من. مقدمه
درجه دریایی 5086 صفحه آلومینیومی H116 جایگاه ارزشمندی منحصربفردی در طیف مواد آلومینیومی کشتیسازی اشغال میکند - جایی که اغلب مورد توجه قرار نمیگیرد، دقیقاً به این دلیل که بین دو آلیاژ مشخصتر قرار دارد..
مقاوم تر در برابر خوردگی و شکل پذیرتر از 6061 سلسله, با این حال کارآمدتر و جوش پذیرتر از استحکام بالا است 5083, 5086 H116 ترکیبی از خواص را ارائه می دهد که آن را در طیف گسترده ای از کاربردهای دریایی غیرقابل جایگزین می کند: قایق های ماهیگیری تفریحی با اشکال بدنه پیچیده, بدنه قایق های بادبانی که به قسمت های بالایی گشاد نیاز دارند, ساختار ثانویه کشتی کار تجاری, گذرگاه های سکوی فراساحلی, و روبنای شناورهای نظامی.
این مقاله یک مقاله جامع ارائه می دهد, بررسی معتبر درجه دریایی 5086 صفحه آلومینیومی H116 در هجده بعد تحلیلی - متالورژی, علم مزاج, تولید, خواص, عملکرد خوردگی, مقایسه بحرانی 5086 در مقابل 5083, طراحی سازه, برنامه های کاربردی کشتی, ساخت, حفاظت در برابر خوردگی, استانداردهای کیفیت, چارچوب های نظارتی, اقتصاد زنجیره تامین, پایداری, و نوآوری.
II. بنیاد متالورژیک: این 5086 آلیاژ آلومینیوم
2.1 سری 5xxx: شیمی دریایی منیزیم
آلیاژهای آلومینیوم در سری 5xxx استحکام و عملکرد خوردگی خود را از طریق منیزیم حل شده در محلول جامد در ماتریس آلومینیوم به دست می آورند..
اتم های منیزیم, کمی بزرگتر از اتم های آلومینیوم, شبکه کریستالی را منحرف کنید, جلوگیری از حرکت دررفتگی و در نتیجه افزایش قدرت - مکانیزمی به نام تقویت محلول جامد که برای فعال شدن نیازی به عملیات حرارتی ندارد و هرگز از طریق قرار گرفتن در معرض حرارت کاهش نمییابد. (زیر محدوده حساسیت).
این ویژگی غیر قابل عملیات حرارتی منطق عملکرد دریایی آلیاژهای 5xxx را تعریف می کند: خواص آنها در طول عمر کشتی پایدار می ماند, بر خلاف آلیاژهای عملیات حرارتی که سخت شدن رسوب آنها می تواند تا حدی توسط چرخه های حرارتی جوشکاری و آتش سوزی معکوس شود..
دومین هدیه دریایی منیزیم الکتروشیمیایی است: پتانسیل خوردگی طبیعی آلیاژ در آب دریا را به سمت منفی تر تغییر می دهد (آندی) ارزش ها, بهبود مقاومت در برابر خوردگی حفره ای با پایدارتر کردن لایه غیرفعال و کاهش اختلاف بین ماتریس آلیاژ و ذرات بین فلزی کاتدی که به عنوان محل شروع گودال عمل می کنند..
محتوای منیزیم بیشتر به طور کلی به معنای مقاومت بهتر در برابر خوردگی آب دریا است - به همین دلیل است 5083 (4.0-4.9٪ Mg) عملکرد بهتری دارد 5052 (2.2-2.8٪ Mg) در خدمات دریایی طولانی مدت.
5086 بین این دو می نشیند: محدوده 3.5 تا 4.5 درصد منیزیم آن مقاومت در برابر خوردگی آب دریا را به وضوح برتر از 5052 و نزدیک شدن 5083, در حالی که محتوای منیزیم را به اندازه کافی پایین نگه می دارد تا خطر حساسیت را کاهش دهد که به یک نگرانی اولیه مهندسی در آلیاژهای با منیزیم بالا تبدیل می شود..
درجه دریایی 5086 صفحه آلومینیومی H116
2.2 ترکیب شیمیایی: هر عنصر برای دریا مهندسی شده است
ترکیب از 5086 آلومینیوم, تعریف شده توسط ASTM B209, که در 573-3, GB/T 3880, و JIS H4000, مهندسی دریایی عمدی را در هر عنصر منعکس می کند:
| عنصر | محدوده ترکیب (%) | تابع مهندسی دریایی |
|---|---|---|
| آلومینیوم (ال) | باقی مانده (94.2-95.7) | ماتریس اولیه; تشکیل و تعمیر فیلم اکسید غیرفعال |
| منیزیم (Mg) | 3.5 – 4.5 | تقویت محلول جامد; مقاومت در برابر خوردگی آب دریا |
| منگنز (منگنز) | 0.20 – 0.70 | کنترل ساختار دانه; تشکیل دیسپرسوئید Al₆Mn |
| کروم (Cr) | 0.05 – 0.25 | از تبلور مجدد جلوگیری می کند; مرزهای دانه را تثبیت می کند |
| اهن (Fe) | ≤ 0.50 | ناخالصی; ذرات کاتدی Al3Fe را تشکیل می دهد - به شدت کنترل می شود |
| سیلیکون (و) | ≤ 0.40 | ناخالصی; با منیزیم در تشکیل Mg2Si تعامل دارد |
| فلز مس (مس) | ≤ 0.10 | به شدت به حداقل رسیده است - خطر خوردگی حفره ای و گالوانیکی را افزایش می دهد |
| فلز روی (روی) | ≤ 0.25 | سقف ناخالصی; بیش از حد مقاومت SCC را کاهش می دهد |
| تیتانیوم (از) | ≤ 0.15 | پالایشگر غلات ریخته گری; برای سازگاری دارایی کنترل می شود |
| دیگران (هر/کل) | ≤0.05/≤0.15 | حد ناخالصی کل |
2.3 تحلیل مقایسه ای آلیاژ برای کاربردهای دریایی
انتخاب آلیاژ آلومینیوم دریایی مناسب مستلزم درک این است که هر کدام از آنها در طیف عملکرد-شکل پذیری-حساسیت قرار می گیرند.:
| آلیاژ | Mg (%) | حداقل UTS (H116, MPa) | حداقل YS (H116, MPa) | خطر حساسیت | شکل پذیری | بهترین برنامه دریایی |
|---|---|---|---|---|---|---|
| 5052-H32 | 2.2-2.8 | 228 | 193 | خیلی کم | عالی | ساختار سبک; غیر بدنه |
| 5086-H116 | 3.5-4.5 | 270 | 193 | کم متوسط | خیلی خوبه | قسمت های بالای بدنه; اشکال پیچیده; ساختار ثانویه |
| 5083-H116 | 4.0-4.9 | 303 | 214 | در حد متوسط | خوب | ساختار بدنه اولیه; آبکاری پایین |
| 5456-H116 | 4.7-5.5 | 317 | 228 | متوسط-بالا | نمایشگاه | بدنه با استحکام بالا; نظارت دقیق |
| 5059-H116 | 5.0–6.0 | 330 | 240 | پایین (بهینه شده) | نمایشگاه | نیروی دریایی ممتاز; بالاترین قدرت دریایی |
| 6061-T6 | 0.8-1.2 میلی گرم | 310 | 276 | N/A | در حد متوسط | ساختاری غیر دریایی; اجتناب از غوطه ور شدن در آب دریا |
5086 شکل پذیری مطلوب خانواده آلیاژ دریایی را اشغال می کند. راحت تر خم می شود 5083, جوش هایی با کاهش قدرت HAZ کمی کمتر, و دارای حفاظت حساسیت معادل در مزاج H116 است - که آن را به انتخاب منطقی در هر زمان هندسه پیچیده تبدیل می کند., بدنه منحنی شکل می گیرد, یا کارایی سرد برتر بیشتر از حق بیمه 10-12 درصدی استحکام است 5083 فراهم می کند.
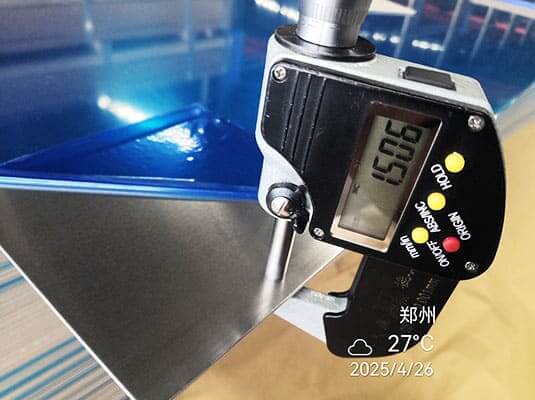
5086 اندازه گیری ضخامت صفحه آلومینیومی H116
III. H116 Temper: مهندسی ویژه دریایی از 5086
3.1 خلق و خوی متولد شده از تجربه عملیاتی
مشخصات دمایی H116 برای آلیاژهای آلومینیوم دریایی از علم مواد نظری نشأت نمیگیرد - از تاریخچه مستند شکست خوردگی زودرس در کشتیهای ساخته شده از آلیاژهای 5xxx در شرایطی که مشخصات مکانیکی را قبول کردهاند، اما فاقد کنترل ریزساختاری لازم برای مقاومت در برابر مکانیسمهای خوردگی خاص آب دریا هستند، پدید آمده است..
لایه برداری از آبکاری بدنه, ترک خوردگی تنشی در اتصالات جوشی, و حمله بین دانهای در صفحهای که در طول ساخت کمی حساس شده بود، همگی به تشخیص صنعت کمک کردند که آلومینیوم دریایی به یک نامگذاری دمایی نیاز دارد که به طور خاص در مورد مقاومت در برابر خوردگی مهندسی شده باشد., نه فقط در اطراف قدرت.
نتیجه - کدگذاری شده در ASTM B928 (اولین بار منتشر شد 2004, به طور منظم تجدید نظر می شود) - H116 را به عنوان یک شرایط سخت شده برای آلیاژهای سری 5xxx با بیش از 3٪ منیزیم تعریف می کند که به طور خاص برای ایجاد مقاومت در برابر خوردگی لایه برداری و ترک خوردگی ناشی از استرس طراحی شده است..
استاندارد آزمایش حساسیت را در هر لات تولید الزامی می کند, ساخت H116 تنها حالت آلومینیومی در تولید تجاری معمولی که در آن تست خوردگی به جای یک آزمایش اضافی اختیاری، یک الزام پذیرش اجباری است..
3.2 مسیر تولید H116: کار سرد کنترل شده
تولید می کند 5086 H116 به کنترل دقیقی بر کاهش سرد اعمال شده پس از نورد گرم نیاز دارد - درصدی که به طور همزمان به سه هدف می رسد که معمولاً در کشش هستند.: استحکام کششی کافی (UTS ≥270 مگاپاسکال), شکل پذیری کافی (ازدیاد طول ≥10%), و ساختار نابجایی خاص که پوشش مرزی دانه فاز بتا را مختل می کند.
انضباط حرارتی حیاتی در طول نورد سرد H116 حفظ دمای صفحه زیر 65 درجه سانتیگراد در طول مسیرهای کاهش سرد است..
نورد سرد از طریق تغییر شکل پلاستیک گرما تولید می کند, و بدون استفاده از مایع خنک کننده کافی و خنک کننده بین گذر, گرمای غلتشی به تنهایی میتواند صفحه را به محدوده حساسسازی سوق دهد - یک روند فرآیندی که خواص مکانیکی H116 را در موادی ایجاد میکند که قبلاً بارش مرز دانهای را آغاز کرده است که H116 برای جلوگیری از آن طراحی شده است..
3.3 مقایسه کردن 5086 خلق و خوی: تمایزات بحرانی دریایی
| خلق و خوی | تعریف | NAMLT مورد نیاز است | مقاومت در برابر لایه برداری | مقاومت SCC | استفاده دریایی |
|---|---|---|---|---|---|
| O | کاملاً آنیل | خیر | بیچاره | بیچاره | فقط شکل دهی عمیق; نه برای غوطه وری در آب دریا |
| H32 | کرنش سخت شده + آنیل جزئی | خیر | در حد متوسط | در حد متوسط | نه درجه دریایی - فقط ساختار کلی |
| H34 | کرنش سخت شده + آنیل جزئی (بالاتر) | خیر | در حد متوسط | در حد متوسط | نه درجه دریایی |
| H116 | کرنش سخت شده; تحت کنترل دریایی | آره (≤15 میلی گرم بر سانتی متر مربع) | عالی | عالی | مشخصات ساختاری دریایی اولیه |
| H321 | کرنش سخت شده + تثبیت شد | آره (≤15 میلی گرم بر سانتی متر مربع) | عالی | عالی | جایگزین H116; بشقاب >38 میلی متر |
| H112 | همانطور که ساخته شده است; خواص کنترل شده | خیر | تست نشده | تست نشده | کاربردهای ساختاری غیر دریایی |
3.4 خواص مکانیکی درجه دریایی 5086 صفحه آلومینیومی H116
| ویژگی | ارزش | استاندارد تست | برنامه طراحی |
|---|---|---|---|
| UTS (حداقل) | 270 MPa (39 ksi) | ASTM E8 | استحکام پانل بدنه; طراحی اعضای سازه |
| قدرت تسلیم (0.2%) (دقیقه) | 193 MPa (28 ksi) | ASTM E8 | محدودیت طراحی الاستیک; ارزیابی کمانش |
| ازدیاد طول (دقیقه) | 10% | ASTM E8 | ذخیره شکل پذیری برای شکل دهی و تحمل ضربه |
| مقاومت برشی (معمول) | ~ 165 مگاپاسکال | - | طراحی پرچ و برش جوش |
| سختی برینل (معمول) | 60-75 HB | ASTM E10 | تایید خلق و خو; بازرسی ورودی |
| قدرت خستگی (جوش نخورده, 5×10⁸) | ~ 117 مگاپاسکال | ASTM E466 | ارزیابی خستگی فلزات مادر |
| قدرت خستگی (اتصال جوش داده شده) | ~45-62 مگاپاسکال | یوروکد 9/DNV | معیار طراحی حاکم برای بدنه های دریایی |
| تاثیر شارپی (-40 درجه سانتی گراد) | >15 جی | ASTM E23 | صلاحیت خدمات آب و هوای سرد |
| مدول الاستیسیته | 70.3 GPa | - | محاسبات انحراف و سفتی |
IV. فرآیند تولید درجه دریایی 5086 صفحه آلومینیومی H116
4.1 از ذوب تا گواهینامه دریایی: دنباله تولید
گواهی شده 5086 صفحه دریایی H116 به کنترل فرآیند منظم در شش مرحله تولید نیاز دارد, زیرا عملکرد اصلی H116 - مقاومت در برابر خوردگی از طریق ریزساختار کنترل شده - می تواند با یک حرکت حرارتی یا کاهش ناکافی سرما در هر نقطه از دنباله از بین برود..
در ادامه روند تولید از آماده سازی آلیاژ تا صدور گواهینامه را نشان می دهد.
4.2 آماده سازی آلیاژ و ریخته گری DC
این 5086 مذاب با ترکیب آلومینیوم اولیه تهیه می شود (≥99.7٪ Al) با افزودن دقیق وزن فلز منیزیم (دستیابی به هدف 3.5-4.5٪ Mg) و آلیاژ اصلی منگنز (0.20-0.70% هدف منگنز).
افزودن کروم (0.05-0.25% کر) نیاز به کنترل دقیق دارد - خیلی کم عملکرد تثبیت مرز دانه را قربانی می کند; بیش از حد خطر تشکیل رسوب حاوی کروم است که می تواند آلیاژ را ترد کند. طیف سنجی انتشار نوری (OES) قبل از هر قالب گیری، شیمی مذاب را از نمونه های ملاقه بررسی می کند.
سرمای مستقیم (دی سی) ریخته گری نیمه پیوسته دال های نوردی را به ضخامت 400 تا 550 میلی متر و عرض 1000 تا 2000 میلی متر تولید می کند..
نرخ انجماد کنترل شده فرآیند DC باعث ایجاد ریزش می شود, ریزساختار نسبتاً یکنواخت با شیب ترکیب قابل کنترل - برتر از درشت تر, ساختار تفکیکتری که با روشهای ریختهگری پیوسته تولید میشود.
برای تولید بشقاب دریایی, ریخته گری DC مسیر تولید مورد نیاز است; تولیدکنندگانی که سعی در ریخته گری مداوم دارند 5086 برای کاربردهای دریایی نمی توان به یکنواختی ریزساختاری مورد نیاز برای عملکرد خوردگی ثابت H116 دست یافت.
4.3 همگن: ساخت بنیاد ریزساختاری
همگن سازی در دمای 460-510 درجه سانتی گراد به مدت 8-18 ساعت سه عملکرد را به طور همزمان انجام می دهد. 5086 اسلب ها:
حذف تفکیک: انجماد شیب های ترکیبی را در فواصل دندریت ایجاد می کند (معمولا 50-200 میکرومتر). نگه داشتن در دمای بالا به انتشار اجازه می دهد تا منیزیم را دوباره توزیع کند, منگنز, و کروم را به یک توزیع یکنواخت تر, تضمین خواص ثابت در سراسر ضخامت صفحه.
بارش پراکنده: در طول خنک شدن آهسته از دمای همگن, ذرات پراکنده Al6Mn و Al12Mg2Cr (0.05-0.5 میکرومتر) هسته زایی و رشد می کنند. این ذرات عوامل ریزساختاری مسئول مهار تبلور مجدد در طول نورد گرم و رشد دانه در حین بازپخت هستند - که مستقیماً ساختار دانه نهایی صفحه H116 را کنترل می کنند..
انحلال فاز غیرتعادلی: به عنوان بازیگر 5086 حاوی فازهای بین فلزی غنی از منیزیم در مرزهای دندریت است. هموژنیزاسیون اینها را در محلول جامد حل می کند, تهیه یک ریزساختار شروع یکنواخت برای نورد گرم.
4.4 نورد داغ: کاهش ضخامت ساختمان با کنترل ریزساختاری
به دنبال همگن سازی, اسلب های پوسته پوسته شده (ماشینکاری سطحی برای حذف جدا شده بیرونی 10-20 میلی متر) از قبل در دمای 430 تا 500 درجه سانتیگراد گرم شده و نورد گرم می شوند.
برنامه عبور نورد گرم، دال را از ~ 400-550 میلی متر به گیج باند گرم معمولاً 3-20 میلی متر از طریق یک توالی پاس های شکست کاهش می دهد. (کاهش بزرگ در هر پاس, درجه حرارت بالا) و پاس های پایانی (کاهش کوچکتر, دمای خروجی کنترل شده).
دمای خروجی نورد گرم - دمایی که در آن نوار از غرفه نورد نهایی خارج می شود - به ویژه برای 5086 تولید H116.
اگر دمای خروجی خیلی بالا باشد (بالاتر از حدود 320 درجه سانتیگراد), نوار به طور گسترده ای به یک ساختار دانه درشت تبدیل می شود که سطح پایین تر را در محصول نهایی ایجاد می کند..
اگر دمای خروجی خیلی پایین باشد (کمتر از 220 درجه سانتیگراد), تبلور مجدد ناقص ساختاری نیمه کاره به جا می گذارد که باعث ایجاد خواص متغیر پس از بازپخت بعدی می شود..
برای سازگاری 5086 خواص H116, اکثر تولیدکنندگان دمای خروجی 250 تا 310 درجه سانتیگراد را با کنترل 20± درجه سانتیگراد در عرض نوار هدف قرار می دهند..
4.5 حالت نورد سرد به H116
پس از خنک شدن باند داغ تا زیر 100 درجه سانتیگراد (اطمینان از عدم ایجاد حساسیت در طول انتقال), نورد سرد کاهش کنترل شده ای را اعمال می کند که H116 را تعریف می کند.
نظم و انضباط تولید در طول نورد سرد شامل سه نیاز به طور همزمان است:
- کنترل کاهش: دستیابی به درصد کاهش خاص (اختصاصی هر تولید کننده, به طور معمول 5-20٪ برای 5086 H116) که UTS ≥270 مگاپاسکال تولید می کند, YS ≥193 مگاپاسکال, ازدیاد طول ≥10%, و چگالی دررفتگی برای NAMLT ≤15 mg/cm² کافی است
- کنترل دما: دمای صفحه را همیشه زیر 65 درجه سانتیگراد حفظ کنید - با دماسنج های تماسی در سمت خروجی هر پاس نورد سرد تأیید می شود.
- مدیریت روان کننده: روغن نورد را به طور یکنواخت برای کنترل اصطکاک اعمال کنید, تولید گرما, و تمیزی سطح - روان کننده اضافی به آلودگی هیدروکربنی سطح کمک می کند که چسبندگی پوشش بعدی را به خطر می اندازد.
4.6 یکپارچه سازی کنترل کیفیت: تست حساسیت در مرحله تولید
ASTM B928 مستلزم آن است که هر مقدار تولید از 5086 H116 قبل از انتشار تحت آزمایش NAMLT قرار می گیرد. مقدار زیادی به عنوان تمام صفحات از یک آلیاژ تعریف می شود, خلق و خوی, و ضخامت تولید شده از همان ریخته گری (گرم کردن) در همان توالی چرخشی.
مفهوم عملی برای کارخانه های نورد بزرگ که چندین لات را به طور همزمان تولید می کنند این است که آزمایش NAMLT می تواند زمان چرخه صدور گواهینامه معنی داری را نشان دهد - معمولاً 2 تا 3 روز کاری به برنامه های تحویل اضافه می کند..
تیم های تدارکات باید این جدول زمانی را در برنامه های تحویل مواد کارخانه کشتی سازی بسازند نه اینکه تامین کنندگان را برای انتشار پیش از صدور گواهی تحت فشار قرار دهند..
توالی تست کنترل کیفیت تولید قبل از انتشار صفحه:
- ترکیب شیمیایی (توسط OES): هر گرما → پذیرش/رد در مقابل ASTM B209 / که در 573-3 محدودیت ها
- تست کشش (ASTM E8): هر مقدار → UTS, YS, ازدیاد طول در مقابل حداقل های H116
- NAMLT (ASTM G67): هر مقدار ≤ کاهش جرم ≤15 mg/cm²
- سختی (برینل): هر مقدار (چک نقطه ای) → تایید محدوده 60-75 HB
- بازرسی ابعادی: هر صفحه → ضخامت, عرض, طول, مسطح بودن, کمبر
- تست اولتراسونیک (ASTM B594): همانطور که مشخص شد → لمینیت داخلی و تشخیص گنجاندن
V. خصوصیات فیزیکی و مکانیکی: نمایه کامل
5.1 مقایسه ویژگی های سازه ای: 5086 H116 در مقابل. جایگزین های کلیدی
درک درجه دریایی 5086 صفحه آلومینیومی H116 به صورت مجزا نسبت به درک آن در متن مفیدتر است.
موقعیت های مقایسه زیر 5086 H116 در برابر رایجترین جایگزینهای دریایی آن در خواصی که بر تصمیمهای طراحی سازه حاکم هستند:
| ویژگی | 5086-H116 | 5083-H116 | 5052-H32 | 6061-T6 |
|---|---|---|---|---|
| حداقل UTS (MPa) | 270 | 303 | 228 | 310 |
| YS دقیقه (MPa) | 193 | 214 | 193 | 276 |
| ازدیاد طول حداقل (%) | 10 | 10 | 12 | 8 |
| تراکم (g/cm³) | 2.66 | 2.66 | 2.68 | 2.70 |
| اشمیه (GPa) | 70.3 | 70.3 | 70.3 | 68.9 |
| HAZ YS (تایپ کنید, MPa) | ~ 105 | ~ 115 | ~ 90 | 160 پوند (T4-equiv.) |
| حداقل شعاع خمش (3صفحه میلی متری) | ~ 1.5 تن | ~ 2 تن | ~ 1 تن | ~ 2.5 تن |
| خوردگی آب دریا | عالی | عالی | خیلی خوبه | در حد متوسط |
| خطر حساسیت | کم متوسط | در حد متوسط | خیلی کم | N/A |
| ASTM B928 مورد نیاز است | آره | آره | خیر | خیر |
ردیف قدرت تسلیم HAZ یکی از مزیت های 5086 را نشان می دهد که قدردانی نشده است: خواص HAZ اتصال جوش داده شده آن, در حالی که پایین تر از صفحه اصلی است, به طور مطلوب با مقادیر HAZ 5083 مقایسه کنید، زیرا استحکام تسلیم کمتر شروع به نسبت راندمان مفصل HAZ مطلوبتر است..
برای یک پانل ساختاری که در آن کارایی اتصال جوش داده شده است (HAZ YS / والدین YS) بر طراحی حاکم است, 5086 تقریباً به دست می آورد 54% بازده مشترک در مقابل تقریبا 54% برای 5083 - اساساً معادل.
با این حال, سطح استرس مطلق در 5086 خندق (~ 105 مگاپاسکال) پایین تر است, به این معنی که برای یک بار سازه ای معین, 5086 اتصالات HAZ به صفحه کمی ضخیمتر یا فاصله سفتکننده نزدیکتر از مشابه نیاز دارند 5083 اتصالات.

5086 صفحه آلومینیومی H116 برای بدنه قایق های بادبانی
5.2 خواص فیزیکی برای طراحی دریایی
| ویژگی | ارزش | واحد | مفهوم طراحی دریایی |
|---|---|---|---|
| تراکم | 2.66 | g/cm³ | 34% از فولاد; ساخت بدنه سبک وزن را امکان پذیر می کند |
| مدول الاستیسیته | 70.3 | GPa | پایین تر از فولاد; انحراف در پانل های بزرگ را کنترل می کند |
| مدول برشی | 26.4 | GPa | سفتی پیچشی; طراحی کمانش برشی پانل |
| ضریب انبساط حرارتی | 23.8 | µm/m·°C | الزامات طراحی اتصال حرارتی گرمسیری به قطبی |
| رسانایی گرمایی | 127 | W/m·K | توزیع گرما; تجزیه و تحلیل مهندسی آتش نشانی |
| رسانایی الکتریکی | 31 | % IACS | طراحی توزیع جریان حفاظت کاتدی |
| محدوده ذوب | 585–641 | درجه سانتی گراد | ایمنی در برابر آتش: پایین تر از فولاد; حفاظت غیرفعال مورد نیاز است |
| ظرفیت حرارتی خاص | 900 | j/kg · k | جرم حرارتی برای محاسبات مدت زمان آتش سوزی |
چگالی از 2.66 g/cm³ عددی است که نهایتاً مورد تجاری آلومینیوم را بر فولاد در بیشتر کاربردهای دریایی هدایت می کند..
ترجمه این به یک مقایسه وزن ساختاری بدنه: آ 5086 پانل بدنه H116 با سفتی خمشی معادل یک پانل فولادی دریایی تقریباً 45 تا 55 درصد وزن پانل فولادی وزن دارد..
روی یک کشتی تفریحی 15 متری, این صرفه جویی در وزن 600 تا 900 کیلوگرم در ساختار بدنه به طور مستقیم مصرف سوخت را تقریباً 15 تا 22 درصد در سرعت کروز کاهش می دهد - یک اقتصاد عملیاتی قابل توجه در طول عمر 20 تا 30 سال کشتی..
5.3 شکل پذیری: 5086متمایز کننده رقابتی
5086 مزیت شکل پذیری H116 نسبت به 5083 H116 ظریف نیست - دلیل مهندسی اولیه برای مشخص کردن آن است 5086 هنگامی که هندسه بدنه پیچیده مورد نیاز است.
مکانیسم پشت این مزیت ساده است: 5086محتوای منیزیم کمتری دارد (3.5-4.5% در مقابل. 4.0-4.9٪ برای 5083) قدرت تسلیم کمتری ایجاد می کند, و استحکام تسلیم کمتر مستقیماً به شکل پذیری سرد بهتر ترجمه می شود زیرا تنش مورد نیاز برای تغییر شکل پلاستیکی ماده نسبت به تنش شکست آن کمتر است..
مقایسه حداقل شعاع خمش (ضخامت مواد 4 میلی متر):
| جهت خم شدن | 5086-H116 | 5083-H116 | مزیت |
|---|---|---|---|
| عرضی به جهت غلتشی | 1.5تی (6 میلی متر) | 2تی (8 میلی متر) | 5086: 25% شعاع تنگ تر |
| به موازات جهت چرخش | 2تی (8 میلی متر) | 2.5تی (10 میلی متر) | 5086: 20% شعاع تنگ تر |
برای ساخت بدنه شامل زوایای مرده برجسته, رویه های گشاد شده, مقاطع کمان منحنی مرکب, و پیچ های آبگیر با شعاع تنگ, این مزیت شکل پذیری از نظر عملیاتی تعیین کننده است.
سازندگانی که با 5086 H116 گزارش 30 تا 40 درصد کمتر حوادث ترک خوردگی در طول خمش سرد قاب بدنه و پانل های پوسته بدنه در مقایسه با مشابه دارد. 5083 عملیات H116 - بهبود کیفیت و بهره وری که بیش از آن تفاوت هزینه مواد متوسط بین دو آلیاژ را جبران می کند..
5.4 ویژگی های طراحی خستگی برای سازه های دریایی
خواص خستگی اتصالات جوشی از 5086 H116 از همان یوروکد پیروی می کند 9 / چارچوب منحنی DNV S-N به عنوان 5083 H116, از آنجایی که هر دو از آلیاژهای آلومینیوم جوش داده شده هستند و عملکرد خستگی اتصالات جوش داده شده در درجه اول به هندسه و کیفیت جوش بستگی دارد تا به آلیاژ خاص.:
| جزئیات ساختاری | رده جزئیات Δσ_C (MPa) | محل نمایندگی هال |
|---|---|---|
| پلاک مادر, دور از جوش | 70 | پنل میانی, دور از سفت کننده ها |
| جوش لب به لب با نفوذ کامل (کیفیت A) | 40–50 | اتصالات طولی بدنه |
| جوش لب به لب با نفوذ کامل (کیفیت B) | 35-45 | چارچوب و مفاصل عرضی |
| پایان سفت کننده - با براکت | 28-35 | اتصالات انتهای قاب |
| پایان سفت کننده - بدون براکت | 20- 28 | پایانه های سفت کننده کوتاه |
| جوش فیله, مفصل صلیبی | 25-32 | پیوست سخت افزاری عرشه |
بسیار مهم, 5086 و 5083 اتصالات جوشی در همان دسته جزئیات عمر خستگی معادل را در محدوده تنش معادل ارائه می دهند.
انتخاب بین دو آلیاژ تأثیر قابل توجهی بر نتیجه طراحی خستگی ندارد, به شرطی که کیفیت جوش و هندسه جزئیات معادل باشند.
این هم ارزی به این معنی است که طراحان می توانند آزادانه جایگزین کنند 5086 برای 5083 در کاربردهای سازه ای تحت کنترل خستگی بدون طراحی مجدد جزئیات جوش - یک ساده سازی عملی مهم.

بسته بندی صادراتی درجه دریایی 5086 صفحه آلومینیومی H116
VI. عملکرد خوردگی دریایی: تحلیل علمی
6.1 5086موقعیت الکتروشیمیایی در آب دریا
درجه دریایی 5086 صفحه آلومینیومی H116 در آب دریا یک پتانسیل مدار باز طبیعی ایجاد می کند (OCP) تقریباً -0.85 ولت در مقابل الکترود کلومل اشباع شده (SCE) - کمی نجیب تر (مثبت) نسبت به 5083 (تقریباً -0.87 V), منعکس کننده مقدار کمی منیزیم کمتر است.
این تفاوت کوچک برای اکثر اهداف طراحی دریایی عملاً ناچیز است, از آنجایی که هر دو آلیاژ موقعیت کلی یکسانی را در سری گالوانیکی دارند و به سیستم های حفاظت کاتدی مشابهی پاسخ می دهند..
فیلم منفعل در 5086 در آب دریا نازک است (2-8 نانومتر), لایه آمورف اکسید آلومینیوم که به طور خود به خود در مواجهه با محیط های حاوی اکسیژن تشکیل می شود و خود را از طریق تعادل پویا انحلال و جذب مجدد حفظ می کند..
معیار عملکرد کلیدی است پتانسیل سوراخ شدن - پتانسیل الکتروشیمیایی بالای آن که حفرهها هسته میشوند - و پتانسیل حفرهشدن 5086 در آب دریا در دمای 25 درجه سانتیگراد تقریباً 0.65- تا 0.75- V در مقابل SCE است..
از آنجایی که OCP طبیعی است (-0.85 V) به طور قابل توجهی منفی تر از پتانسیل حفره شدن است, 5086 در سرویس آب دریا معمولی با تقریباً 100 تا 200 میلی ولت حفاظت کاتدی از پتانسیل حجیم خود کار می کند - یک بافر خود محافظ که مقاومت پایه را در برابر هسته زایی ایجاد می کند..
6.2 سه حالت خوردگی بحرانی و مکانیزم های دفاعی 5086
لایه برداری خوردگی: دفاع اولیه H116
لایه برداری به آلیاژهای 5xxx از طریق دراز شده حمله می کند, مرز دانه های پنکیک شکل تولید شده توسط نورد - نفوذ بین دانه ای آب دریا به تدریج لایه های صفحه متوالی را در امتداد صفحات نورد بلند می کند., ایجاد مشخصه تاول, ظاهری لایه بردار که نام خود را به لایه برداری می دهد.
مکانیسم به سه شرط به طور همزمان نیاز دارد: یک شبکه مرزی دانه حساس (پوشش فاز بتا مداوم); یک الکترولیت (آب دریا) قادر به نفوذ به مرز دانه; و محدودیت هندسی دانه های دراز که انبساط محصول خوردگی را مجبور می کند تا به عنوان لایه لایه بین لایه ای به جای حمله عمومی پراکنده بیان شود..
5086 H116 در اولین پیش نیاز خود به این مکانیسم حمله می کند. با کنترل کاهش سرما برای تولید یک وقفه, توزیع فاز بتا مرز دانه ناپیوسته, مزاج H116 مسیر بین دانه ای پیوسته ای را که آب دریا برای لایه برداری پیشرونده نیاز دارد را حذف می کند..
علاوه بر این, 5086محتوای منیزیم کمتری دارد (در مقابل 5083) به این معنی است که حتی بدون کنترل خلق و خوی H116, فاز بتا مرز دانهای تمایل دارد آهستهتر و با الگوی ناپیوستهتری شکل بگیرد - یک حاشیه ایمنی اضافی ارائه میکند که توضیح میدهد چرا 5086 در مزاج H32 مقاومت در برابر لایه برداری بهتر از 5083 در مزاج H32, علیرغم اینکه هیچکدام الزامات گواهینامه ASTM B928 را برآورده نمی کنند.

عرشه کشتی استفاده شده 5086 صفحه آلومینیومی H116
ترک خوردگی استرس (SCC): کجا 5086 عملکرد بهتری دارد 5083
SCC تنش کششی پایدار را با یک محیط خورنده فعال ترکیب می کند تا ترک ها را در شدت تنش بسیار کمتر از چقرمگی شکست مواد بدون تنش منتشر کند..
در آلیاژهای حساس 5xxx, لایه بتا فاز مرز دانه ای پیوسته، انتشار ترک انحلال آندی را امکان پذیر می کند. 5086 مقاومت SCC H116 از دو مکانیسم تقویت کننده سود می برد: اختلال مزاج H116 در فاز بتای مرزی پیوسته (همانند لایه برداری), و سینتیک حساسیت ذاتاً کندتر محتوای منیزیم کمتر است.
داده های منتشر شده از آزمایش SCC طولانی مدت 5086 H116 مقاومت در برابر ترک خوردگی را در سطوح تنش پایدار تا 60% قدرت تسلیم در آزمایش غوطه وری متناوب (ASTM G44) - برتر از 5083 H116 (معمولاً در برابر تقریباً مقاوم است 50% از قدرت تسلیم) و به طور چشمگیری برتر از مواد حساس H32 است (که می تواند در 20-25٪ از قدرت تسلیم ترک بخورد).
برای سازه های بدنه ای که تنش های جوشکاری باقیمانده 30 تا 50 مگاپاسکال را تحمل می کنند, این حاشیه مقاومت SCC برای خدمات دریایی معمولی کافی است - اما نامحدود نیست. هرگونه تنش کششی پایدار همراه با یک محیط حرارتی تحریک کننده حساسیت، مستحق توجه مهندسی است..
خوردگی: حمله به آب دریا
حفره در محل هایی که فیلم غیرفعال ضعیف ترین است آغاز می شود: رابط های ذره-ماتریس بین فلزی, نقاط ظهور مرز دانه, و خراش های سطحی که آلومینیوم تازه را نمایان می کند.
برای درجه دریایی 5086 صفحه آلومینیومی H116, محل های اصلی شروع گودال ذرات بین فلزی Al3Fe و Al6Mn هستند., که به ماتریس آلومینیوم کاتدی هستند و سلول های گالوانیکی محلی ایجاد می کنند که آلومینیوم اطراف را حل می کنند..
حد ناخالصی آهن ≤0.50٪ برای 5086 (در مقابل ≤0.40٪ برای 5083) به این معنی است که 5086 در اصل می تواند حاوی ذرات Al3Fe بیشتری باشد - یک نقطه ضعف جزئی مقاومت در برابر خوردگی در مقایسه با 5083. در عمل, دریایی ترین 5086 تولید کنندگان آهن را در زیر نگه می دارند 0.30%, این تفاوت نظری را ناچیز می کند.
داده های تست غوطه وری طولانی مدت برای 5086 در آب دریا مصنوعی (ASTM D1141) میانگین عمق گودال 0.10-0.25 میلی متر پس از آن را نشان می دهد 5 سال - نرخ خوردگی 0.02-0.05 میلی متر در سال که به راحتی ذخیره ضخامت صفحه موجود در آبکاری بدنه دریایی را در خود جای می دهد..
VII. کاربردهای دریایی و انواع کشتی
7.1 قایق های تفریحی و ورزشی: دامنه برنامه غالب
بازار قایقرانی تفریحی بیشترین سهم را به خود اختصاص داده است 5086 مصرف H116 در سطح جهان, توسط ترکیب استثنایی شکل پذیری آلیاژ هدایت می شود, مقاومت در برابر خوردگی آب دریا, و راندمان وزن برای انواع و اندازه های کشتی که بر ساخت و ساز تفریحی غالب هستند (6-18 متر LOA).
قایق های ماهیگیری آلومینیومی دریایی در محدوده 6-12 متر نشان دهنده کهن الگو است 5086 برنامه H116. این شناورها به بدنههای منحنی مرکب با حالت مردگی مشخص نیاز دارند (معمولاً 18-24 درجه) و کمان های شعله ور برای نگهداری از دریا, مقاومت در برابر خوردگی آب دریا برای سطوح بالایی که ممکن است برای سالها بین تعمیرات رنگ آمیزی نشوند, و استحکام ساختاری مناسب برای خدمات دریایی بدون وزن بیش از حد است که عملکرد را با نیروگاههای کوچکتر بیرونی یا محرک عقب به خطر میاندازد.. درجه دریایی 5086 صفحه آلومینیومی H116 در گیج 3.0 تا 5.0 میلی متر هر سه نیاز را به طور همزمان برآورده می کند.
بدنه قایق های بادبانی ارائه برخی از پیچیده ترین چالش های هندسی در ساخت قایق های آلومینیومی - کیل های جارو شده, بخش های ترانس منحنی, رویه های گشاد شده, و تلفظ tumblehome همگی به خمش با شعاع محکم نیاز دارند 5086 قابل اطمینان تر از 5083. علاوه بر این, بارهای ساختاری قایق بادبانی معمولاً کمتر از بارهای قایق برقی با طول معادل است. (بدون کوبیدن; سرعت کمتر), ساختن 10% تفاوت قدرت تسلیم بین 5086 و 5083 از نظر ساختاری برای بیشتر کاربردهای کشتی بادبانی بی ربط است. سازندگان باتجربه قایق بادبانی آلومینیومی - از جمله متخصصان در اروپا و نیوزیلند - به طور مداوم مشخص می کنند 5086 H116 برای سازه های بالا و بالای خط آب, رزرو کردن 5083 H116 برای نواحی اتصال کیل و آبکاری خط آب/پایین که نیازهای ساختاری استحکام اضافی را توجیه می کند.
کنسول وسط و قایق های پیاده روی (7-10 متر) از شکلپذیری 5086 هنگام تولید ساختارهای کنسول عمیق بهره ببرید, جعبه ماهی را احاطه کرده است, و بخش های تخته آزاد که این نوع بدنه را تعریف می کنند. سازندگان گزارش می دهند که تعمیرات جوش به طور قابل توجهی کمتر از ترک خوردگی در هنگام تشکیل این پروفیل های پیچیده در هنگام استفاده است 5086 H116 در مقابل 5083 H116 - صرفه جویی در هزینه تولید مستقیم که بیش از هر گونه حق بیمه جزئی هزینه مواد را جبران می کند.
7.2 قایق های کاری تجاری: ترکیب عملکرد سازه با شکل پذیری
قایق های کاری تجاری - عملی, کشتی های مفیدی که به سکوهای دریایی خدمات رسانی می کنند, خدمه انتقال, انجام نظرسنجی, و پشتیبانی از عملیات بندر - نشان دهنده دومین حوزه مصرف عمده برای 5086 H116.
کشتی های انتقال خدمه (CTV) برای تعمیر و نگهداری مزرعه بادی فراساحلی، استراتژی بهینهسازی انتخاب آلیاژ را به وضوح نشان میدهد. معمولی 24 m طراحی بدنه CTV اغلب به کار می رود 5083 H116 (6-8 میلی متر) برای پوشش پایین - جایی که بارهای کوبنده ناشی از دسترسی های مکرر به توربین در حالت های کم دریا، تنش های چرخه ای بالایی را تحمیل می کنند - و 5086 H116 (5-6 میلی متر) برای صفحات رویی و روبنا, در جایی که تقاضای ساختاری کمتر امکان شکلپذیری آلیاژ را فراهم میکند و هندسه محل اقامت خدمه پیچیده از قابلیت شعاع خمشی تنگتر 5086 بهره میبرد..
قایق های خلبانی و کشتی های خدمات بندری (12-22 متر) شرایط به خصوص مساعد برای 5086 H116: بارهای سازه ای متوسط (جابجایی به جای عملیات برنامه ریزی در بیشتر موارد), شکل های پیچیده بدنه معمولی طراحی جابجایی گرد آب, و شلنگ معمولی آب شیرین از سطوح بالایی که مشخصه نگهداری کشتی بندر است. خطر حساسیت کمتر 5086 H116 در مقابل 5083 یک مزیت ثانویه در کشتیهای بندری است که تمیز کردن با بخار عرشه را تجربه میکنند - یک قرار گرفتن در معرض حساسیت بالقوه دمایی که به طور کامل در مشخصات آلیاژهای ساخت بدنه در اکثر کارخانههای کشتیسازی وجود ندارد..
7.3 سازه های دریایی و کاربردهای فراساحلی
فراتر از خود بدنه قایق, 5086 صفحه H116 به طور گسترده در کاربردهای ساختاری دریایی که مقاومت در برابر خوردگی و وزن سبک آلومینیوم ارزش دارد، اما حداکثر عملکرد ساختاری در درجه دوم اهمیت قرار می گیرد.:
اسکله های انگشتی و پانتون های شناور مارینا استفاده کنید 5086 H116 برای مقاومت در برابر خوردگی استثنایی آنها در محیط تهاجمی آبهای مارینا (افزایش سطوح آلاینده ناشی از نشت سوخت, رواناب رنگ ضد رسوب, و آلودگی آلی از کشتی های پهلو گرفته). نیازهای ساختاری کمتر ساخت اسکله شناور، استحکام اضافی 5083 را غیر ضروری می کند., در حالی که شکل پذیری 5086 ساخت اشکال پانتون و براکت های اتصال را که مشخصه سیستم های اسکله مارینا هستند ساده می کند..
گذرگاه های سکوی فراساحلی, نرده ها, و توری ها - در جایی که وظیفه اصلی مقاومت در برابر خوردگی و ایمنی پرسنل به جای حمل بار ساختاری است - استفاده کنید 5086 H116 برای ترکیبی از استحکام کافی (برای بارگذاری پیاده رو طبق کدهای قابل اجرا کافی است), مقاومت در برابر خوردگی عالی بدون رنگ آمیزی (کاهش تعمیر و نگهداری در مکان های دور از ساحل), و وزن سبک (کاهش وزن مرده تحمیل شده بر روی ساختار بالای سکو).
راهروها و رمپ های دسترسی برای انتقال کشتی به پلتفرم و کشتی به ساحل، شکلپذیری را میطلبد 5086: بخش های بیان کننده, ریل های راهنمای منحنی, و سکوهای فرود زاویهدار سیستمهای باندهای مدرن به عملیات خمشی نیاز دارند که در آن کمترین شعاع خمشی 5086 طراحیهایی را ممکن میسازد که نیاز به بازپخت اولیه دارند. 5083.
در حالی که 5083 H116 بر کاربردهای ساختاری بدنه اولیه در ساخت کشتی های دریایی غالب است, 5086 H116 کاربرد قابل توجهی در ساختار ثانویه و روبنای کشتی دریایی پیدا می کند:
پانل ها و محوطه های روبنا در کشتیهای گشتی سریع و شناورهای پشتیبانی از شکلپذیری 5086 هنگام تولید غیر مسطح بهره میبرند., سطوح منحنی مرکب که ویژگی زیبایی شناسی روبنای کشتی های دریایی مدرن است (طراحی شده برای کاهش سطح مقطع راداری). معماران دریایی که بر اساس معیارهای مخفی کاری طراحی می کنند، منحنی را مشخص می کنند, پانل های روبنای زاویه دار که سازندگان را به چالش می کشد 5083; انتقال به 5086 برای این عناصر به طور قابل توجهی نرخ موفقیت ساخت اولین پاس را بهبود می بخشد.
کشتی ضد مین (MCMV) ساختار کمکی - پانل های غیر سازه ای, تقسیم کننده های داخلی محل اقامت, محفظه ماشین آلات عرشه - اغلب استفاده می شود 5086 H116 که در آن کاهش وزن و مقاومت در برابر خوردگی اهمیت دارد اما حداکثر عملکرد ساختاری مهم نیست. نیاز غیر مغناطیسی که انتخاب مواد بدنه MCMV را به آلومینیوم سوق می دهد (یا GRP) برای ساختار ثانویه نیز صدق می کند, ساخت 5086 یک تناسب طبیعی.
ساخت ترکیبی صنایع دستی آبی-خاکی استراتژی ها به طور فزاینده ای به کار گرفته می شوند 5086 H116 برای قسمت های بالایی, پانل های جانبی سطح شیب دار, و ساختار محفظه خدمه, رزرو کردن 5083 H116 برای قاب های ساختاری و پوسته پایینی که بارهای متمرکز بارگیری وسیله نقلیه را در طول عملیات فرود ساحل حمل می کنند..
سیزدهم. استانداردهای کیفیت, آزمایش کردن, و صدور گواهینامه
درجه دریایی گواهی شده 5086 صفحه آلومینیومی H116 در چارچوب استانداردهای مکمل قرار می گیرد که به ترکیب می پردازد, خواص, حساس شدن, و مستندات:
| استاندارد | ارگان صادر کننده | دامنه | الزامات حیاتی برای 5086 |
|---|---|---|---|
| ASTM B928 | ASTM International | 5آلیاژهای xxx برای خدمات دریایی | NAMLT ≤15 mg/cm² در هر لات |
| ASTM B209 | ASTM International | ورق و صفحه آل: ابعاد و خواص | ترکیب شیمیایی; ویژگی های مکانیکی |
| ASTM G67 | ASTM International | تست حساسیت NAMLT | روش تست برای انطباق B928 |
| ASTM G66 | ASTM International | تست لایه برداری ASSET | رتبه بندی بصری مقاومت در برابر لایه برداری |
| که در 485 | CEN | ورق/صفحه اروپایی: ابعاد و تلورانس ها | چارچوب تحمل بعدی |
| که در 573-3 | CEN | استانداردهای ترکیب آلیاژ اروپایی | 5086 محدودیت های ترکیب |
| MIL-DTL-24093 | وزارت دفاع آمریکا | آلومینیوم دریایی نظامی | صلاحیت مواد شناور نیروی دریایی |
| که در 10204 | CEN | انواع گواهی مواد | 3.1 / 3.2 اسناد گواهینامه |
IX. نتیجه
مهمترین نتیجه این آزمون جامع، چارچوب بندی مجدد نحوه درجه بندی دریایی است 5086 صفحه آلومینیومی H116 درک می شود. اغلب به عنوان «جایگزین کمتر قوی برای 5083 برای کاربردهایی که کاهش استحکام قابل قبول است,” درجه دریایی 5086 صفحه آلومینیومی H116 با دقت بیشتری به عنوان انتخاب مواد دقیق برای کاربردهایی که شکل پذیری بالاتری دارند درک می شود., معادل مقاومت درازمدت خوردگی دریایی در مزاج تایید شده H116, و استحکام حساسسازی کمی بهتر ترکیب میشوند تا نتایج مهندسی بهتری را ارائه دهند 5083 H116 به دست خواهد آورد.
برنامه هایی که به طور خاص از آنها سود می برند 5086 H116 متعدد و از نظر تجاری مهم هستند: قایق های آلومینیومی تفریحی با فرم های بدنه پیچیده (بزرگترین بخش حجم در مصرف آلومینیوم دریایی), بدنه و رویه قایق بادبانی, ساختار ثانویه کشتی کار تجاری, سازه های آلومینیومی پلت فرم دریایی, استراتژی های ساخت بدنه آلیاژی مخلوط, و بازار کشتی های باتری-الکتریکی که به سرعت در حال گسترش است. در همه این برنامه ها, 5086 H116 بازگشتی نیست - پاسخ مهندسی صحیح است.
فرآیند تولید ریخته گری و معرفی آن
هدف از ذوب و ریخته گری تولید آلیاژهایی با ترکیب رضایت بخش و خلوص مذاب بالا است., به طوری که شرایط مساعدی برای ریخته گری آلیاژهای با اشکال مختلف ایجاد شود.
مراحل فرآیند ذوب و ریخته گری: دسته بندی --- تغذیه --- ذوب شدن --- هم زدن بعد از ذوب, حذف سرباره --- نمونه گیری پیش از تجزیه و تحلیل --- افزودن آلیاژ برای تنظیم ترکیب, هم زدن --- پالایش --- تنظیم استاتیک--ریخته گری کوره را هدایت کنید.
فرآیند تولید نورد گرم و معرفی آن
- 1. نورد گرم به طور کلی به نورد بالاتر از دمای تبلور مجدد فلز اشاره دارد;
- 2. در طول فرآیند نورد گرم, این فلز دارای هر دو فرآیند سخت شدن و نرم شدن است. به دلیل تأثیر سرعت تغییر شکل, تا زمانی که فرآیند بازیابی و تبلور مجدد خیلی دیر باشد, سخت شدن کار خاصی وجود خواهد داشت;
- 3. تبلور مجدد فلز پس از نورد گرم ناقص است, به این معنا که, همزیستی ساختار تبلور مجدد و ساختار تغییر شکل یافته;
- 4. نورد گرم می تواند عملکرد پردازش فلزات و آلیاژها را بهبود بخشد, کاهش یا حذف عیوب ریخته گری.
- 1. دمای ریخته گری و نورد معمولاً بین 680 تا 700 درجه سانتیگراد است. هر چه کمتر بهتر, خط ریخته گری و نورد پایدار معمولاً یک بار در ماه یا بیشتر برای ایستادن مجدد متوقف می شود. در طول فرآیند تولید, برای جلوگیری از کاهش سطح مایع باید به شدت سطح مایع مخزن جلویی را کنترل کرد;
- 2. در روانکاری از پودر C با احتراق ناقص گاز برای روانکاری استفاده می شود, که یکی از دلایل کثیف بودن سطح مواد ریخته گری و نورد نیز می باشد;
- 3. سرعت تولید به طور کلی بین 1.5m/min-2.5m/min است;
- 4. کیفیت سطح محصولات تولید شده توسط ریخته گری و نورد معمولاً نسبتاً پایین است, و به طور کلی نمی تواند محصولات با الزامات عملکرد فیزیکی و شیمیایی خاص را برآورده کند.
- 1. نورد سرد به روش تولید نورد زیر دمای تبلور مجدد اشاره دارد;
- 2. هیچ تبلور مجدد دینامیکی در طول فرآیند نورد وجود نخواهد داشت, و دما حداکثر تا دمای بازیابی افزایش می یابد, و نورد سرد در حالت سخت شدن کار ظاهر می شود, و میزان سخت شدن کار زیاد خواهد بود;
- 3. ورق و نوار نورد سرد دارای دقت ابعادی بالایی هستند, کیفیت سطح خوب, ساختار و عملکرد یکنواخت, و محصولات در حالت های مختلف را می توان با عملیات حرارتی به دست آورد;
- 4. نورد سرد می تواند نوارهای نازکی را باز کند, اما در عین حال, این معایب مصرف انرژی بالا برای تغییر شکل و بسیاری از پاس های پردازش است.
- 1. تکمیل یک روش پردازش است تا ورق نورد سرد مطابق با نیازهای مشتری باشد, یا برای تسهیل پردازش بعدی محصول;
- 2. تجهیزات تکمیل می توانند عیوب تولید شده در فرآیند تولید نورد گرم و نورد سرد را اصلاح کنند, مانند لبه ترک خورده, روغنی, شکل ضعیف بشقاب, استرس پسماند, و غیره. باید اطمینان حاصل شود که هیچ نقص دیگری در فرآیند تولید وارد نمی شود;
- 3. تجهیزات تکمیلی مختلفی وجود دارد, عمدتاً از جمله مقطعی, بریدن, کشش و صاف کردن, کوره آنیلینگ, لغزش, و غیره.

فرآیند ریخته گری و نورد
فرآیند ریخته گری و نورد: فلز مایع, جعبه جلو (کنترل سطح مایع), ماشین ریخته گری و نورد (سیستم روغن کاری, آب خنک کننده), دستگاه برش, دستگاه کلاف.
فرآیند تولید نورد سرد

مقدمه ای بر تکمیل فرآیند تولید
آلیاژ آلومینیوم دارای ویژگی های چگالی کم است, خواص مکانیکی خوب, عملکرد پردازش خوب, غیر سمی, آسان برای بازیافت, هدایت الکتریکی عالی, انتقال حرارت و مقاومت در برابر خوردگی, بنابراین طیف وسیعی از کاربردها را دارد.
هوافضا: برای ساختن پوسته هواپیما استفاده می شود, قاب های بدنه, تیرآهن, روتورها, پروانه ها, مخازن سوخت, پانل های دیواری و پایه های ارابه فرود, و همچنین حلقه های آهنگری موشک, پانل های دیواری فضاپیما, و غیره.

آلیاژ آلومینیوم مورد استفاده در هوا فضا
حمل و نقل: برای مواد ساختار بدنه خودروها استفاده می شود, وسایل نقلیه مترو, واگن های مسافری راه آهن, ماشین های سواری پر سرعت, درها و پنجره ها, قفسه ها, قطعات موتور خودرو, دستگاه های تهویه مطبوع, رادیاتورها, پانل های بدنه, چرخ ها و مواد کشتی.

اپلیکیشن ترافیک
بسته بندی: قوطی های پاپ تمام آلومینیومی عمدتاً به عنوان مواد بسته بندی فلزی به شکل صفحات نازک و فویل استفاده می شود., و به صورت قوطی ساخته می شوند, درپوش ها, بطری ها, بشکه ها, و فویل های بسته بندی. به طور گسترده در بسته بندی نوشیدنی ها استفاده می شود, غذا, لوازم آرایشی, داروها, سیگار, محصولات صنعتی, داروها, و غیره.

اپلیکیشن بسته بندی
چاپ: عمدتا برای ساخت صفحات PS استفاده می شود, صفحات PS مبتنی بر آلومینیوم نوع جدیدی از مواد در صنعت چاپ هستند, برای ساخت و چاپ اتوماتیک بشقاب استفاده می شود.

چاپ PS
دکوراسیون معماری: آلیاژ آلومینیوم به طور گسترده ای در سازه های ساختمانی استفاده می شود, درها و پنجره ها, سقف های کاذب, سطوح تزئینی, و غیره. به دلیل مقاومت خوب در برابر خوردگی, قدرت کافی, عملکرد عالی فرآیند و عملکرد جوشکاری.

کاربرد ساخت آلیاژ آلومینیوم
محصولات الکترونیکی: کامپیوترها, تلفن های همراه, پوسته های یخچال, رادیاتورها, و غیره.

کاربرد محصولات الکترونیکی
لوازم آشپزخانه: قابلمه های آلومینیومی, حوضچه های آلومینیومی, آستر پلوپز, فویل آلومینیومی خانگی, و غیره.

اپلیکیشن آشپزخانه
بسته بندی ورق / کویل آلومینیوم
تمام جزئیات بسته بندی جایی است که ما خدمات عالی را دنبال می کنیم. فرآیند بسته بندی ما به طور کلی به شرح زیر است:
لمینیت: فیلم شفاف, فیلم آبی, میکرو مخاطی, مخاطی بالا, فیلم برش لیزری (2 مارک ها, Novacell و Polyphem);
حفاظت: محافظ گوشه های کاغذی, پدهای ضد فشار;
خشك كردن: خشک کننده;
سینی: سینی چوبی بی ضرر بخور, سینی آهنی قابل استفاده مجدد;
بسته بندی: کمربند فولادی تیک تاک, یا تسمه بسته بندی پی وی سی;
کیفیت مواد: کاملاً عاری از عیوب مانند زنگ سفید, لکه های روغنی, علائم نورد, آسیب لبه, خم می شود, فرورفتگی ها, سوراخ ها, خطوط شکستن, خراش, و غیره., بدون مجموعه سیم پیچ.
بندر: چینگدائو یا سایر بنادر چین.
زمان بین شروع و اتمام فرآیند تولید: 15-45 روزها.

فرآیند بسته بندی ورق / صفحه آلومینیومی

فرآیند بسته بندی کویل آلومینیومی
اف: آیا تولید کننده هستید یا تاجر?
س: ما یک تولید کننده هستیم, کارخانه ما در جاده شماره 3 وایر است, منطقه صنعتی, گونگی, هنان, چین.
اف: MOQ برای سفارش محصول چیست?
س: MOQ ما است 5 تن, و برخی از محصولات خاص دارای حداقل مقدار سفارش خواهند بود 1 یا 2 تن.
اف: زمان تحویل شما چقدر است?
س: به طور کلی زمان تحویل ما در حدود است 30 روزها.
اف: آیا محصولات شما دارای تضمین کیفیت هستند؟?
س: آره, اگر مشکل کیفیت در محصولات ما وجود دارد, ما تا زمانی که مشتری راضی شود غرامت می دهیم.
محصولات مرتبط






آخرین وبلاگ ها

آلیاژهای متداول کویل آلومینیومی با روکش پلی اتیلن استفاده می شود
آلیاژهای متداول کویل آلومینیومی با روکش پلی اتیلن را از کامیون های ریفر استفاده کنید, شامل 3003, 3004, و 3105. برای مقاومت در برابر خوردگی عالی طراحی شده است, شکل پذیری, و عملکرد طولانی مدت در فضای باز.

رسانای آلومینیومی است? خواص, استفاده می کند & مزایا توضیح داده شد
رسانای آلومینیومی است? رسانایی الکتریکی آلومینیوم را کشف کنید, مزایای کلیدی, و چرا از آن به طور گسترده در انتقال نیرو و کاربردهای صنعتی استفاده می شود.

باز کردن قفل پایداری: حقیقت بازیافت فویل آلومینیوم
آیا فویل آلومینیومی قابل بازیافت است? یاد بگیرید که چگونه فویل آلومینیومی را می توان بازیافت کرد, طرز تهیه صحیح آن, و چرا بازیافت به کاهش ضایعات و صرفه جویی در منابع کمک می کند.

فویل آلومینیومی روکش شده برای کاربردهای بسته بندی | قوی & قابل اعتماد
فویل آلومینیومی روکش شده با کیفیت بالا برای کاربردهای بسته بندی, ارائه حفاظت مانع عالی, دوام, و عملکرد مداوم.







