IO. Introduzione
Grado marino 5086 La piastra in alluminio H116 occupa una posizione di valore unico nello spettro dei materiali in alluminio per la costruzione navale, una posizione spesso sottovalutata proprio perché si trova tra due leghe maggiormente specificate.
Più resistente alla corrosione e formabile rispetto al 6061 serie, ancora più lavorabile e saldabile di quello ad alta resistenza 5083, 5086 L'H116 offre una combinazione di proprietà che lo rendono insostituibile in un'ampia gamma di applicazioni marine: barche da pesca ricreativa con forme di scafo complesse, scafi di barche a vela che richiedono parti superiori svasate, struttura secondaria della barca da lavoro commerciale, passerelle di piattaforme offshore, e sovrastrutture di navi militari.
Questo articolo offre una panoramica completa, esame autorevole del grado marino 5086 Piastra in alluminio H116 su diciotto dimensioni analitiche: metallurgia, scienza del temperamento, produzione, proprietà, prestazione alla corrosione, il confronto critico 5086 contro 5083, progettazione strutturale, applicazioni navali, fabbricazione, protezione dalla corrosione, standard di qualità, quadri normativi, economia della catena di fornitura, sostenibilità, e innovazione.
Ii. Fondazione metallurgica: IL 5086 Lega di alluminio
2.1 La serie 5xxx: Chimica marina del magnesio
Le leghe di alluminio della serie 5xxx raggiungono la loro resistenza e resistenza alla corrosione grazie al magnesio disciolto in soluzione solida all'interno della matrice di alluminio.
Atomi di magnesio, leggermente più grandi degli atomi di alluminio, distorcere il reticolo cristallino, impedendo il movimento della lussazione e quindi aumentando la forza - un meccanismo chiamato rafforzamento della soluzione solida che non richiede alcun trattamento termico per attivarsi e non diminuisce mai attraverso l'esposizione termica (al di sotto dell'intervallo di sensibilizzazione).
Questo carattere di non trattabilità termica definisce la logica delle prestazioni marine delle leghe 5xxx: le loro proprietà rimangono stabili per tutta la vita utile della nave, a differenza delle leghe trattate termicamente il cui indurimento per precipitazione può essere parzialmente invertito dai cicli termici di saldatura e fuoco.
Il secondo dono marino del magnesio è elettrochimico: sposta il potenziale di corrosione naturale della lega nell’acqua di mare verso un valore più negativo (anodico) valori, migliorare la resistenza alla corrosione per vaiolatura rendendo il film passivo più stabile e riducendo il differenziale tra la matrice della lega e le particelle intermetalliche catodiche che fungono da siti di inizio della vaiolatura.
Un contenuto di magnesio più elevato significa generalmente una migliore resistenza alla corrosione dell’acqua di mare, ecco perché 5083 (4.0–4,9% mg) surclassa 5052 (2.2–2,8% mg) nel servizio marittimo a lungo termine.
5086 siede tra questi due: la sua gamma di magnesio del 3,5–4,5% offre una resistenza alla corrosione dell'acqua di mare chiaramente superiore a 5052 e si avvicina 5083, mantenendo al contempo il contenuto di magnesio sufficientemente basso da ridurre il rischio di sensibilizzazione che diventa una preoccupazione ingegneristica primaria nelle leghe ad alto contenuto di Mg.
Grado marino 5086 Piastra in alluminio H116
2.2 Composizione chimica: Ogni elemento progettato per il mare
La composizione di 5086 alluminio, definito da ASTM B209, IN 573-3, GB/T. 3880, e JIS H4000, riflette l'ingegneria marina deliberata in ogni elemento:
| Elemento | Gamma di composizione (%) | Funzione di ingegneria navale |
|---|---|---|
| Alluminio (Al) | Resto (~94,2–95,7) | Matrice primaria; formazione e riparazione passiva del film di ossido |
| Magnesio (Mg) | 3.5 - 4.5 | Rafforzamento della soluzione solida; resistenza alla corrosione dell'acqua di mare |
| Manganese (Mn) | 0.20 - 0.70 | Controllo della struttura dei grani; Formazione del dispersoide Al₆Mn |
| Cromo (Cr) | 0.05 - 0.25 | Inibisce la ricristallizzazione; stabilizza i confini del grano |
| Ferro (Fe) | ≤ 0.50 | Impurità; forma particelle catodiche Al₃Fe - controllate strettamente |
| Silicio (E) | ≤ 0.40 | Impurità; interagisce con Mg nella formazione di Mg₂Si |
| Rame (Cu) | ≤ 0.10 | Rigorosamente minimizzato — aumenta il rischio di vaiolatura e corrosione galvanica |
| Zinco (Zn) | ≤ 0.25 | Soffitto di impurità; l'eccesso degrada la resistenza dell'SCC |
| Titanio (Di) | ≤ 0.15 | Affinatore di grano da colata; controllato per la consistenza della proprietà |
| Altri (ciascuno/totale) | ≤0,05/≤0,15 | Limite di impurità aggregata |
2.3 Analisi comparativa delle leghe per applicazioni marine
Per selezionare la giusta lega di alluminio marino è necessario capire dove ciascuna di esse rientra nello spettro di prestazione-formabilità-sensibilizzazione:
| Lega | Mg (%) | UTS minimo (H116, MPA) | Min Y (H116, MPA) | Rischio di sensibilizzazione | Formabilità | Migliore applicazione marina |
|---|---|---|---|---|---|---|
| 5052-H32 | 2.2–2.8 | 228 | 193 | Molto basso | Eccellente | Struttura leggera; non-hull |
| 5086-H116 | 3.5–4.5 | 270 | 193 | Basso-moderato | Molto bene | Parte superiore dello scafo; forme complesse; struttura secondaria |
| 5083-H116 | 4.0–4.9 | 303 | 214 | Moderare | Bene | Struttura primaria dello scafo; placcatura inferiore |
| 5456-H116 | 4.7–5.5 | 317 | 228 | Moderato-alto | Giusto | Scafo ad alta resistenza; attento monitoraggio |
| 5059-H116 | 5.0–6.0 | 330 | 240 | Basso (ottimizzato) | Giusto | Navale premium; marino di massima forza |
| 6061-T6 | 0.8–1,2 mg | 310 | 276 | N / A | Moderare | Strutturale non marino; evitare l'immersione in acqua di mare |
5086 occupa la formabilità ottimale della famiglia delle leghe marine. Si piega più facilmente di 5083, saldature con una riduzione della resistenza HAZ leggermente inferiore, e porta una protezione di sensibilizzazione equivalente nella tempra H116, rendendolo la scelta logica ogni volta che si tratta di geometrie complesse, forme curve dello scafo, o una lavorabilità a freddo superiore conta più del premio di resistenza del 10-12%. 5083 fornisce.
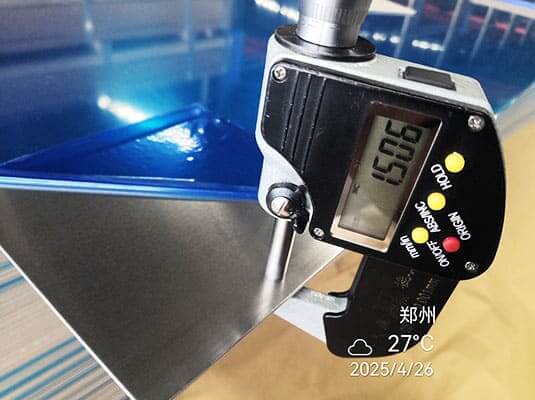
5086 Misurazione dello spessore della lamiera di alluminio H116
Iii. Il carattere H116: Ingegneria specifica per il settore marino 5086
3.1 Un carattere nato dall'esperienza operativa
La specifica dello stato fisico H116 per le leghe di alluminio marino non è emersa dalla scienza teorica dei materiali: è emersa da una storia documentata di guasti prematuri per corrosione in imbarcazioni costruite con leghe 5xxx in stati che superavano le specifiche delle proprietà meccaniche ma mancavano del controllo microstrutturale necessario per resistere ai meccanismi di corrosione specifici dell'acqua di mare.
Esfoliazione del fasciame dello scafo, tensocorrosione nei giunti saldati, e l’attacco intergranulare nella lamiera leggermente sensibilizzata durante la fabbricazione hanno contribuito a far sì che l’industria riconoscesse che l’alluminio marino necessitava di una designazione di stato appositamente progettata per la resistenza alla corrosione, non solo riguardo alla forza.
Il risultato: codificato in ASTM B928 (pubblicato per la prima volta 2004, regolarmente revisionato) — definisce H116 come uno stato di incrudimento per le leghe della serie 5xxx con ≥ 3% di magnesio specificatamente progettato per fornire resistenza alla corrosione da esfoliazione e alla tensocorrosione.
Lo standard impone test di sensibilizzazione su ogni lotto di produzione, rendendo H116 l'unico acciaio temperato per alluminio nella produzione commerciale di routine in cui il test di corrosione è un requisito obbligatorio per l'accettazione del lotto piuttosto che un test supplementare facoltativo.
3.2 Percorso di produzione H116: Lavoro a freddo controllato
Produrre 5086 L'H116 richiede un controllo preciso sulla riduzione a freddo applicata dopo la laminazione a caldo, una percentuale che raggiunge contemporaneamente tre obiettivi che normalmente sarebbero in tensione: adeguata resistenza alla trazione (UTS ≥270 MPa), adeguata duttilità (allungamento ≥10%), e la specifica struttura di dislocazione che interrompe la copertura continua dei confini dei grani in fase beta.
La disciplina termica critica durante la laminazione a freddo dell'H116 è mantenere la temperatura della lamiera al di sotto di 65°C durante i passaggi di riduzione a freddo.
La laminazione a freddo genera calore attraverso la deformazione plastica, e senza un'adeguata applicazione di refrigerante e raffreddamento tra i passaggi, il solo calore di rotolamento può portare la piastra nell'intervallo di sensibilizzazione: un'escursione del processo che produrrebbe proprietà meccaniche temprate da H116 in un materiale che ha già iniziato la precipitazione al bordo del grano che H116 è progettato per prevenire.
3.3 Confronto 5086 Temperi: Le distinzioni marine-critiche
| Temperare | Definizione | NAMLT Obbligatorio | Resistenza all'esfoliazione | Resistenza all'SCC | Uso marino |
|---|---|---|---|---|---|
| O | Completamente ricotto | NO | Povero | Povero | Solo formatura profonda; non per l'immersione in acqua di mare |
| H32 | Incrudito + ricottura parziale | NO | Moderare | Moderare | Non di tipo marino — solo strutturale generale |
| H34 | Incrudito + ricottura parziale (più alto) | NO | Moderare | Moderare | Non di tipo marino |
| H116 | Incrudito; controllato dal mare | SÌ (≤15 mg/cm²) | Eccellente | Eccellente | Specifiche strutturali marine primarie |
| H321 | Incrudito + stabilizzato | SÌ (≤15 mg/cm²) | Eccellente | Eccellente | Alternativa all'H116; piatto >38 mm |
| H112 | Come fabbricato; proprietà controllate | NO | Non testato | Non testato | Applicazioni strutturali non marine |
3.4 Proprietà meccaniche di grado marino 5086 Piastra in alluminio H116
| Proprietà | Valore | Norma di prova | Applicazione di progettazione |
|---|---|---|---|
| Uts (minimo) | 270 MPA (39 ksi) | ASTM E8 | Resistenza del pannello dello scafo; progettazione degli elementi strutturali |
| Forza di snervamento (0.2%) (min) | 193 MPA (28 ksi) | ASTM E8 | Limite di progettazione elastico; valutazione dell’instabilità |
| Allungamento (min) | 10% | ASTM E8 | Riserva di duttilità per la formatura e la tolleranza agli urti |
| Resistenza al taglio (tipico) | ~165MPa | - | Progettazione di rivetti e saldature a taglio |
| Durezza Brinell (tipico) | 60–75 HB | ASTM E10 | Verifica della tempra; ispezione in entrata |
| Resistenza alla fatica (non saldato, 5×10⁸) | ~117MPa | ASTM E466 | Valutazione della fatica del metallo principale |
| Resistenza alla fatica (giunto saldato) | ~45–62 MPa | Eurocodice 9/DNV | Criterio di progettazione prevalente per gli scafi marini |
| Impatto Charpy (−40°C) | >15 J | ASTM E23 | Qualificazione del servizio climatico freddo |
| Modulo di elasticità | 70.3 GPA | - | Calcoli di deflessione e rigidezza |
IV. Processo di produzione di grado marino 5086 Piastra in alluminio H116
4.1 Dal Melt alla Certificazione Marina: La sequenza di produzione
Certificato 5086 La lamiera marina H116 richiede un controllo disciplinato del processo in sei fasi di produzione, perché la funzione primaria della tempra H116 – resistenza alla corrosione attraverso la microstruttura controllata – può essere distrutta da una singola escursione termica o da una riduzione a freddo inadeguata in qualsiasi punto della sequenza.
Di seguito viene ripercorso il processo produttivo dalla preparazione della lega alla certificazione.
4.2 Preparazione della lega e fusione in corrente continua
IL 5086 la fusione viene preparata combinando l'alluminio primario (≥99,7% Al) con aggiunte precisamente pesate di magnesio metallico (raggiungendo l’obiettivo di 3,5–4,5% Mg) e lega madre di manganese (0.20–0,70% Obiettivo Mn).
Aggiunta di cromo (0.05–0,25% Cr) richiede un controllo attento: troppo poco sacrifica la funzione di stabilizzazione del bordo del grano; troppo si rischia la formazione di precipitati contenenti cromo che possono infragilire la lega. Spettrometria di emissione ottica (OES) verifica la chimica della fusione dai campioni di siviera prima di ogni colata.
Freddo diretto (DC) la colata semicontinua produce bramme laminabili tipicamente di spessore 400–550 mm e larghezza 1.000–2.000 mm.
La velocità di solidificazione controllata del processo DC produce una multa, microstruttura relativamente uniforme con gradienti di composizione gestibili - superiore a quella più grossolana, struttura più segregata prodotta mediante metodi di colata continua.
Per la produzione di piastre marine, La fusione DC è il percorso di produzione richiesto; produttori che tentano la colata continua di 5086 per applicazioni marine non possono raggiungere l'uniformità microstrutturale richiesta per prestazioni costanti contro la corrosione H116.
4.3 Omogeneizzazione: Costruire la fondazione microstrutturale
L'omogeneizzazione a 460–510°C per 8–18 ore svolge tre funzioni contemporaneamente per 5086 lastre:
Eliminazione della segregazione: La solidificazione produce gradienti di composizione attraverso le spaziature dei dendriti (tipicamente 50-200 μm). Il mantenimento a temperatura elevata consente la diffusione per ridistribuire il magnesio, manganese, e cromo in una distribuzione più uniforme, garantendo proprietà costanti in tutto lo spessore della piastra.
Precipitazione dispersa: Durante il raffreddamento lento dalla temperatura di omogeneizzazione, Particelle dispersive di Al₆Mn e Al₁₂Mg₂Cr (0.05–0,5 µm) nucleare e crescere. Queste particelle sono gli agenti microstrutturali responsabili dell'inibizione della ricristallizzazione durante la laminazione a caldo e della crescita del grano durante la ricottura, controllando direttamente la struttura finale del grano della lamiera H116.
Dissoluzione della fase di non equilibrio: Come lanciato 5086 contiene fasi intermetalliche metastabili ricche di magnesio ai confini dei dendriti. L'omogeneizzazione li dissolve in una soluzione solida, preparazione di una microstruttura iniziale uniforme per la laminazione a caldo.
4.4 Rotolamento caldo: Riduzione dello spessore dell'edificio con controllo microstrutturale
Dopo l'omogeneizzazione, lastre scalpellate (lavorata in superficie per rimuovere i 10–20 mm esterni segregati) vengono preriscaldati a 430–500°C e laminati a caldo.
Il programma delle passate di laminazione a caldo riduce la bramma da ~400–550 mm allo spessore della fascia calda, tipicamente di 3–20 mm, attraverso una sequenza di passate di rottura (grande riduzione per passaggio, alta temperatura) e passaggi finali (riduzione minore, temperatura di uscita controllata).
La temperatura di uscita della laminazione a caldo, ovvero la temperatura alla quale il nastro lascia la gabbia di laminazione finale, è particolarmente significativa 5086 Produzione H116.
Se la temperatura di uscita è troppo alta (superiore a circa 320°C), la striscia si ricristallizza ampiamente in una struttura a grana grossa che produce una finitura superficiale inferiore nel prodotto finale.
Se la temperatura di uscita è troppo bassa (sotto i 220°C circa), la ricristallizzazione incompleta lascia una struttura parzialmente lavorata che provoca proprietà variabili dopo la successiva ricottura.
Per coerente 5086 Proprietà H116, la maggior parte dei produttori punta a temperature di uscita di 250–310°C con un controllo di ±20°C su tutta la larghezza del nastro.
4.5 Laminazione a freddo alle condizioni H116
Dopo il raffreddamento della fascia calda al di sotto dei 100°C (garantendo l'assenza di sensibilizzazione durante la transizione), la laminazione a freddo applica la riduzione controllata che definisce H116.
La disciplina di produzione durante la laminazione a freddo comprende tre requisiti simultanei:
- Controllo della riduzione: Raggiungere la riduzione percentuale specifica (proprietà di ciascun produttore, tipicamente 5-20% per 5086 H116) che produce UTS ≥270 MPa, YS ≥193 MPa, allungamento ≥10%, e densità di dislocazione sufficiente per NAMLT ≤15 mg/cm²
- Controllo della temperatura: Mantenere la temperatura della piastra sempre al di sotto di 65°C, verificata mediante termometri a contatto sul lato di uscita di ciascun passaggio di laminazione a freddo
- Gestione dei lubrificanti: Applicare olio di rotolamento in modo uniforme per controllare l'attrito, generazione di calore, e pulizia della superficie: il lubrificante in eccesso contribuisce alla contaminazione superficiale da idrocarburi che compromette la successiva adesione del rivestimento
4.6 Integrazione del controllo qualità: Test di sensibilizzazione in fase di produzione
ASTM B928 richiede che ogni lotto di produzione di 5086 H116 viene sottoposto a test NAMLT prima del rilascio. Per “lotto” si intende tutta la lamiera della stessa lega, temperare, e spessore prodotti dalla stessa fusione (Calore) nella stessa sequenza di rotolamento.
L'implicazione pratica per i grandi laminatoi che producono più lotti contemporaneamente è che i test NAMLT possono rappresentare un tempo di ciclo di certificazione significativo, aggiungendo in genere 2-3 giorni lavorativi ai programmi di consegna.
I team di approvvigionamento devono integrare questa tempistica nei programmi di consegna dei materiali del cantiere navale piuttosto che fare pressioni sui fornitori per il rilascio della pre-certificazione.
La sequenza di test del controllo qualità della produzione prima del rilascio della piastra:
- Composizione chimica (da OES): Ogni batteria → accetta/rifiuta rispetto a ASTM B209 / IN 573-3 limiti
- Prove di trazione (ASTM E8): Tutti i lotti → UTS, Ys, allungamento rispetto ai minimi H116
- NAMLT (ASTM G67): Ogni lotto → perdita di massa ≤15 mg/cm²
- Durezza (Brinell): Ogni lotto (controllo a campione) → Conferma della gamma 60–75 HB
- Controllo dimensionale: Ogni piatto → spessore, larghezza, lunghezza, planarità, campanatura
- Test ad ultrasuoni (ASTM B594): Come specificato → laminazione interna e rilevamento inclusioni
V. Proprietà fisiche e meccaniche: Il profilo completo
5.1 Confronto delle proprietà strutturali: 5086 H116 contro. Alternative chiave
Comprendere il grado marino 5086 La piastra in alluminio H116 presa isolatamente è meno utile che comprenderla nel contesto.
Le seguenti posizioni di confronto 5086 H116 contro le sue alternative marine più comuni nelle proprietà che governano le decisioni di progettazione strutturale:
| Proprietà | 5086-H116 | 5083-H116 | 5052-H32 | 6061-T6 |
|---|---|---|---|---|
| UTS min (MPA) | 270 | 303 | 228 | 310 |
| SI min (MPA) | 193 | 214 | 193 | 276 |
| Allungamento minimo (%) | 10 | 10 | 12 | 8 |
| Densità (g/cm³) | 2.66 | 2.66 | 2.68 | 2.70 |
| E (GPA) | 70.3 | 70.3 | 70.3 | 68.9 |
| HAZ YS (tip., MPA) | ~105 | ~115 | ~90 | ~ 160 (T4-equiv.) |
| Raggio di curvatura minimo (3piastra da mm) | ~1,5 t | ~2t | ~1t | ~2,5t |
| Corrosione dell'acqua di mare | Eccellente | Eccellente | Molto bene | Moderare |
| Rischio di sensibilizzazione | Basso-moderato | Moderare | Molto basso | N / A |
| ASTM B928 richiesto | SÌ | SÌ | NO | NO |
La riga del limite di snervamento HAZ rivela uno dei vantaggi sottovalutati del 5086: le sue proprietà HAZ del giunto saldato, mentre inferiore alla piastra madre, confrontare favorevolmente con i valori HAZ del 5083 perché il limite di snervamento iniziale inferiore si traduce in un rapporto di efficienza del giunto HAZ più favorevole.
Per un pannello strutturale in cui l'efficienza dei giunti saldati (HAZ YS / genitore YS) governa la progettazione, 5086 raggiunge circa 54% efficienza congiunta rispetto a circa 54% per 5083 – sostanzialmente equivalenti.
Tuttavia, il livello di stress assoluto nel 5086 Haz (~105MPa) è inferiore, il che significa che per un dato carico strutturale, 5086 Le connessioni HAZ richiedono una piastra leggermente più spessa o una spaziatura degli irrigidimenti più ravvicinata rispetto a quelle equivalenti 5083 connessioni.

5086 Piastra in alluminio H116 per scafi di barche a vela
5.2 Proprietà fisiche per la progettazione navale
| Proprietà | Valore | Unità | Implicazioni sulla progettazione marina |
|---|---|---|---|
| Densità | 2.66 | g/cm³ | 34% di acciaio; consente la costruzione leggera dello scafo |
| Modulo di elasticità | 70.3 | GPA | Inferiore all'acciaio; regola la deflessione nei pannelli di grandi dimensioni |
| Modulo di taglio | 26.4 | GPA | Rigidità torsionale; progettazione dell'instabilità a taglio del pannello |
| Coefficiente di espansione termica | 23.8 | µm/m·°C | Requisiti di progettazione del giunto termico dal clima tropicale all'Artico |
| Conducibilità termica | 127 | W/m · k | Distribuzione del calore; analisi di ingegneria antincendio |
| Conducibilità elettrica | 31 | % IACS | Progettazione della distribuzione della corrente di protezione catodica |
| Intervallo di fusione | 585–641 | ° C. | Sicurezza antincendio: inferiore a quello dell'acciaio; necessaria protezione passiva |
| Capacità termica specifica | 900 | J/kg · k | Massa termica per il calcolo della durata dell'incendio |
La densità di 2.66 g/cm³ è il numero che in definitiva determina la scelta aziendale dell'alluminio rispetto all'acciaio nella maggior parte delle applicazioni marine.
Traducendo questo in un confronto del peso strutturale dello scafo: UN 5086 Il pannello dello scafo H116 con rigidità alla flessione equivalente a un pannello in acciaio marino pesa circa il 45-55% del peso del pannello in acciaio.
Su una nave da diporto di 15 metri, questo risparmio di peso di 600–900 kg nella struttura dello scafo riduce direttamente il consumo di carburante di circa il 15–22% a velocità di crociera: un'economia operativa sostanziale su una durata di servizio della nave di 20–30 anni.
5.3 Formabilità: 5086Il differenziatore competitivo di
5086 Il vantaggio di formabilità di H116 rispetto a 5083 H116 non è sottile: è la ragione tecnica principale da specificare 5086 quando è richiesta una geometria complessa dello scafo.
Il meccanismo alla base del vantaggio è semplice: 5086il minor contenuto di magnesio (3.5–4,5% contro. 4.0–4,9% per 5083) produce un limite di snervamento inferiore, e una minore resistenza allo snervamento si traduce direttamente in una migliore formabilità a freddo perché lo stress richiesto per deformare plasticamente il materiale è inferiore rispetto al suo stress da frattura.
Confronto del raggio di curvatura minimo (spessore del materiale 4 mm):
| Direzione di piegatura | 5086-H116 | 5083-H116 | Vantaggio |
|---|---|---|---|
| Trasversale alla direzione di rotolamento | 1.5T (6 mm) | 2T (8 mm) | 5086: 25% raggio più stretto |
| Parallelo alla direzione di laminazione | 2T (8 mm) | 2.5T (10 mm) | 5086: 20% raggio più stretto |
Per la costruzione di scafi che comportano angoli di deadrise pronunciati, parti superiori svasate, sezioni dell'arco con curvatura composta, e virate di sentina a raggio stretto, questo vantaggio di formabilità è operativamente decisivo.
Fabbricanti che lavorano con 5086 H116 riporta il 30-40% in meno di rotture durante la piegatura a freddo dei telai dello scafo e dei pannelli dello scafo rispetto ad equivalenti 5083 Operazioni H116: un miglioramento della qualità e della produttività che più che compensa la modesta differenza di costo dei materiali tra le due leghe.
5.4 Proprietà di progetto a fatica per strutture marine
Le proprietà di fatica dei giunti saldati 5086 H116 segue lo stesso Eurocodice 9 / Quadro curva DNV S-N come 5083 H116, poiché entrambe sono leghe di alluminio saldate e la resistenza alla fatica dei giunti saldati dipende principalmente dalla geometria e dalla qualità della saldatura piuttosto che dalla lega specifica:
| Dettaglio strutturale | Categoria di dettaglio Δσ_C (MPA) | Posizione rappresentativa dello scafo |
|---|---|---|
| Piastra madre, lontano dalle saldature | 70 | Pannello centrale, lontano dagli irrigidimenti |
| Saldatura di testa a piena penetrazione (qualità A) | 40–50 | Giunti longitudinali del fasciame dello scafo |
| Saldatura di testa a piena penetrazione (qualità B) | 35–45 | Giunti telaio e trasversali |
| Terminazione dell'irrigidimento - con staffa | 28–35 | Collegamenti all'estremità del telaio |
| Terminazione dell'irrigidimento — senza staffa | 20–28 | Terminazioni corte di irrigidimento |
| Saldatura d'angolo, giunto cruciforme | 25–32 | Attacco hardware del ponte |
Fondamentalmente, 5086 E 5083 i giunti saldati nella stessa categoria di dettaglio garantiscono una durata a fatica equivalente a intervalli di sollecitazione equivalenti.
La scelta tra le due leghe non influenza in modo significativo il risultato del progetto a fatica, a condizione che la qualità della saldatura e la geometria dei dettagli siano equivalenti.
Questa equivalenza significa che i designer possono sostituirsi liberamente 5086 per 5083 in applicazioni strutturali soggette a fatica senza riprogettare i dettagli della saldatura: un'importante semplificazione pratica.

Imballaggi per l'esportazione di qualità marina 5086 Piastra in alluminio H116
VI. Prestazioni contro la corrosione marina: Analisi scientifica
6.1 5086La posizione elettrochimica di nell'acqua di mare
Grado marino 5086 La piastra in alluminio H116 in acqua di mare sviluppa un potenziale naturale a circuito aperto (OCP) di circa -0,85 V rispetto all'elettrodo al calomelano saturo (SCE) - leggermente più nobile (positivo) di 5083 (circa −0,87 V), riflettendo il contenuto di magnesio leggermente inferiore.
Questa piccola differenza è praticamente insignificante per la maggior parte degli scopi di progettazione navale, poiché entrambe le leghe occupano la stessa posizione generale nella serie galvanica e rispondono in modo simile agli stessi sistemi di protezione catodica.
Il film passivo avanti 5086 nell'acqua di mare è sottile (2–8 miglia nautiche), strato di ossido di alluminio amorfo che si forma spontaneamente con l'esposizione ad ambienti contenenti ossigeno e si mantiene attraverso un equilibrio dinamico di dissoluzione e ripassivazione.
La metrica chiave delle prestazioni è il potenziale di vaiolatura — il potenziale elettrochimico al di sopra del quale i pozzi si nucleano — e il potenziale di pitting del 5086 nell'acqua di mare a 25°C scende a circa -0,65 - -0,75 V rispetto a SCE.
Dal momento che l'OCP naturale (−0,85 V) è significativamente più negativo del potenziale di vaiolatura, 5086 nel normale servizio con acqua di mare funziona con circa 100–200 mV di protezione catodica dal proprio potenziale di massa: un buffer autoprotettivo che fornisce resistenza di base alla nucleazione dei pozzi.
6.2 Le tre modalità di corrosione critica e i meccanismi di difesa del 5086
Corrosione da esfoliazione: La difesa primaria H116
L'esfoliazione attacca le leghe 5xxx attraverso la forma allungata, Bordi di grano a forma di frittella prodotti dal rotolamento: la penetrazione intergranulare dell'acqua di mare solleva progressivamente gli strati successivi delle placche lungo i piani di rotolamento, creando la caratteristica bollatura, aspetto delaminante che dà il nome all'esfoliazione.
Il meccanismo richiede tre condizioni contemporaneamente: una rete di confini del grano sensibilizzata (copertura continua della fase beta); un elettrolita (acqua di mare) capace di penetrare il bordo del grano; e il vincolo geometrico dei grani allungati che costringe l'espansione del prodotto della corrosione a esprimersi come delaminazione interstrato piuttosto che come attacco generale disperso.
5086 H116 attacca questo meccanismo al suo primo prerequisito. Controllando la riduzione a freddo per produrre una riduzione interrotta, distribuzione discontinua della fase beta del bordo del grano, La tempra H116 rimuove il percorso intergranulare continuo che l'acqua di mare richiede per un'esfoliazione progressiva.
Inoltre, 5086il minor contenuto di magnesio (contro 5083) significa che anche senza il controllo della temperatura H116, la fase beta del bordo grano tende a formarsi più lentamente e secondo uno schema più discontinuo, fornendo un ulteriore margine di sicurezza che spiega il motivo 5086 nella tempra H32 mostra una migliore resistenza all'esfoliazione rispetto a 5083 nella tempra H32, nonostante nessuno dei due soddisfi i requisiti di certificazione ASTM B928.

Ponte della nave usato 5086 Piastra in alluminio H116
Stress corrosione cracking (SCC): Dove 5086 Supera le prestazioni 5083
L'SCC combina una sollecitazione di trazione sostenuta con un ambiente corrosivo attivo per propagare le cricche a intensità di sollecitazione molto inferiori alla tenacità alla frattura del materiale non sollecitato.
In leghe 5xxx sensibilizzate, il film in fase beta a bordo grano continuo consente la propagazione delle cricche da dissoluzione anodica. 5086 La resistenza all’SCC di H116 beneficia di due meccanismi di rinforzo: l'interruzione da parte del carattere H116 della fase beta continua del confine del grano (come per l'esfoliazione), e la cinetica di sensibilizzazione intrinsecamente più lenta del basso contenuto di magnesio.
Dati pubblicati dai test SCC a lungo termine di 5086 H116 dimostra resistenza alla fessurazione a livelli di stress sostenuti fino a 60% del carico di snervamento nelle prove di immersione alternata (ASTM G44) - superiore a 5083 H116 (tipicamente resistente a circa 50% del limite di snervamento) e notevolmente superiore al materiale sensibilizzato H32 (che può rompersi al 20-25% del limite di snervamento).
Per strutture dello scafo che sopportano sollecitazioni residue di saldatura di 30–50 MPa, questo margine di resistenza SCC è adeguato per il normale servizio marittimo, ma non illimitato. Qualsiasi sollecitazione di trazione sostenuta combinata con un ambiente termico che promuove la sensibilizzazione merita attenzione ingegneristica.
Mettono la corrosione: L'attacco di base dell'acqua di mare
La vaiolatura inizia nei siti in cui il film passivo è più debole: interfacce intermetalliche particella-matrice, punti di emergenza al bordo del grano, e graffi superficiali che espongono l'alluminio fresco.
Per grado marino 5086 Piastra in alluminio H116, i siti di inizio pit dominanti sono le particelle intermetalliche Al₃Fe e Al₆Mn, che sono catodici rispetto alla matrice di alluminio e creano celle galvaniche locali che dissolvono l'alluminio circostante.
Il limite di impurità del ferro è ≤0,50% per 5086 (rispetto a ≤0,40% per 5083) significa questo 5086 può in linea di principio contenere più particelle Al₃Fe: un piccolo svantaggio in termini di resistenza alla corrosione rispetto a 5083. In pratica, la maggior parte di tipo marino 5086 i produttori tengono il ferro al di sotto 0.30%, rendendo questa differenza teorica trascurabile.
Dati dei test di immersione a lungo termine per 5086 nell'acqua di mare sintetica (ASTM D1141) dimostra una profondità media delle fosse di 0,10–0,25 mm dopo 5 anni: un tasso di corrosione di 0,02–0,05 mm/anno che soddisfa comodamente la riserva di spessore della lamiera disponibile nella placcatura degli scafi marini.
VII. Applicazioni marine e tipi di navi
7.1 Imbarcazioni da diporto e sportive: Il dominio applicativo dominante
Il mercato della nautica da diporto rappresenta la quota maggiore 5086 Consumo di H116 a livello globale, guidato dall’eccezionale combinazione di formabilità della lega, resistenza alla corrosione dell'acqua di mare, ed efficienza del peso per i tipi e le dimensioni delle navi che dominano la costruzione da diporto (6–18 m LOA).
Barche da pesca offshore in alluminio nella gamma 6–12 m rappresentano l'archetipo 5086 Applicazione H116. Queste navi necessitano di scafi a curvatura composta con deadrise pronunciato (tipicamente 18–24°) e archi svasati per la tenuta al mare in mare aperto, resistenza alla corrosione dell'acqua di mare per le parti superiori che potrebbero non essere verniciate per anni tra una ristrutturazione e l'altra, e resistenza strutturale adeguata per il servizio offshore senza peso eccessivo che comprometterebbe le prestazioni con propulsori fuoribordo o entrofuoribordo più piccoli. Grado marino 5086 La piastra in alluminio H116 con spessore da 3,0 a 5,0 mm soddisfa tutti e tre i requisiti contemporaneamente.
Scafi di barche a vela presentano alcune delle sfide geometricamente più complesse nella costruzione di imbarcazioni in alluminio: le chiglie a freccia, sezioni di traverse curve, parti superiori svasate, e il pronunciato tumblehome richiedono tutti una piegatura a raggio stretto 5086 gestisce in modo più affidabile di 5083. Inoltre, i carichi strutturali delle barche a vela sono generalmente inferiori ai carichi delle barche a motore di lunghezza equivalente (niente sbattimenti; velocità inferiore), facendo il 10% differenza di resistenza allo snervamento tra 5086 E 5083 strutturalmente irrilevante per la maggior parte delle applicazioni delle imbarcazioni a vela. Costruttori esperti di barche a vela in alluminio, compresi specialisti in Europa e Nuova Zelanda, specificano costantemente 5086 H116 per opera morta e struttura sopra la linea di galleggiamento, riservando 5083 H116 per aree di attacco della chiglia e linea di galleggiamento/placcatura del fondo dove le esigenze strutturali giustificano la resistenza extra.
Barche con console centrale e walkaround (7–10 m) beneficiano della formabilità del 5086 durante la produzione delle strutture della console dai lati profondi, circonda la scatola del pesce, e sezioni di bordo libero che definiscono questi tipi di scafo. I costruttori segnalano un numero significativamente inferiore di riparazioni di saldatura dovute a fessurazioni durante la formatura di questi profili complessi durante l'utilizzo 5086 H116 contro 5083 H116: un risparmio diretto sui costi di produzione che compensa ampiamente qualsiasi piccolo sovrapprezzo sui costi dei materiali.
7.2 Barche da lavoro commerciali: Combinare prestazioni strutturali e formabilità
Barche da lavoro commerciali: il pratico, navi utilitarie che servono piattaforme offshore, trasferimento dell'equipaggio, condurre sondaggi, e sostenere le operazioni portuali: rappresentano il secondo principale ambito di consumo 5086 H116.
Navi per il trasferimento dell'equipaggio (CTVS) per la manutenzione dei parchi eolici offshore dimostrano più chiaramente la strategia di ottimizzazione della selezione delle leghe. Un tipico 24 m CTV progettazione dello scafo spesso impiega 5083 H116 (6–8 mm) per il fasciame inferiore – dove i carichi violenti derivanti dall’accesso ripetuto alla turbina in condizioni di basso mare impongono elevate sollecitazioni cicliche – e 5086 H116 (5–6 mm) per opera morta e pannelli di sovrastruttura, dove la minore richiesta strutturale consente una lega più formabile e dove la complessa geometria dell'alloggio dell'equipaggio beneficia della capacità di raggio di curvatura più stretto del 5086.
Pilotine e imbarcazioni di servizio portuale (12–22 m) presentano condizioni particolarmente favorevoli per 5086 H116: carichi strutturali moderati (operazione di spostamento piuttosto che di planata nella maggior parte dei casi), forme complesse dello scafo tipiche del design dislocante a sentina circolare, e il regolare lavaggio delle parti superiori con acqua dolce che caratterizza la manutenzione delle navi portuali. Il minor rischio di sensibilizzazione di 5086 H116 contro 5083 è un vantaggio secondario nelle navi portuali sottoposte alla pulizia a vapore del ponte: una potenziale sensibilizzazione-esposizione alla temperatura che è del tutto assente dalle specifiche delle leghe per la costruzione dello scafo nella maggior parte dei cantieri navali.
7.3 Strutture marine e applicazioni offshore
Al di là degli stessi scafi delle barche, 5086 La piastra H116 è ampiamente utilizzata nelle applicazioni strutturali marine in cui la resistenza alla corrosione e la leggerezza dell'alluminio sono apprezzate, ma le massime prestazioni strutturali sono secondarie:
Pontili e pontoni galleggianti per porticcioli turistici utilizzo 5086 H116 per la loro eccezionale resistenza alla corrosione nell'ambiente aggressivo delle acque marine (livelli elevati di inquinanti dovuti alle fuoriuscite di carburante, deflusso della vernice antivegetativa, e contaminazione organica proveniente dalle navi ormeggiate). Le minori esigenze strutturali della costruzione del bacino galleggiante rendono superflua la resistenza extra del 5083, mentre la formabilità del 5086 semplifica la fabbricazione delle forme dei pontoni e delle staffe di collegamento che caratterizzano i sistemi di banchine dei porticcioli.
Passerelle per piattaforme offshore, corrimano, e grate — dove la funzione primaria è la resistenza alla corrosione e la sicurezza del personale piuttosto che il trasporto di carichi strutturali — utilizzo 5086 H116 per la sua combinazione di resistenza adeguata (sufficiente per il carico della passerella secondo i codici applicabili), eccellente resistenza alla corrosione senza verniciatura (riducendo la manutenzione in località offshore remote), e leggero (riducendo il peso morto imposto sulla struttura superiore della piattaforma).
Passerelle e rampe di accesso per il trasferimento da nave a piattaforma e da nave a terra, la formabilità attuale richiede questo favore 5086: le sezioni articolate, binari di guida curvi, e le piattaforme di atterraggio angolate dei moderni sistemi di passerelle richiedono operazioni di piegatura in cui il raggio di curvatura minimo più stretto del 5086 consente progetti che richiederebbero la pre-ricottura di 5083.
Mentre 5083 L'H116 domina le applicazioni strutturali primarie dello scafo nella costruzione di navi militari, 5086 L'H116 trova un utilizzo sostanziale nella struttura secondaria e nella sovrastruttura delle navi militari:
Pannelli e recinzioni della sovrastruttura sui pattugliatori veloci e sulle navi di supporto beneficiano della formabilità del 5086 quando producono il non planare, superfici curve composte che caratterizzano l'estetica della moderna sovrastruttura delle navi navali (progettato per una sezione trasversale radar ridotta). Gli architetti navali che progettano secondo criteri invisibili specificano la curvatura, pannelli della sovrastruttura angolati che mettono alla prova i fabbricanti che lavorano con 5083; il passaggio a 5086 per questi elementi migliora significativamente i tassi di successo della fabbricazione al primo passaggio.
Nave di contromisura mineraria (MCMV) struttura ausiliaria — pannelli non strutturali, divisori interni per l'alloggio, alloggiamenti per macchinari di coperta: usi frequenti 5086 H116 dove la riduzione del peso e la resistenza alla corrosione contano ma le massime prestazioni strutturali non lo fanno. Il requisito non magnetico che guida la scelta del materiale dello scafo MCMV sull'alluminio (o GRP) vale anche per la struttura secondaria, fabbricazione 5086 un adattamento naturale.
Costruzione combinata di imbarcazioni anfibie strategie sempre più impiegate 5086 H116 per opera morta, pannelli laterali della rampa, e struttura del compartimento dell'equipaggio, riservando 5083 H116 per il guscio del fondo e i telai strutturali che sopportano i carichi concentrati del carico dei veicoli durante le operazioni di sbarco sulla spiaggia.
XIII. Standard di qualità, Test, e Certificazione
Grado marino certificato 5086 La piastra in alluminio H116 si inserisce in un quadro di standard complementari che riguardano la composizione, proprietà, sensibilizzazione, e documentazione:
| Standard | Ente emittente | Ambito | Requisito critico per 5086 |
|---|---|---|---|
| ASTM B928 | ASTM Internazionale | 5xxx leghe per il servizio marittimo | NAMLT ≤15 mg/cm² su ogni lotto |
| ASTM B209 | ASTM Internazionale | Al foglio e piastra: dimensioni e proprietà | Composizione chimica; Proprietà meccaniche |
| ASTM G67 | ASTM Internazionale | Test di sensibilizzazione NAMLT | Procedura di test per la conformità B928 |
| ASTM G66 | ASTM Internazionale | Test di esfoliazione ASSET | Valutazione visiva della resistenza all'esfoliazione |
| IN 485 | CEN | Foglio/targa europea: dimensioni e tolleranze | Quadro delle tolleranze dimensionali |
| IN 573-3 | CEN | Norme europee sulla composizione delle leghe | 5086 limiti di composizione |
| MIL-DTL-24093 | Dipartimento della Difesa degli Stati Uniti | Alluminio marino militare | Qualificazione dei materiali delle navi militari |
| IN 10204 | CEN | Tipi di certificati dei materiali | 3.1 / 3.2 documentazione di certificazione |
IX. Conclusione
La conclusione più importante di questo esame completo è una riformulazione del concetto di Marine Grade 5086 Si percepisce la Piastra in Alluminio H116. Troppo spesso descritta come “l’alternativa meno forte a 5083 per applicazioni in cui è accettabile una resistenza ridotta," Grado marino 5086 La piastra in alluminio H116 è più precisamente intesa come la scelta del materiale di precisione per applicazioni in cui è necessaria una formabilità superiore, resistenza equivalente alla corrosione marina a lungo termine nella tempra certificata H116, e una robustezza della sensibilizzazione leggermente migliore si combinano per fornire risultati ingegneristici migliori rispetto a 5083 H116 raggiungerebbe.
Le applicazioni che ne beneficiano specificamente 5086 Gli H116 sono numerosi e commercialmente significativi: imbarcazioni da diporto in alluminio con forme di scafo complesse (il settore con il maggior volume di consumo di alluminio marino), scafi e opera morta di barche a vela, struttura secondaria della barca da lavoro commerciale, strutture in alluminio per piattaforme offshore, strategie di costruzione di scafi in leghe miste, e il mercato delle navi elettriche a batteria in rapida espansione. In tutte queste applicazioni, 5086 H116 non è un fallback: è la risposta tecnica corretta.
Casting Processo di produzione e la sua introduzione
Lo scopo di sciogliere e lanciare è produrre leghe con composizione soddisfacente e alta purezza di fusione, in modo da creare condizioni favorevoli per le leghe di fusione di varie forme.
Passaggi del processo di scioglimento e fusione: batching --- alimentazione --- fusione --- mescolando dopo lo scioglimento, rimozione delle scorie --- campionamento pre-analisi --- Aggiunta della lega per regolare la composizione, mescolando --- raffinazione --- Impostazione statica - - Guide Furnace Casting.
Processo di produzione a rotazione calda e la sua introduzione
- 1. Il rotolamento caldo si riferisce generalmente al rotolamento sopra la temperatura di ricristallizzazione del metallo;
- 2. Durante il processo di rotolamento caldo, Il metallo ha sia i processi di indurimento che di ammorbidimento. A causa dell'influenza della velocità di deformazione, Finché il processo di recupero e ricristallizzazione è troppo tardi, Ci sarà un certo indurimento del lavoro;
- 3. La ricristallizzazione del metallo dopo il rotazione calda è incompleta, questo è, La coesistenza di struttura ricristallizzata e struttura deformata;
- 4. Il rotolamento a caldo può migliorare le prestazioni di elaborazione di metalli e leghe, ridurre o eliminare i difetti di fusione.
- 1. La temperatura di fusione e rotolamento è generalmente tra 680 ° C e 700 ° C. Più basso è meglio, La linea di fusione e rotolatura stabile di solito si ferma una volta al mese o più per riapprovare. Durante il processo di produzione, È necessario controllare rigorosamente il livello del liquido del serbatoio anteriore per prevenire il basso livello del liquido;
- 2. La lubrificazione utilizza polvere C con combustione incompleta del gas per lubrificazione, che è anche uno dei motivi per la superficie sporca della fusione e dei materiali di rotolamento;
- 3. La velocità di produzione è generalmente compresa tra 1,5 m/min-2,5 m/min;
- 4. La qualità della superficie dei prodotti prodotta per fusione e rotolamento è generalmente relativamente bassa, e generalmente non può soddisfare i prodotti con speciali requisiti di prestazioni fisiche e chimiche.
- 1. Il rotolamento a freddo si riferisce al metodo di produzione di rotolamento al di sotto della temperatura di ricristallizzazione;
- 2. Non ci sarà alcuna ricristallizzazione dinamica durante il processo di rotolamento, e la temperatura salirà al massimo alla temperatura di recupero, e il rotazione fredda apparirà in uno stato di indurimento da lavoro, E il tasso di indurimento del lavoro sarà grande;
- 3. Il lenzuolo e la striscia hanno una precisione ad alta dimensione, Buona qualità della superficie, Struttura e prestazioni uniformi, e i prodotti in vari stati possono essere ottenuti con il trattamento termico;
- 4. La rotolamento a freddo può stendere le strisce sottili, Ma allo stesso tempo, Ha gli svantaggi dell'elevato consumo di energia per la deformazione e molti passaggi di elaborazione.
- 1. La finitura è un metodo di elaborazione per far soddisfare i requisiti del cliente illegato a freddo, o per facilitare la successiva elaborazione del prodotto;
- 2. L'attrezzatura di finitura può correggere i difetti prodotti nel processo di produzione di rotolamento e rotolamento a freddo caldo, come il bordo screpolato, oleoso, Scarsa forma del piatto, stress residuo, ecc. Deve garantire che nessun altro difetti venga portato nel processo di produzione;
- 3. Ci sono varie attrezzature di finitura, Principalmente incluso il taglio incrociato, taglio, allungamento e raddrizzamento, Fornace di ricottura, Slitter, ecc.

Processo di lancio e rotolamento
Processo di lancio e rotolamento: metallo liquido, scatola anteriore (Controllo a livello di liquido), Casting and Rolling Machine (Sistema di lubrificazione, Acqua di raffreddamento), Macchina di taglio, macchina a spirale.
Processo di produzione a freddo a freddo

Introduzione al processo di produzione di finitura
La lega di alluminio ha le caratteristiche di bassa densità, Buone proprietà meccaniche, Buone prestazioni di elaborazione, non tossico, facile da riciclare, Ottima conducibilità elettrica, Trasferimento di calore e resistenza alla corrosione, Quindi ha una vasta gamma di applicazioni.
Aerospaziale: Utilizzato per produrre pelli di aeromobili, cornici di fusoliera, travi, Rotori, eliche, serbatoi di carburante, Pannelli a parete e montanti di carrello di atterraggio, così come anelli di forgiatura a razzo, pannelli a parete spaziale, ecc.

Lega di alluminio usata per l'aerospaziale
Trasporto: Utilizzato per i materiali della struttura del corpo dell'auto delle automobili, veicoli della metropolitana, Auto passeggeri ferroviarie, autovetture ad alta velocità, porte e finestre, scaffali, parti del motore automobilistico, condizionatori d'aria, radiatori, pannelli del corpo, ruote e materiali della nave.

Applicazione del traffico
Confezione: Le lattine pop interamente in alluminio sono utilizzate principalmente come materiali di imballaggio metallico sotto forma di piastre e lamine sottili, e sono trasformati in lattine, coperchi, bottiglie, barili, e fogli di imballaggio. Ampiamente utilizzato nella confezione di bevande, cibo, cosmetici, medicinali, sigarette, prodotti industriali, medicinali, ecc.

Applicazione di imballaggio
Stampa: Utilizzato principalmente per creare piastre PS, Le piastre PS a base di alluminio sono un nuovo tipo di materiale nel settore della stampa, Utilizzato per la produzione e la stampa automatica.

Stampa di PS
Decorazione architettonica: La lega di alluminio è ampiamente utilizzata nelle strutture di costruzione, porte e finestre, soffitti sospesi, superfici decorative, ecc. A causa della sua buona resistenza alla corrosione, forza sufficiente, Eccellenti prestazioni del processo e prestazioni di saldatura.

Applicazione di costruzione in lega di alluminio
Prodotti elettronici: computer, telefoni cellulari, conchiglie di frigorifero, radiatori, ecc.

Applicazione del prodotto elettronico
Forniture da cucina: vasi in alluminio, bacini di alluminio, rivestimenti di pentola di riso, foglio di alluminio domestico, ecc.

Applicazione della cucina
Packaging di foglio/bobina in alluminio
Ogni dettaglio della confezione è dove perseguiamo un servizio perfetto. Il nostro processo di imballaggio nel suo insieme è il seguente:
Laminazione: Film chiaro, film blu, micro-mucosa, Alta mucosa, Film di taglio laser (2 marchi, Novacell e Polyphem);
Protezione: Protettori d'angolo di carta, cuscinetti anti-pressione;
asciugatura: essiccante;
Vassoio: vassoio di legno innocuo fumigato, vassoio di ferro riutilizzabile;
Imballaggio: Cintura in acciaio Tic-Tac-Toe, o cintura di imballaggio in PVC;
Qualità del materiale: Completamente libero da difetti come la ruggine bianca, macchie di petrolio, segni rotolanti, danno al bordo, curve, ammaccature, buchi, linee di rottura, graffi, ecc., Nessun set bobina.
Porta: Qingdao o altri porti in Cina.
Tempi di consegna: 15-45 giorni.

Processo di imballaggio in foglio/piastra in alluminio

Processo di imballaggio della bobina in alluminio
F: Sei un produttore o un commerciante?
Q: Siamo un produttore, La nostra fabbrica è al numero 3 di Weier Road, Zona industriale, Gongyi, Henan, Cina.
F: Cos'è il MOQ per ordinare il prodotto?
Q: Il nostro MOQ è 5 tonnellate, e alcuni prodotti speciali avranno una quantità minima di ordine di 1 O 2 tonnellate.
F: Quanto dura il tuo tempo di consegna?
Q: Generalmente il nostro tempo di consegna è circa 30 giorni.
F: I tuoi prodotti hanno una garanzia di qualità?
Q: SÌ, Se c'è un problema di qualità con i nostri prodotti, compenseremo il cliente fino a quando non saranno soddisfatti.
Prodotti correlati






Ultimi blog

Le leghe più comuni dei camion frigoriferi utilizzano bobine di alluminio rivestite in PE
Scopri le leghe comuni dei camion frigoriferi utilizzati con bobine di alluminio rivestite in PE, tra cui 3003, 3004, E 3105. Progettato per un'eccellente resistenza alla corrosione, Formabilità, e prestazioni all'aperto di lunga durata.

È alluminio conduttivo? Proprietà, Usi & Vantaggi spiegati
È l'alluminio conduttivo? Scopri la conduttività elettrica dell'alluminio, vantaggi chiave, e perché è ampiamente utilizzato nella trasmissione di potenza e nelle applicazioni industriali.

Sbloccare la sostenibilità: La verità sul riciclaggio del foglio di alluminio
Il foglio di alluminio è riciclabile? Scopri come si può riciclare il foglio di alluminio, come prepararlo correttamente, e perché il riciclaggio aiuta a ridurre i rifiuti e a risparmiare risorse.

Foglio di alluminio rivestito per applicazioni di imballaggio | Forte & Affidabile
Foglio di alluminio rivestito di alta qualità per applicazioni di imballaggio, offrendo un'eccellente protezione barriera, durata, e prestazioni coerenti.







