 600 à 900 kg dans la structure de la coque réduit directement la consommation de carburant d'environ 15 à 22 % à vitesse de croisière — une économie opérationnelle substantielle sur une durée de vie du navire de 20 à 30 ans.
5.3 Formabilité: 5086Le différenciateur concurrentiel de
5086 L'avantage de formabilité du H116 par rapport 5083 H116 n'est pas subtil — c'est la principale raison technique de spécifier 5086 lorsqu'une géométrie de coque complexe est requise.
Le mécanisme derrière l’avantage est simple: 5086la faible teneur en magnésium (3.5–4,5% contre. 4.0–4,9% pour 5083) produit une limite d'élasticité inférieure, et une limite d'élasticité inférieure se traduit directement par une meilleure formabilité à froid car la contrainte requise pour déformer plastiquement le matériau est inférieure par rapport à sa contrainte de rupture..
Comparaison du rayon de courbure minimum (épaisseur du matériau 4 millimètre):
| Direction du pliage | 5086-H116 | 5083-H116 | Avantage |
|---|---|---|---|
| Transversal au sens de roulement | 1.5t (6 millimètre) | 2t (8 millimètre) | 5086: 25% rayon plus serré |
| Parallèle au sens de roulement | 2t (8 millimètre) | 2.5t (10 millimètre) | 5086: 20% rayon plus serré |
Pour la construction de coque impliquant des angles d'inclinaison prononcés, dessus évasé, sections d'arc courbées à poulies, et virages de cale à rayon serré, cet avantage en termes de formabilité est décisif sur le plan opérationnel.
Les fabricants travaillant avec 5086 H116 rapporte 30 à 40 % d'incidents de fissuration en moins lors du pliage à froid des cadres de coque et des panneaux de coque par rapport à l'équivalent 5083 Opérations H116 — une amélioration de la qualité et de la productivité qui compense largement la modeste différence de coût des matériaux entre les deux alliages.
5.4 Propriétés de calcul en fatigue pour les structures marines
Les propriétés de fatigue des joints soudés de 5086 H116 suit le même Eurocode 9 / Cadre de courbe DNV S-N comme 5083 H116, étant donné que les deux sont des alliages d'aluminium soudés et que les performances en fatigue des joints soudés dépendent principalement de la géométrie et de la qualité de la soudure plutôt que de l'alliage spécifique:
| Détail structurel | Catégorie de détail Δσ_C (MPa) | Emplacement représentatif de la coque |
|---|---|---|
| Plaque parentale, éloigné des soudures | 70 | Panneau central, loin des raidisseurs |
| Soudure bout à bout à pénétration totale (qualité A) | 40–50 | Articulations longitudinales des listons de coque |
| Soudure bout à bout à pénétration totale (qualité B) | 35–45 | Ossature et joints transversaux |
| Terminaison de raidisseur — avec support | 28–35 | Connexions d'extrémité de cadre |
| Terminaison de raidisseur — sans support | 20–28 | Terminaisons courtes du raidisseur |
| Soudure d'angle, articulation cruciforme | 25–32 | Fixation du matériel de pont |
Surtout, 5086 et 5083 les joints soudés dans la même catégorie de détail offrent une durée de vie équivalente à des plages de contraintes équivalentes.
Le choix entre les deux alliages n’affecte pas de manière significative le résultat de la conception en fatigue, à condition que la qualité de la soudure et la géométrie des détails soient équivalentes.
Cette équivalence signifie que les concepteurs peuvent librement substituer 5086 pour 5083 dans les applications structurelles régies par la fatigue sans repenser les détails de soudure — une simplification pratique importante.

Emballage d'exportation de qualité marine 5086 Plaque d'aluminium H116
VI. Performances en matière de corrosion marine: Analyse scientifique
6.1 5086La position électrochimique de l'eau de mer
Qualité marine 5086 La plaque d'aluminium H116 dans l'eau de mer développe un potentiel naturel de circuit ouvert (OCP) d'environ -0,85 V par rapport à l'électrode au calomel saturée (SCÉ) — légèrement plus noble (positif) que 5083 (environ −0,87 V), reflétant la teneur légèrement inférieure en magnésium.
Cette petite différence est pratiquement insignifiante pour la plupart des objectifs de conception marine., car les deux alliages occupent la même position générale dans la série galvanique et répondent de la même manière aux mêmes systèmes de protection cathodique.
Le film passif sur 5086 dans l'eau de mer est un mince (2–8 nm), couche d'oxyde d'aluminium amorphe qui se forme spontanément lors d'une exposition à des environnements contenant de l'oxygène et se maintient grâce à un équilibre dynamique de dissolution et de repassivation.
La mesure de performance clé est la potentiel de piqûres — le potentiel électrochimique au-dessus duquel les piqûres se nucléent — et le potentiel de piqûre du 5086 dans l'eau de mer à 25 °C tombe à environ −0,65 à −0,75 V par rapport au SCE.
Depuis l'OCP naturelle (−0,85 V) est nettement plus négatif que le potentiel de piqûres, 5086 dans un service normal d'eau de mer, fonctionne avec environ 100 à 200 mV de protection cathodique à partir de son propre potentiel de masse - un tampon d'autoprotection qui fournit une résistance de base à la nucléation des piqûres.
6.2 Les trois modes de corrosion critiques et les mécanismes de défense du 5086
Corrosion exfoliante: La défense primaire H116
L'exfoliation attaque les alliages 5xxx à travers l'allongement, joints de grains en forme de crêpe produits par laminage - la pénétration intergranulaire de l'eau de mer soulève progressivement les couches de plaques successives le long des plans de roulement, créant la caractéristique cloquée, aspect délaminant qui donne son nom à l'exfoliation.
Le mécanisme nécessite trois conditions simultanément: un réseau limite de grains sensibilisé (couverture continue en phase bêta); un électrolyte (eau de mer) capable de pénétrer dans la limite des grains; et la contrainte géométrique des grains allongés qui force l'expansion du produit de corrosion à s'exprimer sous forme de délaminage intercouche plutôt que d'attaque générale dispersée.
5086 H116 attaque ce mécanisme dès sa première condition préalable. En contrôlant la réduction à froid pour produire un, distribution de phase bêta aux limites de grains discontinues, Le tempérament H116 supprime le chemin intergranulaire continu dont l'eau de mer a besoin pour une exfoliation progressive..
En plus, 5086la faible teneur en magnésium (contre 5083) signifie que même sans contrôle de température H116, la phase bêta des limites de grains a tendance à se former plus lentement et selon un schéma plus discontinu, ce qui offre une marge de sécurité supplémentaire qui explique pourquoi 5086 en trempe H32 présente une meilleure résistance à l'exfoliation que 5083 en tempérament H32, même si aucun des deux ne répond aux exigences de certification ASTM B928.

Pont de navire utilisé 5086 Plaque d'aluminium H116
Crackage de corrosion des contraintes (CSC): Où 5086 Surperforme 5083
Le SCC combine une contrainte de traction soutenue avec un environnement corrosif actif pour propager des fissures à des intensités de contrainte bien inférieures à la ténacité d'un matériau non contraint..
En alliages 5xxx sensibilisés, le film en phase bêta à joint de grain continu permet la propagation des fissures par dissolution anodique. 5086 La résistance au SCC du H116 bénéficie de deux mécanismes de renforcement: la perturbation par le revenu H116 de la phase bêta continue des limites de grains (idem pour l'exfoliation), et la cinétique de sensibilisation intrinsèquement plus lente de la teneur plus faible en magnésium.
Données publiées sur les tests SCC à long terme de 5086 H116 démontre une résistance à la fissuration à des niveaux de contrainte soutenus jusqu'à 60% de la limite d'élasticité lors d'essais d'immersion alternatifs (ASTM G44) — supérieur à 5083 H116 (généralement résistant à environ 50% de la limite d'élasticité) et nettement supérieur au matériau sensibilisé H32 (qui peut se fissurer à 20-25 % de la limite d'élasticité).
Pour les structures de coque supportant des contraintes de soudage résiduelles de 30 à 50 MPa, cette marge de résistance SCC est adéquate pour un service maritime normal, mais pas illimitée. Toute contrainte de traction soutenue combinée à un environnement thermique favorisant la sensibilisation mérite une attention technique.
Corrosion piquante: L'attaque de base de l'eau de mer
Les piqûres démarrent aux sites où le film passif est le plus faible: interfaces particules-matrices intermétalliques, points d'émergence aux limites des grains, et des rayures de surface qui exposent de l'aluminium frais.
Pour la qualité marine 5086 Plaque d'aluminium H116, les sites d'initiation des piqûres dominants sont les particules intermétalliques Al₃Fe et Al₆Mn, qui sont cathodiques à la matrice d'aluminium et créent des cellules galvaniques locales qui dissolvent l'aluminium environnant.
La limite d'impureté de fer de ≤0,50 % pour 5086 (contre ≤0,40% pour 5083) signifie que 5086 peut en principe contenir plus de particules d’Al₃Fe – un inconvénient mineur en matière de résistance à la corrosion par rapport à 5083. En pratique, la plupart de qualité marine 5086 les producteurs détiennent le fer en dessous 0.30%, rendant cette différence théorique négligeable.
Données de test d'immersion à long terme pour 5086 dans l'eau de mer synthétique (ASTM D1141) démontre des profondeurs moyennes de fosses de 0,10 à 0,25 mm après 5 ans — un taux de corrosion de 0,02 à 0,05 mm/an qui s'adapte confortablement à la réserve d'épaisseur de plaque disponible dans le placage de coque marine.
VII. Applications marines et types de navires
7.1 Bateaux de loisirs et de sport: Le domaine d'application dominant
Le marché de la navigation de plaisance représente la plus grande proportion du marché. 5086 Consommation H116 dans le monde, motivé par la combinaison exceptionnelle de formabilité de l’alliage, résistance à la corrosion par l'eau de mer, et efficacité pondérale pour les types et tailles de navires qui dominent la construction récréative (6–18 m LHT).
Bateaux de pêche hauturière en aluminium dans la gamme de 6 à 12 m représentent l'archétype 5086 Application H116. Ces navires ont besoin de coques à courbes composées avec un deadrise prononcé (généralement 18-24°) et étraves évasées pour la tenue en mer au large, résistance à la corrosion par l'eau de mer pour les surfaces supérieures qui ne peuvent pas être peintes pendant des années entre les rénovations, et une résistance structurelle adéquate pour le service offshore sans poids excessif qui compromettrait les performances avec des groupes motopropulseurs hors-bord ou à propulsion plus petits.. Qualité marine 5086 La plaque d'aluminium H116 d'un calibre de 3,0 à 5,0 mm répond simultanément aux trois exigences.
Coques de voiliers présentent certains des défis géométriquement les plus complexes dans la construction de bateaux en aluminium – les quilles balayées, sections de traverse incurvées, dessus évasé, et tumblehome prononcé nécessitent tous une courbure à rayon serré qui 5086 gère de manière plus fiable que 5083. En plus, les charges structurelles des voiliers sont généralement inférieures aux charges des bateaux à moteur de longueur équivalente (pas de claquement; vitesse inférieure), faire le 10% différence de limite d'élasticité entre 5086 et 5083 structurellement non pertinent pour la plupart des applications de voiliers. Les constructeurs de voiliers en aluminium expérimentés, notamment des spécialistes en Europe et en Nouvelle-Zélande, spécifient systématiquement 5086 H116 pour les topsides et la structure hors de la ligne de flottaison, réserver 5083 H116 pour les zones de fixation de la quille et la ligne de flottaison/le bordé de fond où les exigences structurelles justifient la résistance supplémentaire.
Bateaux à console centrale et walkaround (7–10 m) Bénéficiez de la formabilité du 5086 lors de la production des structures de console à parois profondes, entoure la boîte à poisson, et sections de franc-bord qui définissent ces types de coque. Les constructeurs signalent beaucoup moins de réparations de soudures dues à des fissures lors du formage de ces profils complexes lors de l'utilisation 5086 H116 contre 5083 H116 — une économie directe sur les coûts de production qui compense largement toute prime mineure sur le coût des matériaux.
7.2 Bateaux de travail commerciaux: Combiner performance structurelle et formabilité
Bateaux de travail commerciaux — la pratique, navires utilitaires qui desservent les plates-formes offshore, équipe de transfert, mener des enquêtes, et soutenir les opérations portuaires — représentent le deuxième grand domaine de consommation des 5086 H116.
Navires de transfert d'équipage (CTVS) pour la maintenance des parcs éoliens offshore, démontrer le plus clairement la stratégie d'optimisation de la sélection des alliages. Un typique 24 La conception de la coque du m CTV utilise souvent 5083 H116 (6–8 mm) pour le bordé de fond – où les charges de claquement dues à l'accès répété des turbines à des états de mer faibles imposent des contraintes cycliques élevées – et 5086 H116 (5–6mm) pour panneaux de dessus et de superstructure, où la demande structurelle plus faible permet un alliage plus formable et où la géométrie complexe du logement de l'équipage bénéficie de la capacité de rayon de courbure plus serrée du 5086.
Bateaux-pilotes et embarcations de services portuaires (12–22 m) présentent des conditions particulièrement favorables pour 5086 H116: charges structurelles modérées (opération de déplacement plutôt que de rabotage dans la plupart des cas), formes de coque complexes typiques de la conception à déplacement à cale ronde, et l'arrosage régulier des surfaces à l'eau douce qui caractérise l'entretien des navires portuaires.. Le risque de sensibilisation plus faible 5086 H116 contre 5083 est un avantage secondaire pour les navires portuaires soumis au nettoyage à la vapeur du pont - une exposition potentielle à la température de sensibilisation qui est totalement absente des spécifications des alliages de construction de coque dans la plupart des chantiers navals.
7.3 Structures Marines et Applications Offshore
Au-delà des coques de bateaux elles-mêmes, 5086 La plaque H116 est largement utilisée dans les applications structurelles marines où la résistance à la corrosion et la légèreté de l'aluminium sont valorisées mais où les performances structurelles maximales sont secondaires.:
Quais et pontons flottants pour marina utiliser 5086 H116 pour leur résistance exceptionnelle à la corrosion dans l’environnement agressif des eaux des marinas (niveaux de pollution élevés provenant des déversements de carburant, ruissellement de peinture antisalissure, et contamination organique provenant des navires à quai). Les exigences structurelles inférieures de la construction de quais flottants rendent inutile la résistance supplémentaire du 5083., tandis que la formabilité du 5086 simplifie la fabrication des formes de ponton et des supports de connexion qui caractérisent les systèmes de quai de marina.
Passerelles pour plateformes offshore, mains courantes, et grilles — lorsque la fonction principale est la résistance à la corrosion et la sécurité du personnel plutôt que le transport de charges structurelles — utiliser 5086 H116 pour sa combinaison de résistance adéquate (suffisant pour le chargement sur la passerelle selon les codes applicables), excellente résistance à la corrosion sans peinture (réduire la maintenance dans les sites offshore éloignés), et léger (réduisant le poids mort imposé à la structure supérieure de la plate-forme).
Passerelles et rampes d'accès pour le transfert navire-plate-forme et navire-terre présentent des exigences de formabilité qui favorisent 5086: les sections articulées, rails de guidage incurvés, et les plates-formes d'atterrissage inclinées des systèmes de passerelles modernes nécessitent des opérations de pliage où le rayon de courbure minimum plus serré du 5086 permet des conceptions qui nécessiteraient un pré-recuit de 5083.
Alors que 5083 Le H116 domine les principales applications structurelles de coque dans la construction de navires militaires, 5086 Le H116 trouve une utilisation substantielle dans la structure secondaire et la superstructure des navires militaires:
Panneaux et enceintes de superstructure sur les patrouilleurs rapides et les navires de soutien bénéficient de la formabilité du 5086 lors de la production du non plan, surfaces incurvées qui caractérisent l'esthétique de la superstructure des navires militaires modernes (conçu pour une section efficace radar réduite). Les architectes navals qui conçoivent selon des critères de furtivité spécifient des courbes, panneaux de superstructure inclinés qui mettent au défi les fabricants travaillant avec 5083; le passage à 5086 pour ces éléments améliore considérablement les taux de réussite de fabrication au premier passage.
Navire de lutte contre les mines (MCMV) structure auxiliaire — panneaux non structurels, séparateurs d'hébergement internes, carters de machines de pont — utilisations fréquentes 5086 H116 où la réduction du poids et la résistance à la corrosion sont importantes mais où les performances structurelles maximales ne comptent pas. L'exigence non magnétique qui pousse la sélection des matériaux de coque du MCMV vers l'aluminium (ou PRV) s'applique également à la structure secondaire, fabrication 5086 un ajustement naturel.
Construction combinée d'embarcations amphibies les stratégies emploient de plus en plus 5086 H116 pour les dessus, panneaux latéraux de rampe, et structure du compartiment de l'équipage, réserver 5083 H116 pour la coque inférieure et les cadres structurels qui supportent les charges concentrées du chargement des véhicules lors des opérations d'atterrissage sur la plage.
XIII. Normes de qualité, Essai, et certification
Qualité marine certifiée 5086 La plaque d'aluminium H116 s'inscrit dans un cadre de normes complémentaires qui traitent de la composition, propriétés, sensibilisation, et documentation:
| Standard | Organisme émetteur | Portée | Exigence critique pour 5086 |
|---|---|---|---|
| ASTMB928 | ASTM International | 5xxx alliages pour le service maritime | NAMLT ≤15 mg/cm² sur chaque lot |
| ASTM B209 | ASTM International | Feuille et plaque d'aluminium: dimensions et propriétés | Composition chimique; propriétés mécaniques |
| ASTM G67 | ASTM International | Test de sensibilisation NAMLT | Procédure de test pour la conformité B928 |
| ASTM G66 | ASTM International | Test d'exfoliation ASSET | Évaluation visuelle de la résistance à l'exfoliation |
| EN 485 | CEN | Feuille/plaque européenne: dimensions et tolérances | Cadre de tolérance dimensionnelle |
| EN 573-3 | CEN | Normes européennes de composition des alliages | 5086 limites de composition |
| MIL-DTL-24093 | Département de la Défense américain | Aluminium marin militaire | Qualification matérielle des navires de guerre |
| EN 10204 | CEN | Types de certificats de matériaux | 3.1 / 3.2 documents de certification |
IX. Conclusion
La conclusion la plus importante de cet examen approfondi est de recadrer la façon dont Marine Grade 5086 La plaque d'aluminium H116 est perçue. Trop souvent décrit comme « l’alternative la moins solide au 5083 pour les applications où une résistance réduite est acceptable," Qualité Marine 5086 La plaque d'aluminium H116 est plus précisément comprise comme le choix de matériau de précision pour les applications où une formabilité supérieure, résistance à la corrosion marine équivalente à long terme dans un état certifié H116, et une robustesse de sensibilisation légèrement meilleure se combinent pour fournir de meilleurs résultats d'ingénierie que 5083 H116 réaliserait.
Les applications qui bénéficient spécifiquement de 5086 Les H116 sont nombreux et commercialement significatifs: bateaux de plaisance en aluminium aux formes de coque complexes (le secteur le plus important en termes de consommation d'aluminium marin), coques et dessus de voiliers, structure secondaire pour bateau de travail commercial, structures en aluminium pour plate-forme offshore, stratégies de construction de coques en alliages mixtes, et le marché des navires électriques à batterie en pleine expansion. Dans toutes ces applications, 5086 H116 n'est pas une solution de repli : c'est la bonne réponse technique.
Processus de production de moulage et son introduction
Le but de la fusion et de la coulée est de produire des alliages avec une composition satisfaisante et une grande pureté de fusion, afin de créer des conditions favorables pour la coulée d'alliages de formes diverses.
Étapes du processus de fusion et de coulée: mise en lots --- alimentation --- fusion --- remuer après la fonte, élimination des scories --- échantillonnage pré-analyse --- ajout d'alliage pour ajuster la composition, en remuant --- raffinage --- Réglage statique——Guide de coulée du four.
Processus de production de laminage à chaud et son introduction
- 1. Le laminage à chaud fait généralement référence au laminage au-dessus de la température de recristallisation du métal;
- 2. Pendant le processus de laminage à chaud, le métal subit à la fois des processus de durcissement et de ramollissement. En raison de l'influence de la vitesse de déformation, tant que le processus de récupération et de recristallisation est trop tard, il y aura un certain durcissement au travail;
- 3. La recristallisation du métal après laminage à chaud est incomplète, c'est, la coexistence d'une structure recristallisée et d'une structure déformée;
- 4. Le laminage à chaud peut améliorer les performances de traitement des métaux et des alliages, réduire ou éliminer les défauts de moulage.
- 1. La température de coulée et de laminage est généralement comprise entre 680°C et 700°C. Plus c'est bas mieux c'est, la ligne de coulée et de laminage stable s'arrête généralement une fois par mois ou plus pour se remettre en place. Pendant le processus de fabrication, il est nécessaire de contrôler strictement le niveau de liquide du réservoir avant pour éviter un niveau de liquide bas;
- 2. La lubrification utilise de la poudre C avec une combustion incomplète du gaz pour la lubrification, qui est également l'une des raisons de la saleté de la surface des matériaux de coulée et de laminage;
- 3. La vitesse de production est généralement comprise entre 1,5 m/min et 2,5 m/min;
- 4. La qualité de surface des produits issus du moulage et du laminage est généralement relativement faible, et ne peut généralement pas répondre aux produits avec des exigences de performances physiques et chimiques particulières.
- 1. Le laminage à froid fait référence à la méthode de production de laminage en dessous de la température de recristallisation;
- 2. Il n'y aura pas de recristallisation dynamique pendant le processus de laminage, et la température montera jusqu'à la température de récupération au plus, et le laminage à froid apparaîtra dans un état d'écrouissage, et le taux d'écrouissage sera important;
- 3. La tôle et la bande laminées à froid ont une précision dimensionnelle élevée, bonne qualité de surface, structure et performances uniformes, et des produits dans divers états peuvent être obtenus avec un traitement thermique;
- 4. Le laminage à froid permet de dérouler de fines bandes, mais en même temps, il présente les inconvénients d'une forte consommation d'énergie pour la déformation et de nombreuses passes de traitement.
- 1. La finition est une méthode de traitement pour que la tôle laminée à froid réponde aux exigences du client, ou pour faciliter le traitement ultérieur du produit;
- 2. L'équipement de finition peut corriger les défauts produits dans le processus de production de laminage à chaud et à froid, comme le bord fissuré, huileux, mauvaise forme de l'assiette, contrainte résiduelle, etc.. Il doit s'assurer qu'aucun autre défaut n'est introduit dans le processus de production;
- 3. Il existe divers équipements de finition, principalement transversaux, fendre, étirement et redressement, four de recuit, glisser, etc..

Processus de moulage et de laminage
Processus de moulage et de laminage: métal liquide, boîte avant (contrôle du niveau de liquide), machine de coulée et de laminage (Système de lubrification, eau de refroidissement), machine à cisailler, bobineuse.
Processus de production de laminage à froid

Introduction au processus de production de finition
L'alliage d'aluminium a les caractéristiques de faible densité, bonnes propriétés mécaniques, bonne performance de traitement, non toxique, facile à recycler, excellente conductivité électrique, transfert de chaleur et résistance à la corrosion, il a donc un large éventail d'applications.
Aérospatial: utilisé pour fabriquer des peaux d'avions, cadres de fuselage, poutres, rotors, hélices, réservoir d'essence, panneaux muraux et jambes de train d'atterrissage, ainsi que des anneaux de forgeage de fusée, panneaux muraux pour engins spatiaux, etc..

Alliage d'aluminium utilisé pour l'aérospatiale
Transport: utilisé pour les matériaux de structure de carrosserie d'automobiles, véhicules de métro, voitures de chemin de fer, voitures particulières à grande vitesse, Portes et fenêtres, étagères, pièces de moteur automobile, climatiseurs, radiateurs, panneaux de carrosserie, roues et matériaux de bateau.

Demande de trafic
Emballage: Les canettes de boisson gazeuse entièrement en aluminium sont principalement utilisées comme matériaux d'emballage en métal sous la forme de plaques minces et de feuilles, et sont transformés en canettes, couvercles, bouteilles, barils, et feuilles d'emballage. Largement utilisé dans l'emballage des boissons, nourriture, produits de beauté, médicaments, cigarettes, produits industriels, médicaments, etc..

Demande d'emballage
Impression: Principalement utilisé pour fabriquer des plaques PS, Les plaques PS à base d'aluminium sont un nouveau type de matériau dans l'industrie de l'impression, utilisé pour la fabrication et l'impression automatiques de plaques.

Impression PS
Décoration architecturale: l'alliage d'aluminium est largement utilisé dans les structures de construction, Portes et fenêtres, plafonds suspendus, surfaces décoratives, etc.. en raison de sa bonne résistance à la corrosion, force suffisante, excellentes performances de processus et performances de soudage.

Application de construction en alliage d'aluminium
Produits électroniques: des ordinateurs, téléphones portables, coquilles de réfrigérateur, radiateurs, etc..

Demande de produit électronique
Fournitures de cuisine: marmites en aluminium, vasques en aluminium, doublures de cuiseur à riz, papier d'aluminium ménager, etc..

Application cuisine
Emballage de feuille/bobine d'aluminium
Chaque détail de l'emballage est l'endroit où nous recherchons un service parfait. Notre processus d'emballage dans son ensemble est le suivant:
Laminage: film clair, film bleu, micro-muqueuse, haute-muqueuse, film de découpe laser (2 marques, Novacell et Polyphem);
protection: protège-coins en papier, coussinets anti-pression;
séchage: déshydratant;
Plateau: plateau en bois inoffensif fumigé, plateau en fer réutilisable;
Emballage: Ceinture en acier tic-tac-toe, ou ceinture d'emballage en PVC;
Qualité des matériaux: Complètement exempt de défauts tels que la rouille blanche, taches d'huile, marques de roulement, dommages aux bords, se plie, bosses, des trous, lignes de rupture, rayures, etc., pas de jeu de bobines.
Port: Qingdao ou autres ports en Chine.
Délai de mise en œuvre: 15-45 jours.

Processus d'emballage de feuilles/plaques d'aluminium

Processus d'emballage de bobines d'aluminium
F: Êtes-vous un fabricant ou un commerçant?
Q: Nous sommes un fabricant, notre usine est au No.3 Weier Road, Zone industrielle, Gongyi, Hénan, Chine.
F: Quel est le MOQ pour commander le produit?
Q: Notre MOQ est 5 tonnes, et certains produits spéciaux auront une quantité minimum de commande de 1 ou 2 tonnes.
F: Combien de temps dure votre délai de livraison?
Q: Généralement, notre délai de livraison est d'environ 30 jours.
F: Vos produits ont-ils une assurance qualité?
Q: Oui, s'il y a un problème de qualité avec nos produits, nous indemniserons le client jusqu'à ce qu'il soit satisfait.
Produits connexes






Derniers blogs

Les alliages courants de camions frigorifiques ont utilisé une bobine d'aluminium enduite de PE
Découvrez les alliages courants de bobines d'aluminium enduites de PE utilisées par camions frigorifiques, y compris 3003, 3004, et 3105. Conçu pour une excellente résistance à la corrosion, formabilité, et des performances extérieures durables.

L'aluminium est-il conducteur? Propriétés, Utilisations & Avantages expliqués
L'aluminium est-il conducteur? Découvrez la conductivité électrique de l'aluminium, avantages clés, et pourquoi il est largement utilisé dans le transport d'énergie et les applications industrielles.

Libérer la durabilité: La vérité sur le recyclage du papier d’aluminium
Le papier d’aluminium est-il recyclable? Découvrez comment le papier d'aluminium peut être recyclé, comment le préparer correctement, et pourquoi le recyclage aide à réduire les déchets et à économiser les ressources.

Feuille d'aluminium enduite pour les applications d'emballage | Fort & Fiable
Feuille d'aluminium enduite de haute qualité pour les applications d'emballage, offrant une excellente barrière de protection, durabilité, et des performances cohérentes.







