SAYA. Perkenalan
Kelas kelautan 5086 Pelat aluminium H116 menempati posisi bernilai unik dalam spektrum material pembuatan kapal aluminium — posisi yang sering kurang dihargai justru karena berada di antara dua paduan khusus yang lebih menonjol..
Lebih tahan korosi dan dapat dibentuk dibandingkan 6061 seri, namun lebih bisa diterapkan dan dilas daripada kekuatan tinggi 5083, 5086 H116 menghadirkan kombinasi properti yang menjadikannya tak tergantikan di berbagai aplikasi kelautan: perahu nelayan rekreasi dengan bentuk lambung yang rumit, lambung perahu layar membutuhkan bagian atas yang melebar, struktur sekunder kapal kerja komersial, trotoar platform lepas pantai, dan suprastruktur kapal militer.
Artikel ini menyajikan secara komprehensif, pemeriksaan resmi tingkat kelautan 5086 Pelat aluminium H116 dalam delapan belas dimensi analitis — metalurgi, ilmu marah, manufaktur, properti, kinerja korosi, perbandingan kritis 5086 versus 5083, desain struktural, aplikasi kapal, pembuatan, perlindungan korosi, baku mutu, kerangka peraturan, ekonomi rantai pasokan, Keberlanjutan, dan inovasi.
II. Yayasan Metalurgi: Itu 5086 Paduan aluminium
2.1 Seri 5xxx: Kimia Kelautan Magnesium
Paduan aluminium dalam seri 5xxx mencapai kekuatan dan kinerja korosinya melalui magnesium yang dilarutkan dalam larutan padat di dalam matriks aluminium.
atom magnesium, sedikit lebih besar dari atom aluminium, mendistorsi kisi kristal, menghambat pergerakan dislokasi dan dengan demikian meningkatkan kekuatan — sebuah mekanisme yang disebut penguatan larutan padat yang tidak memerlukan perlakuan panas untuk mengaktifkannya dan tidak pernah berkurang melalui paparan termal (di bawah kisaran sensitisasi).
Karakter yang tidak dapat diolah dengan panas ini mendefinisikan logika kinerja kelautan dari paduan 5xxx: propertinya tetap stabil sepanjang masa pakai kapal, tidak seperti paduan yang diberi perlakuan panas yang pengerasan presipitasinya dapat dibalik sebagian oleh siklus termal pengelasan dan api.
Hadiah laut kedua dari magnesium adalah elektrokimia: hal ini menggeser potensi korosi alami paduan dalam air laut ke arah yang lebih negatif (anodik) nilai-nilai, meningkatkan ketahanan terhadap korosi pitting dengan membuat film pasif lebih stabil dan mengurangi perbedaan antara matriks paduan dan partikel intermetalik katodik yang berfungsi sebagai situs inisiasi pit.
Kandungan magnesium yang lebih tinggi umumnya berarti ketahanan terhadap korosi air laut yang lebih baik — itulah alasannya 5083 (4.0–4,9% Mg) berkinerja lebih baik 5052 (2.2–2,8% Mg) dalam layanan kelautan jangka panjang.
5086 duduk di antara keduanya: kisaran magnesium 3,5–4,5% memberikan ketahanan terhadap korosi air laut yang jelas lebih unggul 5052 dan mendekat 5083, sekaligus menjaga kandungan magnesium cukup rendah untuk mengurangi risiko sensitisasi yang menjadi perhatian teknis utama pada paduan Mg tinggi.
Kelas Kelautan 5086 Plat Aluminium H116
2.2 Komposisi kimia: Setiap Elemen Direkayasa untuk Laut
Komposisi dari 5086 aluminium, ditentukan oleh ASTM B209, EN 573-3, GB/T 3880, dan JIS H4000, mencerminkan rekayasa kelautan yang disengaja di setiap elemen:
| Elemen | Rentang Komposisi (%) | Fungsi Teknik Kelautan |
|---|---|---|
| Aluminium (Al) | Sisa (~94,2–95,7) | Matriks primer; pembentukan dan perbaikan film oksida pasif |
| Magnesium (Mg) | 3.5 – 4.5 | Penguatan solusi solid; ketahanan terhadap korosi air laut |
| Mangan (M N) | 0.20 – 0.70 | Kontrol struktur butir; Pembentukan dispersioid Al₆Mn |
| Kromium (Kr) | 0.05 – 0.25 | Menghambat rekristalisasi; menstabilkan batas butir |
| Besi (Fe) | ≤ 0.50 | Kenajisan; membentuk partikel Al₃Fe katodik — dikontrol dengan ketat |
| Silikon (Dan) | ≤ 0.40 | Kenajisan; berinteraksi dengan Mg dalam pembentukan Mg₂Si |
| Tembaga (Cu) | ≤ 0.10 | Sangat diminimalkan — meningkatkan risiko korosi pitting dan galvanik |
| Seng (Zn) | ≤ 0.25 | Langit-langit pengotor; kelebihan menurunkan resistensi SCC |
| Titanium (Dari) | ≤ 0.15 | Pengecoran penghalus biji-bijian; dikontrol untuk konsistensi properti |
| Yang lain (masing-masing/total) | ≤0,05/≤0,15 | Batas pengotor agregat |
2.3 Analisis Paduan Komparatif untuk Aplikasi Kelautan
Memilih paduan aluminium laut yang tepat memerlukan pemahaman di mana masing-masing paduan tersebut termasuk dalam spektrum sensitisasi kinerja-kemampuan mampu bentuk:
| Paduan | Mg (%) | Minimal UTS (H116, MPa) | Min YS (H116, MPa) | Risiko Sensitisasi | Sifat mampu bentuk | Aplikasi Kelautan Terbaik |
|---|---|---|---|---|---|---|
| 5052-H32 | 2.2–2.8 | 228 | 193 | Sangat rendah | Bagus sekali | Struktur ringan; non-lambung |
| 5086-H116 | 3.5–4.5 | 270 | 193 | Rendah-sedang | Sangat bagus | Bagian atas lambung kapal; bentuk kompleks; struktur sekunder |
| 5083-H116 | 4.0–4.9 | 303 | 214 | Sedang | Bagus | Struktur lambung primer; pelapisan bawah |
| 5456-H116 | 4.7–5.5 | 317 | 228 | Sedang-tinggi | Adil | Lambung berkekuatan tinggi; pemantauan yang cermat |
| 5059-H116 | 5.0–6.0 | 330 | 240 | Rendah (dioptimalkan) | Adil | Angkatan laut premium; kelautan kekuatan tertinggi |
| 6061-T6 | 0.8–1,2 Mg | 310 | 276 | T/A | Sedang | Struktur non-laut; menghindari perendaman air laut |
5086 menempati sifat mampu bentuk optimal dari keluarga paduan laut. Ini lebih mudah ditekuk daripada 5083, lasan dengan pengurangan kekuatan HAZ yang sedikit lebih sedikit, dan memberikan perlindungan sensitisasi yang setara dalam temper H116 — menjadikannya pilihan logis kapan pun geometri rumit, bentuk lambung melengkung, atau kemampuan kerja dingin yang unggul lebih penting daripada kekuatan premium 10–12% yang dimilikinya 5083 menyediakan.
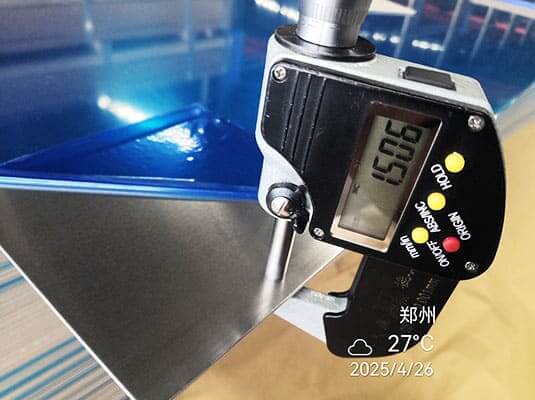
5086 Pengukuran Ketebalan Plat Aluminium H116
AKU AKU AKU. Temperatur H116: Rekayasa Khusus Kelautan 5086
3.1 Temperamen yang Lahir dari Pengalaman Operasional
Spesifikasi temper H116 untuk paduan aluminium laut tidak muncul dari ilmu material teoretis — spesifikasi ini muncul dari sejarah kegagalan korosi dini yang terdokumentasi pada bejana yang dibuat dari paduan 5xxx dalam temper yang memenuhi spesifikasi sifat mekanik tetapi tidak memiliki kontrol mikrostruktur yang diperlukan untuk menahan mekanisme korosi spesifik air laut..
Pengelupasan lapisan lambung kapal, retak korosi tegangan pada sambungan las, dan serangan intergranular pada pelat yang telah sedikit disensitisasi selama fabrikasi semuanya berkontribusi pada pengakuan industri bahwa aluminium laut memerlukan sifat temper yang dirancang khusus untuk ketahanan terhadap korosi., bukan hanya seputar kekuatan.
Hasilnya — dikodifikasikan dalam ASTM B928 (pertama kali diterbitkan 2004, direvisi secara berkala) — mendefinisikan H116 sebagai kondisi pengerasan regangan untuk paduan seri 5xxx dengan magnesium ≥3% yang dirancang khusus untuk memberikan ketahanan terhadap korosi pengelupasan kulit dan retak korosi tegangan.
Standar ini mewajibkan pengujian sensitisasi pada setiap lot produksi, menjadikan H116 satu-satunya temper aluminium dalam produksi komersial rutin di mana pengujian korosi merupakan persyaratan penerimaan lot yang wajib dan bukan pengujian tambahan opsional.
3.2 Jalur Produksi H116: Pekerjaan Dingin Terkendali
Memproduksi 5086 H116 memerlukan kontrol yang tepat atas reduksi dingin yang diterapkan setelah pengerolan panas — persentase yang secara bersamaan mencapai tiga tujuan yang biasanya berada dalam ketegangan: kekuatan tarik yang memadai (UTS ≥270 MPa), keuletan yang memadai (perpanjangan ≥10%), dan struktur dislokasi spesifik yang mengganggu cakupan batas butir fase beta yang berkelanjutan.
Disiplin termal kritis selama pengerolan dingin H116 adalah mempertahankan suhu pelat di bawah 65°C selama proses reduksi dingin.
Pengerolan dingin menghasilkan panas melalui deformasi plastis, dan tanpa aplikasi cairan pendingin yang memadai dan pendinginan antar lintasan, panas bergulir saja dapat mendorong pelat ke kisaran sensitisasi - sebuah perjalanan proses yang akan menghasilkan sifat mekanik temper H116 pada material yang telah memulai pengendapan batas butir yang dirancang untuk dicegah oleh H116..
3.3 Perbandingan 5086 Emosi: Perbedaan Kritis Kelautan
| Melunakkan | Definisi | NAMLT Diperlukan | Ketahanan Eksfoliasi | Resistensi SCC | Penggunaan Laut |
|---|---|---|---|---|---|
| HAI | Sepenuhnya dianil | TIDAK | Miskin | Miskin | Hanya pembentukan dalam; bukan untuk direndam air laut |
| H32 | Dikeraskan dengan ketegangan + anil parsial | TIDAK | Sedang | Sedang | Bukan kelas kelautan — struktural umum saja |
| H34 | Dikeraskan dengan ketegangan + anil parsial (lebih tinggi) | TIDAK | Sedang | Sedang | Bukan kelas kelautan |
| H116 | Dikeraskan dengan ketegangan; dikendalikan oleh laut | Ya (≤15mg/cm²) | Bagus sekali | Bagus sekali | Spesifikasi struktural kelautan primer |
| H321 | Dikeraskan dengan ketegangan + stabil | Ya (≤15mg/cm²) | Bagus sekali | Bagus sekali | Alternatif untuk H116; piring >38 mm |
| H112 | Seperti yang dibuat-buat; properti yang dikendalikan | TIDAK | Tidak diuji | Tidak diuji | Aplikasi struktural non-laut |
3.4 Sifat Mekanik Kelas Laut 5086 Plat Aluminium H116
| Properti | Nilai | Standar Tes | Aplikasi Desain |
|---|---|---|---|
| UTS (minimum) | 270 MPa (39 ksi) | ASTM E8 | Kekuatan panel lambung; desain anggota struktural |
| Kekuatan Hasil (0.2%) (min) | 193 MPa (28 ksi) | ASTM E8 | Batas desain elastis; penilaian tekuk |
| Pemanjangan (min) | 10% | ASTM E8 | Cadangan keuletan untuk pembentukan dan toleransi benturan |
| Kekuatan geser (khas) | ~165MPa | - - | Desain paku keling dan geser las |
| kekerasan brinell (khas) | 60–75HB | ASTM E10 | Verifikasi emosi; pemeriksaan masuk |
| Kekuatan kelelahan (tidak dilas, 5×10⁸) | ~117MPa | ASTM E466 | Penilaian kelelahan logam induk |
| Kekuatan kelelahan (sambungan las) | ~45–62MPa | Eurokode 9/DNV | Kriteria desain yang mengatur lambung kapal laut |
| Dampak Charpy (−40°C) | >15 J | ASTM E23 | Kualifikasi layanan iklim dingin |
| Modulus Elastisitas | 70.3 IPK | - - | Perhitungan defleksi dan kekakuan |
IV. Proses Pembuatan Marine Grade 5086 Plat Aluminium H116
4.1 Dari Sertifikasi Melt hingga Marine: Urutan Produksi
Bersertifikat 5086 Pelat laut H116 memerlukan kontrol proses yang disiplin di enam tahap produksi, karena fungsi utama temper H116 — ketahanan terhadap korosi melalui struktur mikro yang terkontrol — dapat dihancurkan oleh satu kali perpindahan panas atau reduksi dingin yang tidak memadai pada titik mana pun dalam rangkaian..
Berikut ini penelusuran proses produksi mulai dari persiapan paduan hingga sertifikasi.
4.2 Persiapan Paduan dan Pengecoran DC
Itu 5086 lelehan dibuat dengan menggabungkan aluminium primer (≥99,7% Al) dengan penambahan logam magnesium yang ditimbang secara tepat (mencapai target 3,5–4,5% Mg) dan paduan utama mangan (0.20–0,70% Juta target).
Penambahan kromium (0.05–0,25% Kr) memerlukan pengendalian yang hati-hati — terlalu sedikit akan mengorbankan fungsi stabilisasi batas butir; terlalu banyak risiko pembentukan endapan yang mengandung kromium yang dapat melemahkan paduan. Spektrometri emisi optik (OES) memverifikasi kimia lelehan dari sampel sendok sebelum setiap pengecoran.
Dinginkan langsung (DC) pengecoran semi kontinyu menghasilkan pelat bergulir dengan ketebalan biasanya 400–550 mm dan lebar 1.000–2.000 mm.
Laju pemadatan yang terkendali pada proses DC menghasilkan denda, struktur mikro yang relatif seragam dengan gradien komposisi yang dapat diatur — lebih unggul daripada yang lebih kasar, struktur yang lebih terpisah dihasilkan dengan metode pengecoran kontinyu.
Untuk produksi pelat laut, Pengecoran DC adalah rute produksi yang diperlukan; produser mencoba casting terus menerus 5086 untuk aplikasi kelautan tidak dapat mencapai keseragaman mikrostruktur yang diperlukan untuk kinerja korosi H116 yang konsisten.
4.3 Homogenisasi: Membangun Fondasi Mikrostruktur
Homogenisasi pada 460–510°C selama 8–18 jam menyelesaikan tiga fungsi secara bersamaan 5086 lempengan:
Penghapusan segregasi: Solidifikasi menghasilkan gradien komposisi melintasi jarak dendrit (biasanya 50–200 μm). Memegang pada suhu tinggi memungkinkan difusi untuk mendistribusikan kembali magnesium, mangan, dan kromium menjadi distribusi yang lebih seragam, memastikan sifat yang konsisten di seluruh ketebalan pelat.
Curah hujan dispersioid: Selama pendinginan lambat dari suhu homogenisasi, Partikel dispersioid Al₆Mn dan Al₁₂Mg₂Cr (0.05–0,5 mikron) berinti dan tumbuh. Partikel-partikel ini adalah agen mikrostruktur yang bertanggung jawab untuk menghambat rekristalisasi selama pengerolan panas dan pertumbuhan butiran selama anil — secara langsung mengendalikan struktur butiran akhir pelat H116.
Pembubaran fase non-kesetimbangan: Sebagai pemeran 5086 mengandung fase intermetalik kaya magnesium metastabil pada batas dendrit. Homogenisasi melarutkannya menjadi larutan padat, menyiapkan struktur mikro awal yang seragam untuk pengerolan panas.
4.4 Bergulir Panas: Pengurangan Ketebalan Bangunan dengan Kontrol Struktur Mikro
Setelah homogenisasi, lempengan yang dikuliti (dikerjakan dengan mesin permukaan untuk menghilangkan bagian luar yang terpisah 10–20 mm) dipanaskan terlebih dahulu hingga 430–500°C dan dilinting panas.
Jadwal lintasan pengerolan panas mengurangi pelat dari ~400–550 mm menjadi pengukur pita panas biasanya 3–20 mm melalui serangkaian lintasan tembus (pengurangan besar per pass, suhu tinggi) dan penyelesaian akhir (pengurangan yang lebih kecil, suhu keluar yang terkontrol).
Temperatur keluar pengerolan panas — suhu saat strip meninggalkan tempat penggulungan terakhir — sangat penting untuk 5086 produksi H116.
Jika suhu keluar terlalu tinggi (di atas sekitar 320°C), strip tersebut mengkristal ulang secara ekstensif menjadi struktur butiran kasar yang menghasilkan permukaan akhir yang lebih rendah pada produk akhir.
Jika suhu keluar terlalu rendah (di bawah sekitar 220°C), rekristalisasi yang tidak lengkap meninggalkan struktur yang dikerjakan sebagian yang menyebabkan sifat bervariasi setelah anil berikutnya.
Untuk konsisten 5086 properti H116, sebagian besar produsen menargetkan suhu keluar 250–310°C dengan kontrol ±20°C di seluruh lebar jalur.
4.5 Penggulungan Dingin hingga Kondisi H116
Setelah pita panas mendingin hingga di bawah 100°C (memastikan tidak ada sensitisasi selama transisi), cold rolling menerapkan reduksi terkontrol yang mendefinisikan H116.
Disiplin produksi selama pengerolan dingin mencakup tiga persyaratan simultan:
- Kontrol reduksi: Mencapai pengurangan persentase tertentu (hak milik masing-masing produsen, biasanya 5–20% untuk 5086 H116) yang menghasilkan UTS ≥270 MPa, YS ≥193 MPa, perpanjangan ≥10%, dan kepadatan dislokasi cukup untuk NAMLT ≤15 mg/cm²
- Kontrol suhu: Pertahankan suhu pelat di bawah 65°C setiap saat — diverifikasi dengan termometer kontak di sisi keluar setiap lintasan pengerolan dingin
- Manajemen pelumas: Oleskan oli rolling secara merata untuk mengontrol gesekan, pembangkitan panas, dan kebersihan permukaan — pelumas berlebih berkontribusi terhadap kontaminasi hidrokarbon permukaan yang mengganggu daya rekat lapisan selanjutnya
4.6 Integrasi Kontrol Kualitas: Uji Sensitisasi pada Tahap Produksi
ASTM B928 mengharuskan setiap lot produksi 5086 H116 menjalani pengujian NAMLT sebelum dirilis. “Lot” didefinisikan sebagai semua pelat dari paduan yang sama, melunakkan, dan ketebalan yang dihasilkan dari cetakan yang sama (panas) dalam urutan bergulir yang sama.
Implikasi praktisnya bagi rolling mill besar yang memproduksi banyak lot secara bersamaan adalah bahwa pengujian NAMLT dapat mewakili waktu siklus sertifikasi yang berarti — biasanya menambahkan 2–3 hari kerja ke jadwal pengiriman.
Tim pengadaan harus memasukkan jadwal ini ke dalam jadwal pengiriman material galangan kapal daripada menekan pemasok untuk melakukan pra-sertifikasi.
Urutan pengujian kontrol kualitas produksi sebelum pelepasan pelat:
- Komposisi kimia (oleh OES): Setiap panas → terima/tolak versus ASTM B209 / EN 573-3 batas
- Pengujian tarik (ASTM E8): Setiap lot → UTS, YS, perpanjangan versus minimum H116
- NAMLT (ASTM G67): Setiap banyak → kehilangan massa ≤15 mg/cm²
- Kekerasan (Brinell): Setiap banyak (pemeriksaan di tempat) → Konfirmasi rentang HB 60–75
- Inspeksi dimensi: Setiap pelat → ketebalan, lebar, panjang, kebosanan, bentuk melengkung
- Pengujian ultrasonik (ASTM B594): Sebagaimana ditentukan → laminasi internal dan deteksi inklusi
V. Sifat fisik dan mekanik: Profil Lengkap
5.1 Perbandingan Properti Struktural: 5086 H116 vs. Alternatif Utama
Memahami Kelas Laut 5086 Pelat Aluminium H116 secara terpisah kurang bermanfaat dibandingkan memahaminya dalam konteks.
Posisi perbandingan berikut 5086 H116 dibandingkan dengan alternatif kelautan yang paling umum di seluruh properti yang mengatur keputusan desain struktural:
| Properti | 5086-H116 | 5083-H116 | 5052-H32 | 6061-T6 |
|---|---|---|---|---|
| min UTS (MPa) | 270 | 303 | 228 | 310 |
| YS menit (MPa) | 193 | 214 | 193 | 276 |
| Perpanjangan min (%) | 10 | 10 | 12 | 8 |
| Kepadatan (g/cm³) | 2.66 | 2.66 | 2.68 | 2.70 |
| E (IPK) | 70.3 | 70.3 | 70.3 | 68.9 |
| HAZ YS (ketik., MPa) | ~105 | ~115 | ~90 | ~ 160 (Setara dengan T4.) |
| Radius tikungan minimum (3pelat mm) | ~1,5t | ~2t | ~1t | ~2,5t |
| Korosi air laut | Bagus sekali | Bagus sekali | Sangat bagus | Sedang |
| Risiko sensitisasi | Rendah-sedang | Sedang | Sangat rendah | T/A |
| ASTM B928 diperlukan | Ya | Ya | TIDAK | TIDAK |
Baris kekuatan luluh HAZ mengungkapkan salah satu keunggulan 5086 yang kurang dihargai: sifat HAZ sambungan lasnya, sementara lebih rendah dari pelat induk, lebih baik dibandingkan dengan nilai HAZ 5083 karena kekuatan luluh awal yang lebih rendah menghasilkan rasio efisiensi sambungan HAZ yang lebih baik.
Untuk panel struktural tempat efisiensi sambungan las (HAZ YS / orang tua YS) mengatur desain, 5086 mencapai sekitar 54% efisiensi bersama versus sekitar 54% untuk 5083 — pada dasarnya setara.
Namun, tingkat stres absolut di 5086 Haz (~105MPa) lebih rendah, yang berarti bahwa untuk beban struktural tertentu, 5086 Sambungan HAZ memerlukan pelat yang sedikit lebih tebal atau jarak pengaku yang lebih dekat dibandingkan sambungan yang setara 5083 koneksi.

5086 Plat Aluminium H116 untuk Lambung Perahu Layar
5.2 Sifat Fisik untuk Desain Kelautan
| Properti | Nilai | Satuan | Implikasi Desain Kelautan |
|---|---|---|---|
| Kepadatan | 2.66 | g/cm³ | 34% dari baja; memungkinkan konstruksi lambung yang ringan |
| Modulus Elastisitas | 70.3 | IPK | Lebih rendah dari baja; mengatur defleksi pada panel besar |
| Modulus geser | 26.4 | IPK | Kekakuan torsi; desain tekuk geser panel |
| Koefisien ekspansi termal | 23.8 | m/m·°C | Persyaratan desain sambungan termal tropis-ke-Arktik |
| Konduktivitas termal | 127 | W/m·K | Distribusi panas; analisis teknik kebakaran |
| Konduktivitas listrik | 31 | % IACS | Desain distribusi arus proteksi katodik |
| Kisaran leleh | 585–641 | °C | Keamanan kebakaran: lebih rendah dari baja; perlindungan pasif diperlukan |
| Kapasitas panas spesifik | 900 | J/kg · k | Massa termal untuk perhitungan durasi kebakaran |
Kepadatan dari 2.66 g/cm³ adalah angka yang pada akhirnya mendorong alasan bisnis untuk aluminium dibandingkan baja di sebagian besar aplikasi kelautan.
Menerjemahkan ini ke dalam perbandingan berat struktur lambung: A 5086 Panel lambung H116 dengan kekakuan lentur yang setara dengan panel baja laut memiliki berat sekitar 45–55% dari berat panel baja.
Di kapal rekreasi sepanjang 15 meter, penghematan berat sebesar 600–900 kg pada struktur lambung ini secara langsung mengurangi konsumsi bahan bakar sekitar 15–22% pada kecepatan jelajah — penghematan operasional yang besar selama masa pakai kapal 20–30 tahun.
5.3 Sifat mampu bentuk: 5086Pembeda Kompetitif
5086 Keunggulan kemampuan formabilitas H116 berakhir 5083 H116 bukanlah hal yang halus — ini adalah alasan teknis utama untuk menentukannya 5086 ketika geometri lambung yang kompleks diperlukan.
Mekanisme dibalik keuntungan ini sangatlah mudah: 5086kandungan magnesium yang lebih rendah (3.5–4,5% vs. 4.0–4,9% untuk 5083) menghasilkan kekuatan luluh yang lebih rendah, dan kekuatan luluh yang lebih rendah secara langsung berarti kemampuan mampu bentuk dingin yang lebih baik karena tegangan yang diperlukan untuk merusak material secara plastis lebih rendah dibandingkan dengan tegangan patahnya..
Perbandingan radius tikungan minimum (ketebalan bahan 4 mm):
| Arah Tikungan | 5086-H116 | 5083-H116 | Keuntungan |
|---|---|---|---|
| Melintang ke arah bergulir | 1.5T (6 mm) | 2T (8 mm) | 5086: 25% radius yang lebih sempit |
| Sejajar dengan arah bergulir | 2T (8 mm) | 2.5T (10 mm) | 5086: 20% radius yang lebih sempit |
Untuk konstruksi lambung kapal yang melibatkan sudut deadrise yang jelas, bagian atas melebar, bagian busur melengkung majemuk, dan belokan lambung kapal dengan radius sempit, keunggulan sifat mampu bentuk ini sangat menentukan secara operasional.
Perakit bekerja dengan 5086 H116 melaporkan 30–40% lebih sedikit insiden retak selama pembengkokan dingin pada rangka lambung dan panel cangkang lambung dibandingkan dengan yang setara 5083 Pengoperasian H116 — peningkatan kualitas dan produktivitas yang lebih dari sekadar mengkompensasi perbedaan biaya material yang kecil antara kedua paduan tersebut.
5.4 Properti Desain Kelelahan untuk Struktur Laut
Sifat kelelahan sambungan las 5086 H116 mengikuti Eurocode yang sama 9 / Kerangka kurva DNV S-N sebagai 5083 H116, karena keduanya merupakan paduan aluminium yang dilas dan kinerja kelelahan sambungan las terutama bergantung pada geometri dan kualitas las, bukan pada paduan spesifiknya.:
| Detil Struktural | Kategori Detail Δσ_C (MPa) | Lokasi Perwakilan Hull |
|---|---|---|
| Piring induk, jauh dari lasan | 70 | Panel tengah, jauh dari pengaku |
| Las butt penetrasi penuh (kualitas A) | 40–50 | Sambungan memanjang rangka lambung kapal |
| Las butt penetrasi penuh (kualitasB) | 35–45 | Sambungan rangka dan melintang |
| Penghentian pengaku — dengan braket | 28–35 | Sambungan ujung bingkai |
| Penghentian pengaku — tanpa braket | 20–28 | Penghentian pengaku pendek |
| Las fillet, sendi salib | 25–32 | Lampiran perangkat keras dek |
Terpenting, 5086 Dan 5083 sambungan las dalam kategori detail yang sama memberikan umur kelelahan yang setara pada rentang tegangan yang setara.
Pilihan antara kedua paduan tersebut tidak mempengaruhi hasil desain kelelahan secara signifikan, asalkan kualitas las dan geometri detailnya setara.
Kesetaraan ini berarti bahwa desainer dapat dengan bebas menggantinya 5086 untuk 5083 dalam aplikasi struktural yang diatur oleh kelelahan tanpa mendesain ulang detail las — sebuah penyederhanaan praktis yang penting.

Kemasan Ekspor Marine Grade 5086 Plat Aluminium H116
VI. Kinerja Korosi Laut: Analisis Ilmiah
6.1 5086Posisi Elektrokimia di Air Laut
Kelas Kelautan 5086 Pelat Aluminium H116 di air laut mengembangkan potensi sirkuit terbuka alami (okp) sekitar −0,85 V versus elektroda kalomel jenuh (SKE) — sedikit lebih mulia (positif) dibandingkan 5083 (sekitar −0,87 V), mencerminkan kandungan magnesium yang sedikit lebih rendah.
Perbedaan kecil ini praktis tidak signifikan untuk sebagian besar tujuan desain kelautan, karena kedua paduan menempati posisi umum yang sama dalam seri galvanik dan memberikan respons yang sama terhadap sistem proteksi katodik yang sama.
Film pasif aktif 5086 di air laut tipis (2–8nm), lapisan aluminium oksida amorf yang terbentuk secara spontan saat terkena lingkungan yang mengandung oksigen dan mempertahankan dirinya melalui keseimbangan dinamis antara disolusi dan repassivasi.
Metrik kinerja utama adalah potensi lubang — potensi elektrokimia di atas lubang yang berinti — dan potensi lubang 5086 dalam air laut pada suhu 25°C turun sekitar −0,65 hingga −0,75 V dibandingkan SCE.
Sejak OCP alami (−0,85V) secara signifikan lebih negatif daripada potensi pitting, 5086 dalam layanan air laut normal beroperasi dengan perlindungan katodik sekitar 100–200 mV dari potensi curahnya sendiri — penyangga pelindung diri yang memberikan resistensi dasar terhadap nukleasi lubang.
6.2 Tiga Mode Korosi Kritis dan Mekanisme Pertahanan 5086
Korosi Eksfoliasi: Pertahanan H116 Utama
Pengelupasan menyerang paduan 5xxx melalui memanjang, batas butir berbentuk pancake yang dihasilkan melalui penggulungan — penetrasi air laut antar butir secara progresif mengangkat lapisan pelat yang berurutan di sepanjang bidang penggulungan, menciptakan ciri-ciri melepuh, penampilan delaminasi yang memberi nama pada pengelupasan kulit.
Mekanisme tersebut memerlukan tiga kondisi secara bersamaan: jaringan batas butir yang tersensitisasi (cakupan fase beta berkelanjutan); sebuah elektrolit (air laut) mampu menembus batas butir; dan batasan geometrik butiran memanjang yang memaksa perluasan produk korosi untuk dinyatakan sebagai delaminasi antar-lapisan daripada serangan umum yang tersebar.
5086 H116 menyerang mekanisme ini pada prasyarat pertamanya. Dengan mengendalikan reduksi dingin sehingga menghasilkan interupsi, distribusi fase beta batas butir yang terputus-putus, Temperatur H116 menghilangkan jalur intergranular berkelanjutan yang dibutuhkan air laut untuk pengelupasan kulit secara progresif.
Selain itu, 5086kandungan magnesium yang lebih rendah (melawan 5083) berarti bahkan tanpa kontrol emosi H116, fase beta batas butir cenderung terbentuk lebih lambat dan dalam pola yang lebih terputus-putus — memberikan margin keamanan tambahan yang menjelaskan alasannya 5086 dalam temper H32 menunjukkan ketahanan pengelupasan kulit yang lebih baik dibandingkan 5083 dalam temperamen H32, meskipun tidak ada yang memenuhi persyaratan sertifikasi ASTM B928.

Dek Kapal Digunakan 5086 Plat Aluminium H116
Retak korosi stres (SCC): Di mana 5086 Berkinerja lebih baik 5083
SCC menggabungkan tegangan tarik berkelanjutan dengan lingkungan korosif aktif untuk menyebarkan retakan pada intensitas tegangan jauh di bawah ketangguhan patah material tanpa tekanan..
Dalam paduan 5xxx yang peka, film fase beta batas butir kontinu memungkinkan perambatan retakan disolusi anodik. 5086 Resistensi SCC H116 mendapat manfaat dari dua mekanisme penguatan: gangguan temper H116 pada fase beta batas butir terus menerus (sama seperti untuk eksfoliasi), dan kinetika sensitisasi kandungan magnesium yang lebih rendah secara inheren lebih lambat.
Data yang dipublikasikan dari pengujian SCC jangka panjang 5086 H116 menunjukkan ketahanan terhadap retak pada tingkat tegangan berkelanjutan hingga 60% kekuatan luluh dalam pengujian perendaman alternatif (ASTM G44) — lebih unggul dari 5083 H116 (biasanya tahan terhadap sekitar 50% kekuatan luluh) dan secara dramatis lebih unggul dari bahan H32 yang peka (yang dapat retak pada 20–25% kekuatan luluh).
Untuk struktur lambung yang memikul tegangan sisa pengelasan 30–50 MPa, margin resistensi SCC ini cukup untuk layanan kelautan normal — namun tidak terbatas. Setiap tegangan tarik yang berkelanjutan dikombinasikan dengan lingkungan termal yang mendorong sensitisasi memerlukan perhatian teknis.
Korosi pitting: Serangan Air Laut Dasar
Pitting dimulai di lokasi dimana film pasif paling lemah: antarmuka partikel-matriks intermetalik, titik munculnya batas butir, dan goresan permukaan yang memperlihatkan aluminium segar.
Untuk Kelas Kelautan 5086 Plat Aluminium H116, situs inisiasi lubang yang dominan adalah partikel intermetalik Al₃Fe dan Al₆Mn, yang bersifat katodik terhadap matriks aluminium dan membuat sel galvanik lokal yang melarutkan aluminium di sekitarnya.
Batas pengotor besi ≤0,50% untuk 5086 (dibandingkan ≤0,40% untuk 5083) berarti itu 5086 pada prinsipnya dapat mengandung lebih banyak partikel Al₃Fe — kelemahan ketahanan korosi yang kecil dibandingkan dengan 5083. Dalam praktiknya, paling kelas laut 5086 produsen menahan besi di bawah 0.30%, membuat perbedaan teoretis ini dapat diabaikan.
Data uji perendaman jangka panjang untuk 5086 dalam air laut sintetis (ASTM D1141) menunjukkan kedalaman lubang rata-rata 0,10–0,25 mm setelahnya 5 tahun — laju korosi 0,02–0,05 mm/tahun yang dapat mengakomodasi cadangan ketebalan pelat yang tersedia dalam pelapisan lambung kapal.
VII. Aplikasi Kelautan dan Jenis Kapal
7.1 Perahu Rekreasi dan Olahraga: Domain Aplikasi yang Dominan
Pasar perahu rekreasi mempunyai proporsi terbesar 5086 konsumsi H116 secara global, didorong oleh kombinasi sifat mampu bentuk yang luar biasa dari paduan ini, ketahanan terhadap korosi air laut, dan efisiensi berat untuk jenis dan ukuran kapal yang mendominasi konstruksi rekreasi (6–18 m LOA).
Kapal penangkap ikan aluminium lepas pantai dalam kisaran 6–12 m mewakili arketipe 5086 Aplikasi H116. Kapal-kapal ini membutuhkan lambung melengkung majemuk dengan deadrise yang nyata (biasanya 18–24°) dan busur melebar untuk pemeliharaan laut lepas pantai, ketahanan terhadap korosi air laut untuk bagian atas yang mungkin tidak dicat selama bertahun-tahun setelah reparasi, dan kekuatan struktural yang memadai untuk layanan lepas pantai tanpa bobot berlebihan yang akan mengganggu kinerja dengan pembangkit listrik tempel atau penggerak buritan yang lebih kecil. Kelas Kelautan 5086 Pelat Aluminium H116 dalam ukuran 3,0–5,0 mm memenuhi ketiga persyaratan secara bersamaan.
Lambung perahu layar menyajikan beberapa tantangan yang paling rumit secara geometris dalam pembuatan kapal aluminium — lunas yang tersapu, bagian jendela atas yang melengkung, bagian atas melebar, dan diucapkan tumblehome semuanya membutuhkan pembengkokan radius yang rapat 5086 menangani lebih andal daripada 5083. Selain itu, beban struktural perahu layar umumnya lebih rendah daripada beban perahu motor dengan panjang setara (tidak ada bantingan; kecepatan lebih rendah), membuat 10% perbedaan kekuatan luluh antara 5086 Dan 5083 secara struktural tidak relevan untuk sebagian besar aplikasi kapal layar. Pembuat perahu layar aluminium berpengalaman — termasuk spesialis di Eropa dan Selandia Baru — secara konsisten menentukannya 5086 H116 untuk struktur bagian atas dan di atas permukaan air, memesan 5083 H116 untuk area pemasangan lunas dan pelapisan garis air/bawah di mana tuntutan struktural membenarkan kekuatan ekstra.
Konsol tengah dan perahu walkaround (7–10 m) mendapatkan manfaat dari sifat mampu bentuk 5086 saat memproduksi struktur konsol sisi dalam, kotak ikan mengelilinginya, dan bagian freeboard yang menentukan jenis lambung ini. Pembangun melaporkan secara signifikan lebih sedikit perbaikan las akibat retak selama pembentukan profil kompleks ini saat menggunakan 5086 H116 versus 5083 H116 — penghematan biaya produksi langsung yang lebih dari sekedar mengkompensasi premi biaya material yang kecil.
7.2 Perahu Kerja Komersial: Menggabungkan Kinerja Struktural dengan Kemampuan Bentuk
Perahu kerja komersial — yang praktis, kapal utilitarian yang melayani platform lepas pantai, kru pemindahan, melakukan survei, dan mendukung operasional pelabuhan — mewakili domain konsumsi terbesar kedua 5086 H116.
Kapal pemindahan awak kapal (CTVS) untuk pemeliharaan ladang angin lepas pantai menunjukkan strategi optimasi pemilihan paduan dengan paling jelas. Sebuah tipikal 24 m Desain lambung CTV sering digunakan 5083 H116 (6–8 mm) untuk pelapisan bawah — dimana beban bantingan dari akses turbin yang berulang-ulang pada kondisi laut rendah menimbulkan tekanan siklik yang tinggi — dan 5086 H116 (5–6 mm) untuk panel bagian atas dan suprastruktur, dimana kebutuhan struktural yang lebih rendah memungkinkan paduan lebih mudah dibentuk dan dimana geometri akomodasi kru yang kompleks mendapatkan manfaat dari kemampuan radius lentur 5086 yang lebih ketat.
Kapal percontohan dan kapal layanan pelabuhan (12–22 m) menyajikan kondisi yang sangat menguntungkan bagi 5086 H116: beban struktural sedang (perpindahan daripada operasi perencanaan dalam banyak kasus), bentuk lambung kompleks yang khas dari desain perpindahan lambung kapal bulat, dan penyemprotan air tawar secara teratur pada bagian atas kapal yang menjadi ciri pemeliharaan kapal pelabuhan. Risiko sensitisasi yang lebih rendah 5086 H116 versus 5083 merupakan keuntungan sekunder pada kapal pelabuhan yang mengalami pembersihan uap dek — potensi paparan suhu sensitisasi yang sama sekali tidak ada dalam spesifikasi paduan konstruksi lambung di sebagian besar galangan kapal.
7.3 Struktur Kelautan dan Aplikasi Lepas Pantai
Di luar lambung kapal itu sendiri, 5086 Pelat H116 berfungsi secara luas dalam aplikasi struktur laut yang mengutamakan ketahanan korosi dan bobot aluminium yang ringan, namun kinerja struktural maksimum adalah hal kedua.:
Dermaga dan ponton marina terapung menggunakan 5086 H116 karena ketahanannya terhadap korosi yang luar biasa di lingkungan agresif perairan marina (peningkatan tingkat polutan dari tumpahan bahan bakar, limpasan cat antifouling, dan kontaminasi organik dari kapal yang berlabuh). Tuntutan struktural yang lebih rendah pada konstruksi dermaga apung membuat kekuatan ekstra 5083 tidak diperlukan, sementara sifat mampu bentuk 5086 menyederhanakan pembuatan bentuk ponton dan braket sambungan yang menjadi ciri sistem dermaga marina.
Jalan setapak platform lepas pantai, pegangan tangan, dan kisi-kisi — dimana fungsi utamanya adalah ketahanan terhadap korosi dan keselamatan personel dibandingkan untuk menahan beban struktural — penggunaan 5086 H116 karena kombinasi kekuatannya yang memadai (cukup untuk pemuatan jalan sesuai kode yang berlaku), ketahanan korosi yang sangat baik tanpa pengecatan (mengurangi pemeliharaan di lokasi lepas pantai yang terpencil), dan ringan (mengurangi bobot mati yang dikenakan pada struktur bagian atas platform).
Gang dan jalur akses untuk pemindahan kapal-ke-platform dan pemindahan kapal-ke-pantai menghadirkan tuntutan sifat mampu bentuk yang menguntungkan 5086: bagian artikulasi, rel pemandu melengkung, dan platform pendaratan miring pada sistem gangway modern memerlukan operasi pembengkokan dimana radius tikungan minimum 5086 yang lebih ketat memungkinkan desain yang memerlukan pra-anil 5083.
Ketika 5083 H116 mendominasi aplikasi struktural lambung utama dalam konstruksi kapal angkatan laut, 5086 H116 banyak digunakan dalam struktur sekunder dan suprastruktur kapal angkatan laut:
Panel suprastruktur dan selungkup pada kapal patroli cepat dan kapal pendukung mendapatkan keuntungan dari sifat mampu bentuk 5086 ketika memproduksi non-planar, permukaan melengkung majemuk yang menjadi ciri estetika suprastruktur kapal angkatan laut modern (dirancang untuk mengurangi penampang radar). Arsitek angkatan laut merancang kriteria siluman yang menentukan melengkung, panel suprastruktur miring yang menantang pabrikan untuk bekerja dengannya 5083; transisi ke 5086 karena elemen-elemen ini secara signifikan meningkatkan tingkat keberhasilan fabrikasi tingkat pertama.
Kapal penanggulangan ranjau (MCMV) struktur bantu — panel non-struktural, pemisah akomodasi internal, rumah mesin dek — sering digunakan 5086 H116 di mana pengurangan berat dan ketahanan terhadap korosi merupakan hal yang penting, namun kinerja struktural maksimum tidak penting. Persyaratan non-magnetik yang mendorong pemilihan material lambung MCMV ke aluminium (atau GRP) juga berlaku untuk struktur sekunder, membuat 5086 kecocokan alami.
Konstruksi gabungan kerajinan amfibi strategi semakin banyak diterapkan 5086 H116 untuk bagian atas, panel samping jalan, dan struktur kompartemen kru, memesan 5083 H116 untuk cangkang bawah dan rangka struktural yang memikul beban muatan kendaraan yang terkonsentrasi selama operasi pendaratan di pantai.
XIII. Baku mutu, Pengujian, dan Sertifikasi
Kelas Kelautan Bersertifikat 5086 Pelat Aluminium H116 berada dalam kerangka standar pelengkap yang membahas komposisi, properti, sensitisasi, dan dokumentasi:
| Standar | Badan Penerbit | Cakupan | Persyaratan Kritis untuk 5086 |
|---|---|---|---|
| ASTM B928 | ASTM Internasional | 5paduan xxx untuk layanan kelautan | NAMLT ≤15 mg/cm² pada setiap lot |
| ASTM B209 | ASTM Internasional | Al lembaran dan piring: dimensi dan properti | Komposisi kimia; peralatan mekanis |
| ASTM G67 | ASTM Internasional | Uji sensitisasi NAMLT | Prosedur pengujian untuk kepatuhan B928 |
| ASTM G66 | ASTM Internasional | Tes eksfoliasi ASSET | Peringkat visual ketahanan pengelupasan kulit |
| EN 485 | SEN | Lembaran/piring Eropa: dimensi dan toleransi | Kerangka toleransi dimensi |
| EN 573-3 | SEN | Standar komposisi paduan Eropa | 5086 batasan komposisi |
| MIL-DTL-24093 | Departemen Pertahanan AS | Aluminium kelautan militer | Kualifikasi material kapal angkatan laut |
| EN 10204 | SEN | Jenis sertifikat material | 3.1 / 3.2 dokumentasi sertifikasi |
IX. Kesimpulan
Kesimpulan terpenting dari ujian komprehensif ini adalah pembingkaian ulang tentang bagaimana Marine Grade 5086 Plat Aluminium H116 dirasakan. Terlalu sering digambarkan sebagai “alternatif yang kurang kuat 5083 untuk aplikasi dimana pengurangan kekuatan dapat diterima,” Kelas Kelautan 5086 Pelat Aluminium H116 lebih akurat dipahami sebagai pilihan material presisi untuk aplikasi yang memiliki sifat mampu bentuk yang unggul, ketahanan korosi laut jangka panjang yang setara dalam temper H116 bersertifikat, dan gabungan ketahanan sensitisasi yang sedikit lebih baik memberikan hasil rekayasa yang lebih baik dibandingkan 5083 H116 akan tercapai.
Aplikasi yang mendapat manfaat khusus 5086 H116 jumlahnya banyak dan signifikan secara komersial: perahu aluminium rekreasi dengan bentuk lambung yang rumit (sektor volume terbesar dalam konsumsi aluminium laut), lambung kapal layar dan bagian atasnya, struktur sekunder kapal kerja komersial, struktur aluminium platform lepas pantai, strategi konstruksi lambung paduan campuran, dan pasar kapal baterai-listrik yang berkembang pesat. Di semua aplikasi ini, 5086 H116 bukanlah pengganti — ini adalah jawaban teknik yang benar.
Proses produksi pengecoran dan pengenalannya
Tujuan peleburan dan pengecoran adalah untuk menghasilkan paduan dengan komposisi yang memuaskan dan kemurnian lelehan yang tinggi, sehingga menciptakan kondisi yang menguntungkan untuk pengecoran paduan berbagai bentuk.
Langkah-langkah proses peleburan dan pengecoran: pengelompokan --- makanan --- meleleh --- pengadukan setelah pencairan, penghapusan terak --- sampling pra-analisis --- menambahkan paduan untuk menyesuaikan komposisi, mengaduk --- pengilangan --- Pengaturan statis——Panduan pengecoran tungku.
Proses produksi hot rolling dan pengenalannya
- 1. Pengerolan panas umumnya mengacu pada penggulungan di atas suhu rekristalisasi logam;
- 2. Selama proses pengerolan panas, logam mengalami proses pengerasan dan pelunakan. Karena pengaruh kecepatan deformasi, selama proses pemulihan dan rekristalisasi terlambat, akan ada pengerasan kerja tertentu;
- 3. Rekristalisasi logam setelah pengerolan panas tidak lengkap, itu adalah, koeksistensi struktur rekristalisasi dan struktur terdeformasi;
- 4. Rolling panas dapat meningkatkan kinerja pemrosesan logam dan paduan, mengurangi atau menghilangkan cacat pengecoran.
- 1. Temperatur casting dan rolling umumnya antara 680°C dan 700°C. Semakin rendah semakin baik, jalur casting dan rolling yang stabil biasanya berhenti sebulan sekali atau lebih untuk berdiri kembali. Selama proses produksi, tingkat cairan tangki depan harus dikontrol secara ketat untuk mencegah tingkat cairan rendah;
- 2. Pelumasan menggunakan bubuk C dengan pembakaran gas yang tidak sempurna untuk pelumasan, yang juga menjadi salah satu penyebab kotornya permukaan material casting dan rolling;
- 3. Kecepatan produksi umumnya antara 1,5m/min-2,5m/min;
- 4. Kualitas permukaan produk yang dihasilkan oleh casting dan rolling umumnya relatif rendah, dan umumnya tidak dapat memenuhi produk dengan persyaratan kinerja fisik dan kimia khusus.
- 1. Cold rolling mengacu pada metode produksi rolling di bawah suhu rekristalisasi;
- 2. Tidak akan ada rekristalisasi dinamis selama proses rolling, dan suhu akan naik ke suhu pemulihan paling banyak, dan penggulungan dingin akan muncul dalam kondisi pengerasan kerja, dan tingkat pengerasan kerja akan besar;
- 3. Lembaran dan strip cold-rolled memiliki akurasi dimensi yang tinggi, kualitas permukaan yang baik, struktur dan kinerja yang seragam, dan produk di berbagai negara dapat diperoleh dengan perlakuan panas;
- 4. Penggulungan dingin dapat menggulung strip tipis, tapi diwaktu yang sama, itu memiliki kerugian konsumsi energi yang tinggi untuk deformasi dan banyak proses yang lewat.
- 1. Finishing adalah metode pemrosesan untuk membuat lembaran cold-rolled memenuhi kebutuhan pelanggan, atau untuk memfasilitasi pemrosesan produk selanjutnya;
- 2. Peralatan finishing dapat memperbaiki cacat yang dihasilkan dalam proses produksi hot rolling dan cold rolling, seperti tepi retak, berminyak, bentuk piring yang buruk, tegangan sisa, dll.. Perlu dipastikan bahwa tidak ada cacat lain yang dibawa ke dalam proses produksi;
- 3. Ada berbagai peralatan finishing, terutama termasuk lintas sektoral, menggorok, peregangan dan pelurusan, tungku anil, meluncur, dll..

Proses pengecoran dan rolling
Proses pengecoran dan rolling: logam cair, kotak depan (kontrol level cairan), pengecoran dan mesin rolling (Sistem pelumasan, air pendingin), mesin pencukur, mesin melingkar.
Proses produksi cold rolling

Pengantar untuk menyelesaikan proses produksi
Paduan aluminium memiliki karakteristik kepadatan rendah, sifat mekanik yang baik, kinerja pemrosesan yang baik, tidak beracun, mudah untuk didaur ulang, konduktivitas listrik yang sangat baik, perpindahan panas dan ketahanan korosi, sehingga memiliki berbagai macam aplikasi.
Dirgantara: digunakan untuk membuat kulit pesawat, rangka badan pesawat, balok penopang, rotor, baling-baling, tangki bahan bakar, panel dinding dan penyangga roda pendaratan, serta cincin penempaan roket, panel dinding pesawat ruang angkasa, dll..

Paduan aluminium digunakan untuk ruang angkasa
Angkutan: digunakan untuk bahan struktur bodi mobil mobil, kendaraan kereta bawah tanah, mobil penumpang kereta api, mobil penumpang berkecepatan tinggi, pintu dan jendela, rak, suku cadang mesin otomotif, AC, radiator, panel bodi, roda dan material kapal.

Aplikasi lalu lintas
Kemasan: Kaleng pop all-aluminium terutama digunakan sebagai bahan kemasan logam dalam bentuk pelat tipis dan foil, dan dibuat menjadi kaleng, tutup, botol, barel, dan foil kemasan. Banyak digunakan dalam kemasan minuman, makanan, kosmetik, obat, rokok, produk industri, obat, dll..

Aplikasi pengemasan
Pencetakan: Terutama digunakan untuk membuat pelat PS, Pelat PS berbasis aluminium adalah jenis material baru dalam industri percetakan, digunakan untuk pembuatan dan pencetakan pelat otomatis.

pencetakan PS
Dekorasi arsitektur: paduan aluminium banyak digunakan dalam struktur bangunan, pintu dan jendela, plafon gantung, permukaan dekoratif, dll.. karena ketahanan korosinya yang baik, kekuatan yang cukup, kinerja proses yang sangat baik dan kinerja pengelasan.

Aplikasi konstruksi paduan aluminium
Produk elektronik: komputer, ponsel, cangkang kulkas, radiator, dll..

aplikasi produk elektronik
Persediaan dapur: pot aluminium, baskom aluminium, lapisan penanak nasi, aluminium foil rumah tangga, dll..

Aplikasi dapur
Pengemasan Aluminium Sheet/Coil
Setiap detail kemasan adalah tempat kami mengejar pelayanan yang sempurna. Proses pengemasan kami secara keseluruhan adalah sebagai berikut:
Laminasi: film bening, film biru, mikro-mukosa, mukosa tinggi, film pemotongan laser (2 merek, Novacell dan Polyphem);
Perlindungan: pelindung sudut kertas, bantalan anti-tekanan;
pengeringan: pengering;
Baki: nampan kayu yang tidak berbahaya difumigasi, nampan besi yang dapat digunakan kembali;
Sedang mengemas: Sabuk baja tic-tac-toe, atau sabuk pengepakan PVC;
Kualitas Bahan: Benar-benar bebas dari cacat seperti karat putih, noda minyak, tanda bergulir, kerusakan tepi, tikungan, penyok, lubang, garis putus-putus, goresan, dll., tidak ada set kumparan.
Pelabuhan: Qingdao atau pelabuhan lain di Cina.
Waktu memimpin: 15-45 hari.

Proses pengemasan lembaran/pelat aluminium

Proses pengemasan koil aluminium
F: Apakah Anda produsen atau pedagang?
Q: Kami adalah produsen, pabrik kami berada di No.3 Weier Road, Zona industri, Gongyi, Henan, Cina.
F: Apa MOQ untuk memesan produk?
Q: MOQ kami adalah 5 ton, dan beberapa produk khusus akan memiliki jumlah pesanan minimum 1 atau 2 ton.
F: Berapa lama waktu tunggu Anda?
Q: Umumnya lead time kami adalah tentang 30 hari.
F: Apakah produk Anda memiliki jaminan kualitas?
Q: Ya, jika ada masalah kualitas dengan produk kami, kami akan memberi kompensasi kepada pelanggan sampai mereka puas.
Produk-produk terkait






Blog Terbaru

Paduan Umum Truk Reefer Digunakan Kumparan Aluminium Dilapisi PE
Temukan paduan umum truk reefer menggunakan koil aluminium berlapis PE, termasuk 3003, 3004, Dan 3105. Dirancang untuk ketahanan korosi yang sangat baik, kemampuan bentuk, dan kinerja luar ruangan yang tahan lama.

Apakah Aluminium Konduktif? Properti, Kegunaan & Manfaat Dijelaskan
Apakah aluminium bersifat konduktif? Temukan konduktivitas listrik aluminium, keuntungan utama, dan mengapa ini banyak digunakan dalam transmisi daya dan aplikasi industri.

Membuka Kunci Keberlanjutan: Kebenaran Tentang Daur Ulang Aluminium Foil
Apakah Aluminium Foil Dapat Didaur Ulang? Pelajari bagaimana aluminium foil dapat didaur ulang, bagaimana mempersiapkannya dengan benar, dan mengapa daur ulang membantu mengurangi limbah dan menghemat sumber daya.

Aluminium Foil Dilapisi untuk Aplikasi Pengemasan | Kuat & Dapat diandalkan
Aluminium foil berlapis berkualitas tinggi untuk aplikasi pengemasan, menawarkan perlindungan penghalang yang sangat baik, daya tahan, dan kinerja yang konsisten.







