TÔI. Giới thiệu
Lớp biển 5086 Tấm nhôm H116 chiếm một vị trí có giá trị đặc biệt trong phổ vật liệu đóng tàu bằng nhôm - một loại vật liệu thường bị đánh giá thấp chính xác vì nó nằm giữa hai hợp kim được chỉ định nổi bật hơn.
Chống ăn mòn và định hình tốt hơn so với 6061 loạt, nhưng khả thi hơn và dễ hàn hơn so với cường độ cao 5083, 5086 H116 mang đến sự kết hợp các đặc tính khiến nó không thể thay thế trong nhiều ứng dụng hàng hải: thuyền đánh cá giải trí với hình dáng thân tàu phức tạp, thân thuyền buồm yêu cầu phần trên loe, cấu trúc thứ cấp của thuyền làm việc thương mại, lối đi trên sân ga ngoài khơi, và kiến trúc thượng tầng của tàu quân sự.
Bài viết này cung cấp một cái nhìn toàn diện, thẩm quyền kiểm tra cấp hàng hải 5086 Tấm nhôm H116 trên mười tám kích thước phân tích - luyện kim, khoa học tính khí, chế tạo, của cải, hiệu suất ăn mòn, sự so sánh quan trọng 5086-so-5083, thiết kế kết cấu, ứng dụng tàu, sự bịa đặt, bảo vệ chống ăn mòn, tiêu chuẩn chất lượng, khung pháp lý, kinh tế chuỗi cung ứng, tính bền vững, và đổi mới.
II. Quỹ luyện kim: Các 5086 Hợp kim nhôm
2.1 Dòng 5xxx: Hóa học biển của magiê
Hợp kim nhôm thuộc dòng 5xxx đạt được độ bền và khả năng chống ăn mòn thông qua magiê hòa tan trong dung dịch rắn trong ma trận nhôm.
nguyên tử magie, lớn hơn nguyên tử nhôm một chút, làm biến dạng mạng tinh thể, cản trở chuyển động trật khớp và do đó tăng cường sức mạnh - một cơ chế được gọi là tăng cường dung dịch rắn không cần xử lý nhiệt để kích hoạt và không bao giờ giảm đi khi tiếp xúc với nhiệt (dưới phạm vi nhạy cảm).
Đặc tính không thể xử lý nhiệt này xác định logic hiệu suất hàng hải của hợp kim 5xxx: đặc tính của chúng vẫn ổn định trong suốt thời gian sử dụng tàu, không giống như các hợp kim được xử lý nhiệt mà độ cứng kết tủa của chúng có thể bị đảo ngược một phần bởi các chu trình nhiệt của hàn và cháy.
Món quà biển thứ hai của Magiê là điện hóa: nó làm thay đổi khả năng ăn mòn tự nhiên của hợp kim trong nước biển theo hướng tiêu cực hơn (anốt) giá trị, cải thiện khả năng chống ăn mòn rỗ bằng cách làm cho màng thụ động ổn định hơn và giảm sự khác biệt giữa ma trận hợp kim và các hạt liên kim loại catốt đóng vai trò là vị trí bắt đầu vết rỗ.
Hàm lượng magiê cao hơn thường có nghĩa là khả năng chống ăn mòn của nước biển tốt hơn - đó là lý do tại sao 5083 (4.0–4,9% Mg) vượt trội hơn 5052 (2.2–2,8% Mg) phục vụ hàng hải lâu dài.
5086 ngồi giữa hai người này: phạm vi magiê 3,5–4,5% của nó mang lại khả năng chống ăn mòn trong nước biển vượt trội rõ ràng so với 5052 và đang đến gần 5083, trong khi vẫn giữ hàm lượng magie đủ thấp để giảm nguy cơ mẫn cảm vốn trở thành mối quan tâm kỹ thuật chính trong các hợp kim có hàm lượng Mg cao.
Lớp biển 5086 Tấm nhôm H116
2.2 Thành phần hóa học: Mọi yếu tố được thiết kế cho biển
Thành phần của 5086 nhôm, được định nghĩa bởi ASTM B209, TRONG 573-3, GB/T 3880, và JIS H4000, phản ánh kỹ thuật hàng hải có chủ ý ở mọi yếu tố:
| Yếu tố | Phạm vi sáng tác (%) | Chức năng kỹ thuật hàng hải |
|---|---|---|
| Nhôm (Al) | còn lại (~94,2–95,7) | Ma trận sơ cấp; hình thành và sửa chữa màng oxit thụ động |
| magie (Mg) | 3.5 – 4.5 | Dung dịch rắn tăng cường; chống ăn mòn nước biển |
| mangan (mn) | 0.20 – 0.70 | Kiểm soát cấu trúc hạt; Sự hình thành phân tán Al₆Mn |
| crom (Cr) | 0.05 – 0.25 | Ức chế sự kết tinh lại; ổn định ranh giới hạt |
| Sắt (Fe) | ≤ 0.50 | tạp chất; hình thành các hạt Al₃Fe catốt — được kiểm soát chặt chẽ |
| silicon (Và) | ≤ 0.40 | tạp chất; tương tác với Mg trong sự hình thành Mg₂Si |
| Đồng (cu) | ≤ 0.10 | Giảm thiểu nghiêm ngặt - tăng nguy cơ rỗ và ăn mòn điện |
| kẽm (Zn) | ≤ 0.25 | Trần tạp chất; dư thừa làm suy giảm sức đề kháng SCC |
| titan (Của) | ≤ 0.15 | Máy nghiền ngũ cốc đúc; được kiểm soát về tính nhất quán của thuộc tính |
| Người khác (mỗi/tổng cộng) | .050,05 / 0,15 | Giới hạn tạp chất tổng hợp |
2.3 Phân tích hợp kim so sánh cho các ứng dụng hàng hải
Việc lựa chọn hợp kim nhôm hàng hải phù hợp đòi hỏi phải hiểu rõ vị trí của từng loại trên quang phổ nhạy cảm về khả năng định dạng và hiệu suất:
| hợp kim | Mg (%) | UTS tối thiểu (H116, MPa) | YS tối thiểu (H116, MPa) | Rủi ro nhạy cảm | Khả năng định dạng | Ứng dụng hàng hải tốt nhất |
|---|---|---|---|---|---|---|
| 5052-H32 | 2.2–2,8 | 228 | 193 | Rất thấp | Xuất sắc | Cấu trúc ánh sáng; không có thân tàu |
| 5086-H116 | 3.5–4,5 | 270 | 193 | Thấp-trung bình | Rất tốt | Thân tàu; hình thức phức tạp; cấu trúc thứ cấp |
| 5083-H116 | 4.0–4.9 | 303 | 214 | Vừa phải | Tốt | Kết cấu thân tàu sơ cấp; mạ đáy |
| 5456-H116 | 4.7–5,5 | 317 | 228 | Trung bình-cao | Hội chợ | Thân tàu có độ bền cao; giám sát cẩn thận |
| 5059-H116 | 5.0–6.0 | 330 | 240 | Thấp (tối ưu hóa) | Hội chợ | hải quân cao cấp; thủy quân lục chiến có sức mạnh cao nhất |
| 6061-T6 | 0.8–1,2 Mg | 310 | 276 | không áp dụng | Vừa phải | Cấu trúc phi biển; tránh ngâm nước biển |
5086 chiếm khả năng định hình tối ưu của họ hợp kim hàng hải. Nó uốn cong dễ dàng hơn 5083, mối hàn có mức giảm cường độ HAZ ít hơn một chút, và mang lại khả năng bảo vệ chống nhạy cảm tương đương ở nhiệt độ H116 — khiến nó trở thành lựa chọn hợp lý bất cứ khi nào có hình dạng phức tạp, dạng thân tàu cong, hoặc khả năng gia công nguội vượt trội quan trọng hơn mức tăng cường độ 10–12% mà 5083 cung cấp.
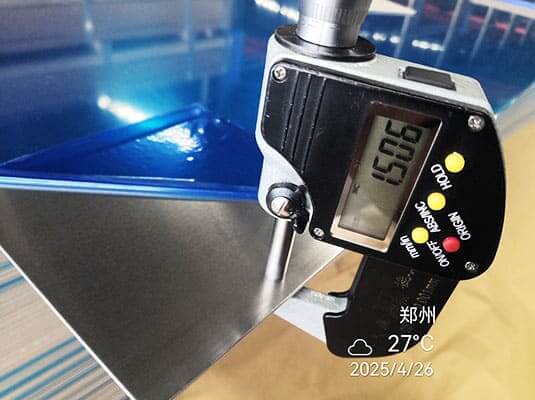
5086 Đo độ dày tấm nhôm H116
III. Nhiệt độ H116: Kỹ thuật đặc thù hàng hải của 5086
3.1 Tính khí nảy sinh từ kinh nghiệm hoạt động
Thông số kỹ thuật nhiệt độ H116 cho hợp kim nhôm hàng hải không xuất hiện từ khoa học vật liệu lý thuyết - nó xuất hiện từ lịch sử được ghi lại về các lỗi ăn mòn sớm trong các tàu được chế tạo từ hợp kim 5xxx ở nhiệt độ vượt qua các thông số kỹ thuật về đặc tính cơ học nhưng thiếu khả năng kiểm soát cấu trúc vi mô cần thiết để chống lại các cơ chế ăn mòn cụ thể của nước biển.
Tẩy lớp mạ thân tàu, ăn mòn ứng suất nứt ở mối hàn, và sự tấn công giữa các hạt trong tấm đã bị nhạy cảm nhẹ trong quá trình chế tạo, tất cả đều góp phần vào sự công nhận của ngành rằng nhôm hàng hải cần một chỉ định về nhiệt độ được thiết kế đặc biệt xung quanh khả năng chống ăn mòn, không chỉ xoay quanh sức mạnh.
Kết quả - được mã hóa theo tiêu chuẩn ASTM B928 (xuất bản lần đầu 2004, thường xuyên sửa đổi) - định nghĩa H116 là điều kiện làm cứng biến dạng cho các hợp kim dòng 5xxx với magie ≥3% được thiết kế đặc biệt để mang lại khả năng chống ăn mòn bong tróc và nứt ăn mòn do ứng suất.
Tiêu chuẩn bắt buộc phải thử nghiệm độ nhạy cảm trên mỗi lô sản xuất, làm cho H116 trở thành loại nhôm được tôi luyện duy nhất trong sản xuất thương mại thông thường trong đó việc kiểm tra ăn mòn là yêu cầu chấp nhận lô hàng bắt buộc thay vì thử nghiệm bổ sung tùy chọn.
3.2 Lộ trình sản xuất H116: Công việc nguội có kiểm soát
sản xuất 5086 H116 yêu cầu kiểm soát chính xác quá trình giảm nguội được áp dụng sau khi cán nóng - tỷ lệ phần trăm đạt được đồng thời ba mục tiêu thường bị căng thẳng: độ bền kéo vừa đủ (UTS ≥270 MPa), độ dẻo thích hợp (độ giãn dài ≥10%), và cấu trúc lệch vị trí cụ thể phá vỡ phạm vi bao phủ ranh giới hạt ở pha beta liên tục.
Nguyên tắc nhiệt quan trọng trong quá trình cán nguội H116 là duy trì nhiệt độ tấm dưới 65°C trong suốt quá trình cán nguội.
Cán nguội tạo ra nhiệt thông qua biến dạng dẻo, và không sử dụng chất làm mát thích hợp và làm mát giữa các đường chuyền, Chỉ riêng nhiệt lăn có thể đẩy tấm vào phạm vi nhạy cảm - một quá trình lệch sẽ tạo ra các đặc tính cơ học được tôi luyện H116 trong vật liệu đã bắt đầu kết tủa ranh giới hạt mà H116 được thiết kế để ngăn chặn.
3.3 So sánh 5086 Nhiệt độ: Sự khác biệt quan trọng về biển
| nóng nảy | Sự định nghĩa | Yêu cầu NAMLT | Kháng tẩy da chết | Kháng SCC | sử dụng hàng hải |
|---|---|---|---|---|---|
| Ô | Hoàn toàn ủ | KHÔNG | Nghèo | Nghèo | Chỉ hình thành sâu; không ngâm trong nước biển |
| H32 | căng thẳng + ủ một phần | KHÔNG | Vừa phải | Vừa phải | Không cấp hàng hải - chỉ có cấu trúc chung |
| H34 | căng thẳng + ủ một phần (cao hơn) | KHÔNG | Vừa phải | Vừa phải | Không cấp hàng hải |
| H116 | căng thẳng; do biển kiểm soát | Đúng (15 mg/cm2) | Xuất sắc | Xuất sắc | Đặc điểm cấu trúc biển chính |
| H321 | căng thẳng + ổn định | Đúng (15 mg/cm2) | Xuất sắc | Xuất sắc | Thay thế cho H116; đĩa >38 mm |
| H112 | Như chế tạo; thuộc tính được kiểm soát | KHÔNG | Chưa được kiểm tra | Chưa được kiểm tra | Ứng dụng kết cấu phi biển |
3.4 Tính chất cơ học của lớp hàng hải 5086 Tấm nhôm H116
| Tài sản | Giá trị | Tiêu chuẩn kiểm tra | Ứng dụng thiết kế |
|---|---|---|---|
| UTS (tối thiểu) | 270 MPa (39 ksi) | ASTM E8 | Độ bền của tấm thân tàu; thiết kế thành phần kết cấu |
| sức mạnh năng suất (0.2%) (tối thiểu) | 193 MPa (28 ksi) | ASTM E8 | Giới hạn thiết kế đàn hồi; đánh giá độ vênh |
| kéo dài (tối thiểu) | 10% | ASTM E8 | Dự trữ độ dẻo để tạo hình và chịu va đập |
| Sức chống cắt (đặc trưng) | ~165 MPa | - | Thiết kế cắt đinh tán và mối hàn |
| độ cứng Brinell (đặc trưng) | 60–75 HB | ASTM E10 | Xác minh nhiệt độ; kiểm tra đầu vào |
| Sức mạnh mỏi (không hàn, 5×10⁸) | ~117 MPa | ASTM E466 | Đánh giá độ mỏi kim loại gốc |
| Sức mạnh mỏi (mối hàn) | ~45–62 MPa | Eurocode 9/DNV | Tiêu chuẩn thiết kế quản lý thân tàu biển |
| va chạm Charpy (−40°C) | >15 J | ASTM E23 | Trình độ dịch vụ khí hậu lạnh |
| Mô đun đàn hồi | 70.3 GPa | - | Tính toán độ võng và độ cứng |
IV. Quy trình sản xuất lớp hàng hải 5086 Tấm nhôm H116
4.1 Từ chứng nhận tan chảy đến hàng hải: Trình tự sản xuất
được chứng nhận 5086 Tấm biển H116 yêu cầu kiểm soát quy trình kỷ luật qua sáu giai đoạn sản xuất, bởi vì chức năng chính của nhiệt độ H116 - chống ăn mòn thông qua cấu trúc vi mô được kiểm soát - có thể bị phá hủy bởi một sự lệch nhiệt duy nhất hoặc giảm nhiệt độ lạnh không đủ ở bất kỳ điểm nào trong chuỗi.
Sau đây là quá trình sản xuất từ khâu chuẩn bị hợp kim đến chứng nhận.
4.2 Chuẩn bị hợp kim và đúc DC
Các 5086 tan chảy được chuẩn bị bằng cách kết hợp nhôm nguyên sinh (≥99,7% Al) với việc bổ sung kim loại magie được cân chính xác (đạt được mục tiêu 3,5–4,5% Mg) và hợp kim chủ mangan (0.20–0,70% Mn mục tiêu).
Bổ sung crom (0.05–0,25% Cr) yêu cầu kiểm soát cẩn thận - hy sinh quá ít chức năng ổn định ranh giới hạt; quá nhiều rủi ro hình thành kết tủa chứa crom có thể làm giòn hợp kim. Quang phổ phát xạ (OES) xác minh tính chất hóa học tan chảy từ các mẫu muôi trước mỗi lần đúc.
Làm lạnh trực tiếp (DC) đúc bán liên tục tạo ra các tấm cán thường dày 400–550 mm và rộng 1.000–2.000 mm.
Tốc độ hóa rắn được kiểm soát của quy trình DC tạo ra hạt mịn, cấu trúc vi mô tương đối đồng nhất với độ dốc thành phần có thể quản lý được - vượt trội so với cấu trúc thô hơn, cấu trúc tách biệt hơn được tạo ra bằng phương pháp đúc liên tục.
Để sản xuất tấm biển, Đúc DC là con đường sản xuất bắt buộc; các nhà sản xuất cố gắng đúc liên tục 5086 cho các ứng dụng hàng hải không thể đạt được tính đồng nhất về cấu trúc vi mô cần thiết để có hiệu suất ăn mòn H116 nhất quán.
4.3 Đồng nhất hóa: Xây dựng nền tảng vi cấu trúc
Đồng nhất hóa ở 460–510°C trong 8–18 giờ thực hiện đồng thời ba chức năng cho 5086 phiến đá:
Loại bỏ sự phân biệt: Quá trình hóa rắn tạo ra độ dốc thành phần trên các khoảng cách dendrite (thông thường là 50–200 μm). Giữ ở nhiệt độ cao cho phép khuếch tán để phân phối lại magiê, mangan, và crom thành một sự phân bố đồng đều hơn, đảm bảo các đặc tính nhất quán trong suốt độ dày tấm.
Lượng mưa phân tán: Trong quá trình làm nguội chậm từ nhiệt độ đồng nhất, Các hạt phân tán Al₆Mn và Al₁₂Mg₂Cr (0.05–0,5 mm) tạo mầm và phát triển. Những hạt này là tác nhân cấu trúc vi mô chịu trách nhiệm ức chế quá trình kết tinh lại trong quá trình cán nóng và sự phát triển của hạt trong quá trình ủ - kiểm soát trực tiếp cấu trúc hạt cuối cùng của tấm H116.
Hòa tan pha không cân bằng: Diễn viên 5086 chứa các pha liên kim loại giàu magiê siêu bền ở ranh giới dendrite. Đồng nhất hóa hòa tan chúng thành dung dịch rắn, chuẩn bị một cấu trúc vi mô khởi đầu đồng nhất cho cán nóng.
4.4 cán nóng: Giảm độ dày tòa nhà bằng kiểm soát vi cấu trúc
Sau khi đồng nhất hóa, tấm vảy (được gia công bề mặt để loại bỏ lớp ngoài tách biệt 10–20 mm) được làm nóng trước ở nhiệt độ 430–500°C và được cán nóng.
Lịch trình cán nóng làm giảm tấm sàn từ ~ 400–550 mm xuống thước đo dải nóng thường là 3–20 mm thông qua một chuỗi các lần cán nóng (giảm lớn trên mỗi lần vượt qua, nhiệt độ cao) và những đường chuyền dứt điểm (giảm nhỏ hơn, nhiệt độ thoát được kiểm soát).
Nhiệt độ thoát ra khỏi cán nóng - nhiệt độ tại đó dải rời khỏi bệ cán cuối cùng - đặc biệt quan trọng đối với 5086 Sản xuất H116.
Nếu nhiệt độ thoát quá cao (trên khoảng 320°C), dải kết tinh lại rộng rãi thành cấu trúc hạt thô tạo ra bề mặt kém hơn trong sản phẩm cuối cùng.
Nếu nhiệt độ thoát quá thấp (dưới khoảng 220°C), quá trình kết tinh lại không hoàn toàn để lại cấu trúc hoạt động một phần gây ra các đặc tính thay đổi sau quá trình ủ tiếp theo.
Để nhất quán 5086 Thuộc tính H116, hầu hết các nhà sản xuất đều nhắm đến nhiệt độ đầu ra là 250–310°C với mức kiểm soát ±20°C trên chiều rộng dải.
4.5 Cán nguội đến điều kiện H116
Sau khi làm nguội dải nóng xuống dưới 100°C (đảm bảo không gây mẫn cảm trong quá trình chuyển đổi), cán nguội áp dụng mức giảm có kiểm soát xác định H116.
Kỷ luật sản xuất trong quá trình cán nguội bao gồm ba yêu cầu đồng thời:
- Kiểm soát giảm: Đạt được mức giảm phần trăm cụ thể (độc quyền của mỗi nhà sản xuất, thường là 5–20% đối với 5086 H116) tạo ra UTS ≥270 MPa, YS ≥193 MPa, độ giãn dài ≥10%, và mật độ trật khớp đủ để NAMLT 15 mg/cm2
- Kiểm soát nhiệt độ: Luôn duy trì nhiệt độ tấm dưới 65°C - được xác minh bằng nhiệt kế tiếp xúc ở phía đầu ra của mỗi đường cán nguội
- Quản lý dầu bôi trơn: Tra dầu lăn đều để kiểm soát ma sát, sinh nhiệt, và độ sạch bề mặt - chất bôi trơn dư thừa góp phần làm ô nhiễm hydrocarbon bề mặt làm ảnh hưởng đến độ bám dính của lớp phủ tiếp theo
4.6 Tích hợp kiểm soát chất lượng: Kiểm tra độ nhạy ở giai đoạn sản xuất
ASTM B928 yêu cầu mỗi lô sản xuất phải 5086 H116 trải qua thử nghiệm NAMLT trước khi phát hành. Một “lô” được định nghĩa là tất cả các tấm của cùng một hợp kim, nóng nảy, và độ dày được sản xuất từ cùng một vật đúc (nhiệt) theo cùng một trình tự lăn.
Ý nghĩa thực tế đối với các nhà máy cán lớn sản xuất nhiều lô cùng lúc là thử nghiệm NAMLT có thể thể hiện thời gian chu kỳ chứng nhận có ý nghĩa - thường thêm 2–3 ngày làm việc vào lịch trình giao hàng.
Các nhóm mua sắm phải xây dựng dòng thời gian này vào lịch trình giao nguyên liệu của nhà máy đóng tàu thay vì gây áp lực buộc các nhà cung cấp phải cấp chứng nhận trước.
Trình tự kiểm tra kiểm soát chất lượng sản xuất trước khi xuất xưởng:
- Thành phần hóa học (bởi OES): Mọi nhiệt → chấp nhận/từ chối so với ASTM B209 / TRONG 573-3 giới hạn
- Kiểm tra độ bền kéo (ASTM E8): Mỗi lô → UTS, Có, độ giãn dài so với mức tối thiểu H116
- NAMLT (ASTM G67): Mỗi lô → mất khối lượng 15 mg/cm2
- độ cứng (Brinell): Mỗi lô (kiểm tra tại chỗ) → Xác nhận phạm vi 60–75 HB
- Kiểm tra kích thước: Mỗi tấm → độ dày, chiều rộng, chiều dài, độ phẳng, khum lại
- Kiểm tra siêu âm (ASTM B594): Theo quy định → phát hiện bao gồm và cán màng bên trong
V.. Tính chất vật lý và cơ học: Hồ sơ hoàn chỉnh
5.1 So sánh đặc tính kết cấu: 5086 H116 vs. Các lựa chọn thay thế chính
Hiểu lớp biển 5086 Tấm nhôm H116 tách biệt sẽ ít hữu ích hơn so với việc hiểu nó trong ngữ cảnh.
Các vị trí so sánh sau 5086 H116 so với các lựa chọn thay thế hàng hải phổ biến nhất của nó đối với các thuộc tính chi phối các quyết định thiết kế kết cấu:
| Tài sản | 5086-H116 | 5083-H116 | 5052-H32 | 6061-T6 |
|---|---|---|---|---|
| UTS phút (MPa) | 270 | 303 | 228 | 310 |
| YS phút (MPa) | 193 | 214 | 193 | 276 |
| Độ giãn dài tối thiểu (%) | 10 | 10 | 12 | 8 |
| Tỉ trọng (g/cm³) | 2.66 | 2.66 | 2.68 | 2.70 |
| E (GPa) | 70.3 | 70.3 | 70.3 | 68.9 |
| HAZ YS (gõ., MPa) | ~105 | ~115 | ~90 | ~ 160 (T4-tương đương.) |
| Bán kính uốn cong tối thiểu (3tấm mm) | ~1,5t | ~2t | ~1t | ~2,5t |
| Ăn mòn nước biển | Xuất sắc | Xuất sắc | Rất tốt | Vừa phải |
| Rủi ro nhạy cảm | Thấp-trung bình | Vừa phải | Rất thấp | không áp dụng |
| Yêu cầu tiêu chuẩn ASTM B928 | Đúng | Đúng | KHÔNG | KHÔNG |
Hàng cường độ năng suất HAZ cho thấy một trong những lợi thế bị đánh giá thấp của 5086: đặc tính HAZ mối hàn của nó, trong khi thấp hơn tấm gốc, so sánh thuận lợi với các giá trị HAZ của 5083 vì cường độ năng suất ban đầu thấp hơn chuyển thành tỷ lệ hiệu quả chung HAZ thuận lợi hơn.
Đối với một tấm kết cấu có hiệu quả liên kết hàn (HAZ YS / cha mẹ YS) chi phối thiết kế, 5086 đạt được khoảng 54% hiệu suất chung so với khoảng 54% vì 5083 - về cơ bản tương đương.
Tuy nhiên, mức ứng suất tuyệt đối trong 5086 Haz (~105 MPa) thấp hơn, điều đó có nghĩa là với một tải trọng kết cấu nhất định, 5086 Các kết nối HAZ yêu cầu tấm dày hơn một chút hoặc khoảng cách các nẹp gần hơn so với tương đương 5083 kết nối.

5086 Tấm nhôm H116 cho thân thuyền buồm
5.2 Tính chất vật lý cho thiết kế hàng hải
| Tài sản | Giá trị | Đơn vị | Ý nghĩa thiết kế biển |
|---|---|---|---|
| Tỉ trọng | 2.66 | g/cm³ | 34% thép; cho phép xây dựng thân tàu nhẹ |
| Mô đun đàn hồi | 70.3 | GPa | Thấp hơn thép; chi phối độ lệch trong các tấm lớn |
| mô đun cắt | 26.4 | GPa | Độ cứng xoắn; thiết kế khóa cắt bảng điều khiển |
| Hệ số giãn nở nhiệt | 23.8 | µm/m·°C | Yêu cầu thiết kế khe nhiệt nhiệt đới đến Bắc Cực |
| Dẫn nhiệt | 127 | W/m·K | Phân phối nhiệt; phân tích kỹ thuật chữa cháy |
| Tinh dân điện | 31 | % IACS | Thiết kế phân phối dòng điện bảo vệ catốt |
| phạm vi nóng chảy | 585–641 | °C | An toàn cháy nổ: thấp hơn thép; bảo vệ thụ động cần thiết |
| Nhiệt dung riêng | 900 | J/kg · k | Khối lượng nhiệt để tính toán thời gian cháy |
mật độ của 2.66 g/cm³ là con số cuối cùng thúc đẩy trường hợp kinh doanh sử dụng nhôm thay vì thép trong hầu hết các ứng dụng hàng hải.
Chuyển điều này thành so sánh trọng lượng kết cấu thân tàu: Một 5086 Tấm thân tàu H116 có độ cứng uốn tương đương với tấm thép hàng hải nặng khoảng 45–55% trọng lượng của tấm thép.
Trên tàu giải trí dài 15 mét, Việc tiết kiệm trọng lượng 600–900 kg trong kết cấu thân tàu trực tiếp làm giảm mức tiêu thụ nhiên liệu khoảng 15–22% ở tốc độ hành trình — tiết kiệm vận hành đáng kể trong thời gian sử dụng tàu 20–30 năm.
5.3 Khả năng định dạng: 5086Sự khác biệt cạnh tranh của
5086 Ưu điểm về khả năng định hình của H116 so với 5083 H116 không tinh vi - đó là lý do kỹ thuật chính để chỉ định 5086 khi cần có hình dạng thân tàu phức tạp.
Cơ chế đằng sau lợi thế rất đơn giản: 5086hàm lượng magiê thấp hơn (3.5–4,5% so với. 4.0–4,9% cho 5083) tạo ra sức mạnh năng suất thấp hơn, và cường độ chảy thấp hơn trực tiếp chuyển sang khả năng định hình nguội tốt hơn vì ứng suất cần thiết để làm biến dạng dẻo vật liệu thấp hơn so với ứng suất gãy của nó.
So sánh bán kính uốn tối thiểu (độ dày vật liệu 4 mm):
| Hướng uốn cong | 5086-H116 | 5083-H116 | Lợi thế |
|---|---|---|---|
| Ngang sang hướng lăn | 1.5t (6 mm) | 2t (8 mm) | 5086: 25% bán kính chặt chẽ hơn |
| Song song với hướng lăn | 2t (8 mm) | 2.5t (10 mm) | 5086: 20% bán kính chặt chẽ hơn |
Đối với kết cấu thân tàu có góc chết rõ rệt, ngọn loe, phần cung cong phức hợp, và các khúc cua có bán kính hẹp, lợi thế về khả năng định hình này mang tính quyết định về mặt vận hành.
Các nhà chế tạo làm việc với 5086 H116 báo cáo sự cố nứt ít hơn 30-40% khi uốn nguội khung thân tàu và các tấm vỏ thân tàu so với các sản phẩm tương đương. 5083 Hoạt động H116 - cải tiến chất lượng và năng suất bù đắp nhiều hơn cho sự chênh lệch chi phí vật liệu khiêm tốn giữa hai hợp kim.
5.4 Đặc tính thiết kế mỏi cho kết cấu biển
Đặc tính mỏi của mối hàn 5086 H116 theo cùng Eurocode 9 / Khung đường cong DNV S-N như 5083 H116, vì cả hai đều là hợp kim nhôm hàn và đặc tính mỏi của mối hàn phụ thuộc chủ yếu vào hình dạng và chất lượng mối hàn hơn là vào hợp kim cụ thể:
| Chi tiết kết cấu | Danh mục chi tiết Δσ_C (MPa) | Vị trí thân tàu đại diện |
|---|---|---|
| Tấm cha mẹ, xa các mối hàn | 70 | Bảng giữa, tránh xa chất làm cứng |
| Mối hàn đối đầu xuyên thấu hoàn toàn (chất lượng A) | 40550 | Các khớp nối dọc của thân tàu |
| Mối hàn đối đầu xuyên thấu hoàn toàn (chất lượng B) | 35Mạnh45 | Khung và khớp ngang |
| Đầu cốt tăng cứng - có giá đỡ | 28–35 | Kết nối cuối khung |
| Đầu cốt tăng cứng - không có giá đỡ | 20Mạnh28 | Đầu nối chất làm cứng ngắn |
| Mối hàn phi lê, khớp chữ thập | 25–32 | Đính kèm phần cứng boong |
Điều quan trọng, 5086 Và 5083 các mối hàn trong cùng loại chi tiết mang lại tuổi thọ mỏi tương đương ở phạm vi ứng suất tương đương.
Việc lựa chọn giữa hai hợp kim không ảnh hưởng đáng kể đến kết quả thiết kế mỏi, miễn là chất lượng mối hàn và hình dạng chi tiết tương đương nhau.
Sự tương đương này có nghĩa là người thiết kế có thể tự do thay thế 5086 vì 5083 trong các ứng dụng kết cấu chịu mỏi mà không cần thiết kế lại các chi tiết mối hàn - một sự đơn giản hóa thực tế quan trọng.

Bao bì xuất khẩu cấp hàng hải 5086 Tấm nhôm H116
VI. Hiệu suất ăn mòn biển: Phân tích khoa học
6.1 5086Vị trí điện hóa của nước biển
Lớp biển 5086 Tấm nhôm H116 trong nước biển phát triển thế hở mạch tự nhiên (OCP) khoảng −0,85 V so với điện cực calomel bão hòa (SCE) - cao quý hơn một chút (tích cực) hơn 5083 (khoảng −0,87 V), phản ánh hàm lượng magiê thấp hơn một chút.
Sự khác biệt nhỏ này thực tế không đáng kể đối với hầu hết các mục đích thiết kế hàng hải., vì cả hai hợp kim đều chiếm cùng một vị trí chung trong dãy điện và phản ứng tương tự với cùng một hệ thống bảo vệ ca-tốt.
Bộ phim thụ động trên 5086 trong nước biển là một chất mỏng (2–8nm), Lớp oxit nhôm vô định hình hình thành tự phát khi tiếp xúc với môi trường chứa oxy và tự duy trì thông qua sự cân bằng động giữa sự hòa tan và tái thụ động.
Chỉ số hiệu suất chính là tiềm năng rỗ — thế năng điện hóa trên mức tạo ra hạt nhân — và thế năng tạo vết rỗ của 5086 trong nước biển ở 25°C rơi vào khoảng −0,65 đến −0,75 V so với SCE.
Vì OCP tự nhiên (−0,85 V) âm hơn đáng kể so với tiềm năng rỗ, 5086 trong dịch vụ nước biển thông thường hoạt động với khoảng 100–200 mV bảo vệ catốt khỏi tiềm năng lớn của chính nó - một bộ đệm tự bảo vệ cung cấp khả năng chống lại sự tạo mầm của hố.
6.2 Ba chế độ ăn mòn quan trọng và cơ chế phòng thủ của 5086
Ăn mòn tẩy da chết: Phòng thủ H116 chính
Tẩy da chết tấn công hợp kim 5xxx thông qua kéo dài, Các ranh giới hạt hình bánh kếp được tạo ra bằng cách lăn - sự xâm nhập của nước biển giữa các hạt dần dần nâng các lớp tấm kế tiếp dọc theo các mặt phẳng lăn, tạo đặc điểm phồng rộp, vẻ ngoài bong tróc mang lại tên gọi tẩy da chết.
Cơ chế đòi hỏi đồng thời ba điều kiện: mạng lưới ranh giới hạt nhạy cảm (phủ sóng giai đoạn beta liên tục); một chất điện phân (nước biển) có khả năng xuyên qua ranh giới hạt; và ràng buộc hình học của các hạt thon dài buộc sự giãn nở của sản phẩm ăn mòn biểu hiện dưới dạng phân tách giữa các lớp thay vì tấn công chung phân tán.
5086 H116 tấn công cơ chế này ở điều kiện tiên quyết đầu tiên. Bằng cách kiểm soát quá trình giảm lạnh để tạo ra quá trình gián đoạn, phân bố pha beta ranh giới hạt không liên tục, Tính chất H116 loại bỏ con đường liên kết giữa các hạt mà nước biển yêu cầu để tẩy da chết dần dần.
Ngoài ra, 5086hàm lượng magiê thấp hơn (so với 5083) có nghĩa là ngay cả khi không có kiểm soát nhiệt độ H116, pha beta ranh giới hạt có xu hướng hình thành chậm hơn và theo kiểu không liên tục hơn - cung cấp thêm một giới hạn an toàn giải thích tại sao 5086 ở nhiệt độ H32 cho thấy khả năng chống bong tróc tốt hơn so với 5083 ở trạng thái H32, mặc dù không đáp ứng yêu cầu chứng nhận ASTM B928.

Boong tàu đã qua sử dụng 5086 Tấm nhôm H116
Ăn mòn căng thẳng (SCC): Ở đâu 5086 Vượt trội hơn 5083
SCC kết hợp ứng suất kéo kéo dài với môi trường ăn mòn tích cực để lan truyền các vết nứt ở cường độ ứng suất thấp hơn nhiều so với độ bền đứt gãy của vật liệu không chịu ứng suất.
Trong hợp kim 5xxx nhạy cảm, màng pha beta ranh giới hạt liên tục cho phép lan truyền vết nứt hòa tan anốt. 5086 Khả năng kháng SCC của H116 được hưởng lợi từ hai cơ chế tăng cường: sự phá vỡ tính khí H116 của pha beta ranh giới hạt liên tục (tương tự như tẩy da chết), và động học mẫn cảm vốn có của hàm lượng magie thấp hơn đã chậm hơn.
Dữ liệu được công bố từ thử nghiệm SCC dài hạn của 5086 H116 thể hiện khả năng chống nứt ở mức ứng suất kéo dài lên đến 60% cường độ năng suất trong thử nghiệm ngâm thay thế (ASTM G44) — vượt trội hơn 5083 H116 (thường có khả năng kháng khoảng 50% sức mạnh năng suất) và vượt trội hơn hẳn so với vật liệu H32 nhạy cảm (có thể nứt ở mức 20–25% cường độ chảy).
Đối với kết cấu thân tàu chịu ứng suất hàn dư từ 30–50 MPa, biên độ kháng SCC này đủ cho dịch vụ hàng hải thông thường - nhưng không giới hạn. Bất kỳ ứng suất kéo kéo dài nào kết hợp với môi trường nhiệt thúc đẩy sự nhạy cảm đều đáng được quan tâm kỹ thuật.
Ăn mòn rỗ: Cuộc tấn công cơ bản của nước biển
Rỗ bắt đầu ở những vị trí mà màng thụ động yếu nhất: giao diện ma trận hạt liên kim loại, điểm xuất hiện ranh giới hạt, và các vết trầy xước bề mặt làm lộ ra nhôm tươi.
Đối với lớp biển 5086 Tấm nhôm H116, vị trí bắt đầu hố chiếm ưu thế là các hạt liên kim loại Al₃Fe và Al₆Mn, điện cực âm cho nền nhôm và tạo ra các tế bào điện cục bộ hòa tan nhôm xung quanh.
Giới hạn tạp chất sắt 0,50% đối với 5086 (so với .40,40% đối với 5083) có nghĩa là 5086 về nguyên tắc có thể chứa nhiều hạt Al₃Fe hơn - một nhược điểm nhỏ về khả năng chống ăn mòn so với 5083. Trong thực tế, cấp biển nhất 5086 nhà sản xuất giữ sắt ở dưới 0.30%, làm cho sự khác biệt về mặt lý thuyết này không đáng kể.
Dữ liệu thử nghiệm ngâm dài hạn cho 5086 trong nước biển tổng hợp (ASTM D1141) cho thấy độ sâu hố trung bình là 0,10–0,25 mm sau 5 năm - tốc độ ăn mòn 0,02–0,05 mm/năm đủ để đáp ứng đủ độ dày tấm dự trữ có sẵn trong lớp mạ thân tàu biển.
VII. Ứng dụng hàng hải và các loại tàu
7.1 Thuyền giải trí và thể thao: Miền ứng dụng chiếm ưu thế
Thị trường chèo thuyền giải trí chiếm tỷ trọng lớn nhất 5086 Tiêu thụ H116 trên toàn cầu, được thúc đẩy bởi sự kết hợp đặc biệt của khả năng định hình của hợp kim, chống ăn mòn nước biển, và hiệu quả về trọng lượng đối với các loại và kích cỡ tàu chiếm ưu thế trong công trình giải trí (6–18 m LOA).
Thuyền đánh cá nhôm ngoài khơi trong phạm vi 6–12 m đại diện cho nguyên mẫu 5086 Ứng dụng H116. Những con tàu này cần thân tàu có hình dạng cong phức hợp với độ dốc rõ rệt (thường là 18–24°) và mũi loe để đi biển ngoài khơi, khả năng chống ăn mòn của nước biển cho các mặt trên có thể không được sơn trong nhiều năm giữa các lần tân trang, và độ bền kết cấu phù hợp để phục vụ ngoài khơi mà không có trọng lượng quá lớn có thể ảnh hưởng đến hiệu suất của các động cơ phía ngoài hoặc động cơ dẫn động ở đuôi tàu nhỏ hơn. Lớp biển 5086 Tấm nhôm H116 khổ 3,0–5,0 mm đáp ứng đồng thời cả ba yêu cầu.
Vỏ thuyền buồm trình bày một số thách thức phức tạp nhất về mặt hình học trong việc đóng thuyền bằng nhôm — sống tàu xuôi, phần ngang cong, ngọn loe, và phát âm là tumblehome đều yêu cầu uốn cong bán kính chặt chẽ 5086 xử lý đáng tin cậy hơn 5083. Ngoài ra, Tải trọng kết cấu thuyền buồm thường thấp hơn tải trọng thuyền máy có chiều dài tương đương (không đóng sầm; tốc độ thấp hơn), làm cho 10% sự khác biệt về sức mạnh năng suất giữa 5086 Và 5083 về mặt cấu trúc không phù hợp với hầu hết các ứng dụng của tàu thuyền. Các nhà đóng thuyền buồm bằng nhôm có kinh nghiệm - bao gồm các chuyên gia ở Châu Âu và New Zealand - luôn xác định rõ ràng 5086 H116 cho kết cấu mặt trên và trên mặt nước, đặt trước 5083 H116 dành cho các khu vực gắn kết với sống tàu và lớp tôn đáy/đường nước nơi yêu cầu về kết cấu đòi hỏi phải có độ bền cao hơn.
Bảng điều khiển trung tâm và thuyền đi bộ (7–10m) được hưởng lợi từ khả năng định hình của 5086 khi sản xuất các cấu trúc bảng điều khiển có cạnh sâu, hộp cá bao quanh, và phần mạn khô xác định các loại thân tàu này. Các nhà xây dựng báo cáo việc sửa chữa mối hàn do nứt ít hơn đáng kể trong quá trình hình thành các biên dạng phức tạp này khi sử dụng 5086 H116 so với 5083 H116 — tiết kiệm chi phí sản xuất trực tiếp nhiều hơn mức bù đắp cho bất kỳ chi phí nguyên vật liệu nhỏ nào.
7.2 Thuyền làm việc thương mại: Kết hợp hiệu suất kết cấu với khả năng định dạng
Thuyền làm việc thương mại - thực tế, tàu thực dụng phục vụ các giàn khoan ngoài khơi, phi hành đoàn chuyển giao, tiến hành khảo sát, và hỗ trợ hoạt động bến cảng - đại diện cho lĩnh vực tiêu thụ lớn thứ hai cho 5086 H116.
Tàu chuyển thuyền viên (CTV) để bảo trì trang trại gió ngoài khơi thể hiện chiến lược tối ưu hóa lựa chọn hợp kim một cách rõ ràng nhất. Khác biệt 24 m Thiết kế thân tàu CTV thường sử dụng 5083 H116 (6–8 mm) đối với lớp mạ đáy - nơi tải trọng tác động từ việc tiếp cận tuabin lặp đi lặp lại ở trạng thái biển thấp gây ra ứng suất có tính chu kỳ cao - và 5086 H116 (5–6 mm) cho các tấm mặt trên và cấu trúc thượng tầng, trong đó nhu cầu về kết cấu thấp hơn cho phép hợp kim dễ định hình hơn và trong đó hình dạng chỗ ở phức tạp của phi hành đoàn được hưởng lợi từ khả năng bán kính uốn cong chặt chẽ hơn của 5086.
Tàu hoa tiêu và tàu dịch vụ bến cảng (12–22m) tạo điều kiện đặc biệt thuận lợi cho 5086 H116: tải trọng kết cấu vừa phải (dịch chuyển hơn là hoạt động bào trong hầu hết các trường hợp), dạng thân tàu phức tạp điển hình của thiết kế dịch chuyển đáy tàu tròn, và việc xả nước ngọt thường xuyên trên bề mặt là đặc điểm của việc bảo dưỡng tàu cảng. Nguy cơ mẫn cảm thấp hơn 5086 H116 so với 5083 là lợi thế thứ hai đối với các tàu cảng được làm sạch bằng hơi nước trên boong - khả năng tiếp xúc với nhiệt độ nhạy cảm hoàn toàn không có trong đặc điểm kỹ thuật của hợp kim kết cấu thân tàu ở hầu hết các nhà máy đóng tàu.
7.3 Cấu trúc biển và ứng dụng ngoài khơi
Ngoài thân thuyền, 5086 Tấm H116 phục vụ rộng rãi trong các ứng dụng kết cấu hàng hải trong đó khả năng chống ăn mòn và trọng lượng nhẹ của nhôm được đánh giá cao nhưng hiệu suất kết cấu tối đa chỉ là thứ yếu:
Bến cảng và cầu phao nổi trên bến du thuyền sử dụng 5086 H116 vì khả năng chống ăn mòn đặc biệt trong môi trường khắc nghiệt của vùng nước bến du thuyền (mức độ ô nhiễm tăng cao từ sự cố tràn nhiên liệu, sơn chống rỉ chảy tràn, và ô nhiễm hữu cơ từ các tàu neo đậu). Nhu cầu kết cấu thấp hơn của việc xây dựng ụ nổi khiến cho sức mạnh bổ sung của 5083 trở nên không cần thiết, trong khi khả năng định hình của 5086 giúp đơn giản hóa việc chế tạo các hình dạng phao và khung kết nối đặc trưng cho hệ thống bến du thuyền.
Lối đi trên sân ga ngoài khơi, tay vịn, và lưới - trong đó chức năng chính là chống ăn mòn và an toàn cho con người hơn là chịu tải kết cấu - sử dụng 5086 H116 vì sự kết hợp của sức mạnh phù hợp (đủ để tải lối đi cho mỗi mã áp dụng), chống ăn mòn tuyệt vời mà không cần sơn (giảm bảo trì ở các địa điểm xa bờ), và trọng lượng nhẹ (giảm trọng tải áp đặt lên cấu trúc mặt trên của nền tảng).
Lối đi và đường dốc dẫn vào đối với việc chuyển từ tàu sang giàn và từ tàu sang bờ hiện nay có nhu cầu về khả năng định hình có lợi cho 5086: các phần khớp nối, ray dẫn hướng cong, và các bệ hạ cánh góc cạnh của hệ thống cầu thang hiện đại yêu cầu các hoạt động uốn trong đó bán kính uốn cong tối thiểu chặt chẽ hơn của 5086 cho phép các thiết kế yêu cầu ủ trước 5083.
Trong khi 5083 H116 thống trị các ứng dụng kết cấu thân tàu chính trong đóng tàu hải quân, 5086 H116 được sử dụng đáng kể trong cấu trúc thứ cấp và cấu trúc thượng tầng của tàu hải quân:
Tấm và vỏ kết cấu thượng tầng trên tàu tuần tra nhanh và tàu hỗ trợ được hưởng lợi từ khả năng định hình của 5086 khi sản xuất không phẳng, các bề mặt cong đặc trưng cho tính thẩm mỹ của cấu trúc thượng tầng của tàu hải quân hiện đại (được thiết kế để giảm mặt cắt radar). Kiến trúc sư hải quân thiết kế theo tiêu chí tàng hình chỉ định đường cong, các tấm cấu trúc thượng tầng góc cạnh thách thức các nhà chế tạo làm việc với 5083; sự chuyển đổi sang 5086 đối với những yếu tố này cải thiện đáng kể tỷ lệ chế tạo thành công lần đầu tiên.
Tàu rà phá mìn (MCMV) kết cấu phụ trợ - tấm phi cấu trúc, vách ngăn chỗ ở nội bộ, vỏ máy móc trên boong - sử dụng thường xuyên 5086 H116 trong đó việc giảm trọng lượng và khả năng chống ăn mòn là quan trọng nhưng hiệu suất kết cấu tối đa thì không. Yêu cầu không có từ tính thúc đẩy việc lựa chọn vật liệu thân tàu MCMV bằng nhôm (hoặc GRP) cũng áp dụng cho cấu trúc thứ cấp, làm 5086 phù hợp tự nhiên.
Công trình kết hợp tàu đổ bộ chiến lược ngày càng được sử dụng nhiều hơn 5086 H116 cho mặt trên, tấm bên đoạn đường nối, và cấu trúc khoang thuyền viên, đặt trước 5083 H116 cho vỏ đáy và khung kết cấu chịu tải trọng tập trung của xe trong hoạt động đổ bộ trên bãi biển.
XIII. Tiêu chuẩn chất lượng, thử nghiệm, và chứng nhận
Lớp hàng hải được chứng nhận 5086 Tấm nhôm H116 nằm trong khuôn khổ các tiêu chuẩn bổ sung nhằm giải quyết thành phần, của cải, mẫn cảm, và tài liệu:
| Tiêu chuẩn | Cơ quan phát hành | phạm vi | Yêu cầu quan trọng đối với 5086 |
|---|---|---|---|
| ASTM B928 | Quốc tế ASTM | 5hợp kim xxx cho dịch vụ hàng hải | NAMLT ≤15 mg/cm2 trên mỗi lô |
| ASTM B209 | Quốc tế ASTM | Tấm và tấm Al: kích thước và tính chất | Thành phần hóa học; tính chất cơ học |
| ASTM G67 | Quốc tế ASTM | Thử nghiệm độ nhạy NAMLT | Quy trình kiểm tra tuân thủ B928 |
| ASTM G66 | Quốc tế ASTM | Thử nghiệm tẩy da chết ASSET | Đánh giá trực quan về khả năng chống tẩy da chết |
| TRONG 485 | CEN | Tấm/tấm Châu Âu: kích thước và dung sai | Khung dung sai kích thước |
| TRONG 573-3 | CEN | Tiêu chuẩn thành phần hợp kim châu Âu | 5086 giới hạn thành phần |
| MIL-DTL-24093 | Bộ Quốc phòng Hoa Kỳ | Nhôm hàng hải quân sự | Chứng nhận vật liệu tàu hải quân |
| TRONG 10204 | CEN | Các loại chứng chỉ vật liệu | 3.1 / 3.2 tài liệu chứng nhận |
IX. Phần kết luận
Kết luận quan trọng nhất của cuộc kiểm tra toàn diện này là việc điều chỉnh lại cách thức cấp Hàng hải 5086 Tấm nhôm H116 được cảm nhận. Thường được mô tả là “sự thay thế kém mạnh mẽ hơn cho 5083 cho các ứng dụng có thể chấp nhận được độ bền giảm,” Lớp biển 5086 Tấm nhôm H116 được hiểu chính xác hơn là sự lựa chọn vật liệu chính xác cho các ứng dụng có khả năng định dạng vượt trội, khả năng chống ăn mòn biển dài hạn tương đương ở nhiệt độ H116 được chứng nhận, và độ bền của độ nhạy tốt hơn một chút kết hợp lại để mang lại kết quả kỹ thuật tốt hơn so với 5083 H116 sẽ đạt được.
Các ứng dụng đặc biệt được hưởng lợi từ 5086 H116 rất nhiều và có ý nghĩa thương mại: thuyền nhôm giải trí với hình dạng thân tàu phức tạp (lĩnh vực có khối lượng tiêu thụ nhôm hàng hải lớn nhất), vỏ và thân thuyền buồm, cấu trúc thứ cấp của thuyền làm việc thương mại, kết cấu nhôm nền tảng ngoài khơi, chiến lược kết cấu thân tàu hợp kim hỗn hợp, và thị trường tàu chạy bằng pin-điện đang mở rộng nhanh chóng. Trong tất cả các ứng dụng này, 5086 H116 không phải là giải pháp dự phòng - đó là câu trả lời kỹ thuật chính xác.
Quá trình sản xuất đúc và giới thiệu của nó
Mục đích của quá trình nấu chảy và đúc là để tạo ra các hợp kim có thành phần đạt yêu cầu và độ tinh khiết cao của chất nóng chảy, để tạo điều kiện thuận lợi cho việc đúc các hợp kim có hình dạng khác nhau.
Các bước quy trình nóng chảy và đúc: trộn --- cho ăn --- tan chảy --- khuấy sau khi tan chảy, loại bỏ xỉ --- lấy mẫu trước khi phân tích --- thêm hợp kim để điều chỉnh thành phần, khuấy --- tinh luyện --- Cài đặt tĩnh——Đúc lò hướng dẫn.
Quá trình sản xuất cán nóng và giới thiệu của nó
- 1. Cán nóng thường đề cập đến việc cán trên nhiệt độ kết tinh lại kim loại;
- 2. Trong quá trình cán nóng, kim loại có cả quá trình làm cứng và làm mềm. Do ảnh hưởng của tốc độ biến dạng, chừng nào quá trình phục hồi và kết tinh lại là quá muộn, sẽ có một công việc khó khăn nhất định;
- 3. Sự kết tinh lại của kim loại sau khi cán nóng không hoàn toàn, đó là, sự cùng tồn tại của cấu trúc kết tinh lại và cấu trúc biến dạng;
- 4. Cán nóng có thể cải thiện hiệu suất xử lý kim loại và hợp kim, giảm hoặc loại bỏ các khuyết tật đúc.
- 1. Nhiệt độ đúc và cán thường nằm trong khoảng từ 680 ° C đến 700 ° C. càng thấp càng tốt, dây chuyền đúc và cán ổn định thường dừng mỗi tháng một lần hoặc hơn để đứng lại. Trong quá trình sản xuất, cần kiểm soát chặt chẽ mức chất lỏng của bể phía trước để tránh mức chất lỏng thấp;
- 2. Bôi trơn sử dụng bột C với khí đốt cháy không hoàn toàn để bôi trơn, đó cũng là một trong những nguyên nhân làm bẩn bề mặt vật liệu đúc và cán;
- 3. Tốc độ sản xuất thường nằm trong khoảng 1,5m / phút-2,5m / phút;
- 4. Chất lượng bề mặt của các sản phẩm được sản xuất bằng cách đúc và cán nói chung là tương đối thấp, và nói chung không thể đáp ứng các sản phẩm có yêu cầu về hiệu suất vật lý và hóa học đặc biệt.
- 1. Cán nguội dùng để chỉ phương pháp sản xuất cán dưới nhiệt độ kết tinh lại;
- 2. Sẽ không có sự kết tinh lại động trong quá trình cán, và nhiệt độ sẽ tăng lên đến nhiệt độ phục hồi nhiều nhất, và cán nguội sẽ xuất hiện ở trạng thái làm cứng, và tốc độ làm cứng công việc sẽ lớn;
- 3. Tấm và dải cán nguội có độ chính xác kích thước cao, chất lượng bề mặt tốt, cấu trúc và hiệu suất thống nhất, và các sản phẩm ở các trạng thái khác nhau có thể thu được bằng xử lý nhiệt;
- 4. cán nguội có thể cán ra các dải mỏng, nhưng tại cùng một thời điểm, nó có nhược điểm là tiêu thụ năng lượng cao để biến dạng và nhiều lần xử lý.
- 1. Gia công hoàn thiện là phương pháp gia công để làm cho tấm cán nguội đạt yêu cầu của khách hàng, hoặc để tạo thuận lợi cho quá trình xử lý tiếp theo của sản phẩm;
- 2. Thiết bị hoàn thiện có thể sửa chữa các khuyết tật được tạo ra trong quy trình sản xuất cán nóng và cán nguội, chẳng hạn như nứt cạnh, nhờn, hình dạng tấm kém, ứng suất dư, vân vân. Nó cần đảm bảo rằng không có khiếm khuyết nào khác được đưa vào quy trình sản xuất;
- 3. Có nhiều thiết bị hoàn thiện khác nhau, chủ yếu bao gồm cắt ngang, rạch, kéo dài và duỗi thẳng, lò ủ, con trườn, vân vân.

Quá trình đúc và cán
Quá trình đúc và cán: kim loại lỏng, hộp phía trước (kiểm soát mức chất lỏng), máy đúc và cán (hệ thống bôi trơn, nước làm mát), máy cắt cỏ, máy cuộn.
Quy trình sản xuất cán nguội

Giới thiệu quy trình sản xuất hoàn thiện
Hợp kim nhôm có đặc tính mật độ thấp, tính chất cơ học tốt, hiệu suất xử lý tốt, không độc hại, dễ tái chế, dẫn điện tuyệt vời, truyền nhiệt và chống ăn mòn, vì vậy nó có một loạt các ứng dụng.
hàng không vũ trụ: dùng để làm da máy bay, khung thân máy bay, dầm, cánh quạt, chân vịt, thùng nhiên liệu, tấm tường và thanh chống thiết bị hạ cánh, cũng như các vòng rèn tên lửa, tấm tường tàu vũ trụ, vân vân.

Hợp kim nhôm dùng cho hàng không vũ trụ
Vận tải: được sử dụng cho vật liệu kết cấu thân xe của ô tô, phương tiện tàu điện ngầm, xe khách đường sắt, xe khách cao tốc, cửa và cửa sổ, những cái kệ, bộ phận động cơ ô tô, máy điều hoà, Bộ tản nhiệt, tấm cơ thể, bánh xe và vật liệu tàu.

ứng dụng giao thông
bao bì: Lon pop hoàn toàn bằng nhôm chủ yếu được sử dụng làm vật liệu đóng gói kim loại ở dạng tấm và lá mỏng, và được làm thành lon, nắp đậy, chai, thùng, và lá bao bì. Được sử dụng rộng rãi trong bao bì đồ uống, đồ ăn, mỹ phẩm, các loại thuốc, thuốc lá, những sản phẩm công nghiệp, các loại thuốc, vân vân.

ứng dụng đóng gói
in ấn: Chủ yếu được sử dụng để làm tấm PS, Tấm PS nền nhôm là một loại vật liệu mới trong ngành in ấn, được sử dụng để tạo và in tấm tự động.

in PS
trang trí kiến trúc: hợp kim nhôm được sử dụng rộng rãi trong các cấu trúc xây dựng, cửa và cửa sổ, trần treo, bề mặt trang trí, vân vân. do khả năng chống ăn mòn tốt, đủ sức mạnh, hiệu suất quá trình tuyệt vời và hiệu suất hàn.

Ứng dụng xây dựng hợp kim nhôm
Sản phẩm điện tử: máy vi tính, điện thoại di động, vỏ tủ lạnh, Bộ tản nhiệt, vân vân.

Ứng dụng sản phẩm điện tử
đồ dùng nhà bếp: chậu nhôm, lưu vực nhôm, lót nồi cơm điện, lá nhôm gia dụng, vân vân.

ứng dụng nhà bếp
Bao bì tấm nhôm/cuộn dây
Mỗi chi tiết của bao bì là nơi chúng tôi theo đuổi dịch vụ hoàn hảo. Quy trình đóng gói của chúng tôi nói chung như sau:
cán màng: rõ ràng phim, phim màu xanh, vi niêm mạc, cao niêm mạc, phim cắt laser (2 nhãn hiệu, Novacell và Polyphem);
Sự bảo vệ: giấy góc bảo vệ, miếng đệm chống áp lực;
làm khô: chất hút ẩm;
Cái mâm: khay gỗ vô hại khử trùng, khay sắt tái sử dụng;
đóng gói: Đai thép Tic-tac-toe, hoặc dây đai đóng gói PVC;
Chất lượng vật liệu: Hoàn toàn không có các khuyết tật như gỉ trắng, đốm dầu, vết lăn, thiệt hại cạnh, khúc cua, vết lõm, hố, ngắt dòng, trầy xước, vân vân., không có bộ cuộn dây.
Hải cảng: Thanh Đảo hoặc các cảng khác ở Trung Quốc.
thời gian dẫn: 15-45 ngày.

Quy trình đóng gói tấm / tấm nhôm

Quy trình đóng gói cuộn nhôm
F: Bạn là nhà sản xuất hay thương nhân?
Hỏi: chúng tôi là một nhà sản xuất, nhà máy của chúng tôi ở số 3 đường Weier, Khu công nghiệp, công nghĩa, hà nam, Trung Quốc.
F: Moq để đặt hàng sản phẩm là gì?
Hỏi: Moq của chúng tôi là 5 tấn, và một số sản phẩm đặc biệt sẽ có số lượng đặt hàng tối thiểu là 1 hoặc 2 tấn.
F: Thời gian giao hàng của bạn là bao lâu?
Hỏi: Nói chung thời gian dẫn đầu của chúng tôi là khoảng 30 ngày.
F: Sản phẩm của bạn có đảm bảo chất lượng không?
Hỏi: Đúng, nếu có vấn đề về chất lượng với sản phẩm của chúng tôi, chúng tôi sẽ bồi thường cho khách hàng cho đến khi họ hài lòng.
Những sảm phẩm tương tự






Blog mới nhất

Hợp kim phổ biến của xe tải lạnh được sử dụng cuộn nhôm tráng PE
Khám phá các hợp kim phổ biến của xe tải lạnh sử dụng cuộn nhôm phủ PE, bao gồm 3003, 3004, Và 3105. Được thiết kế để chống ăn mòn tuyệt vời, khả năng tạo hình, và hiệu suất ngoài trời lâu dài.

Nhôm có dẫn điện không? Của cải, Công dụng & Giải thích lợi ích
Nhôm có dẫn điện không? Khám phá tính dẫn điện của nhôm, lợi thế chính, và tại sao nó được sử dụng rộng rãi trong truyền tải điện và các ứng dụng công nghiệp.

Mở khóa tính bền vững: Sự thật về việc tái chế lá nhôm
Lá nhôm có thể tái chế được không? Tìm hiểu cách tái chế lá nhôm, làm thế nào để chuẩn bị nó đúng cách, và tại sao tái chế giúp giảm chất thải và tiết kiệm tài nguyên.

Lá nhôm tráng cho các ứng dụng đóng gói | Mạnh & Đáng tin cậy
Giấy nhôm tráng chất lượng cao cho các ứng dụng đóng gói, cung cấp hàng rào bảo vệ tuyệt vời, Độ bền, và hiệu suất nhất quán.







