jeg. Indledning
Marine karakter 5086 H116 aluminiumsplade indtager en enestående værdifuld position i aluminiums skibsbygningsmaterialespektret - en, der ofte er undervurderet, netop fordi den sidder mellem to mere fremtrædende specificerede legeringer.
Mere korrosionsbestandig og formbar end 6061 serie, endnu mere brugbar og svejsbar end højstyrken 5083, 5086 H116 leverer en kombination af egenskaber, der gør den uerstattelig på tværs af en bred vifte af marine applikationer: fritidsfiskerbåde med komplekse skrogformer, sejlbådsskrog, der kræver udblændede oversider, kommerciel arbejdsbåd sekundær struktur, gangbroer til offshore platforme, og militære fartøjers overbygninger.
Denne artikel giver en omfattende, autoritativ eksamen af marine karakter 5086 H116 aluminiumsplade på tværs af atten analytiske dimensioner — metallurgi, temperament videnskab, Fremstilling, ejendomme, korrosionsydelse, den kritiske 5086-versus-5083 sammenligning, strukturelt design, fartøjsapplikationer, Fremstilling, korrosionsbeskyttelse, kvalitetsstandarder, lovgivningsmæssige rammer, forsyningskæde økonomi, bæredygtighed, og innovation.
II. Metallurgical Foundation: De 5086 Aluminiumslegering
2.1 5xxx-serien: Magnesiums marinkemi
Aluminiumslegeringer i 5xxx-serien opnår deres styrke og korrosionsevne gennem magnesium opløst i fast opløsning i aluminiumsmatrixen.
Magnesium atomer, lidt større end aluminiumsatomer, forvrænge krystalgitteret, hæmmer dislokationsbevægelsen og derved øger styrken - en mekanisme kaldet solid opløsning styrkelse, der ikke kræver nogen varmebehandling for at aktivere og aldrig formindskes ved termisk eksponering (under sensibiliseringsområdet).
Denne karakter, der ikke kan varmebehandles, definerer den marine præstationslogik for 5xxx legeringer: deres egenskaber forbliver stabile i hele fartøjets levetid, i modsætning til varmebehandlede legeringer, hvis udfældningshærdning delvist kan vendes af de termiske cyklusser af svejsning og brand.
Magnesiums anden marinegave er elektrokemisk: det flytter legeringens naturlige korrosionspotentiale i havvand mod mere negativt (anodisk) værdier, forbedre modstanden mod grubetæring ved at gøre den passive film mere stabil og reducere forskellen mellem legeringsmatrixen og de katodiske intermetalliske partikler, der tjener som pitinitieringssteder.
Højere magnesiumindhold betyder generelt bedre havvandskorrosionsbestandighed - hvilket er grunden 5083 (4.0–4,9 % Mg) udkonkurrerer 5052 (2.2–2,8 % Mg) i langvarig marinetjeneste.
5086 sidder mellem disse to: dens 3,5-4,5 % magnesium-område leverer havvandskorrosionsbestandighed klart overlegen 5052 og nærmer sig 5083, samtidig med at magnesiumindholdet holdes lavt nok til at reducere sensibiliseringsrisikoen, der bliver en primær ingeniørmæssig bekymring i legeringer med højt Mg.
Marine klasse 5086 H116 aluminiumsplade
2.2 Kemisk sammensætning: Hvert element er konstrueret til havet
Sammensætningen af 5086 aluminium, defineret af ASTM B209, I 573-3, GB/T. 3880, og JIS H4000, afspejler bevidst marineteknik på hvert element:
| Element | Sammensætningsområde (%) | Marine Engineering funktion |
|---|---|---|
| Aluminium (Al) | Resten (~94,2-95,7) | Primær matrix; dannelse og reparation af passiv oxidfilm |
| Magnesium (Mg) | 3.5 – 4.5 | Solid opløsning styrkelse; havvands korrosionsbestandighed |
| Mangan (Mn) | 0.20 – 0.70 | Kornstrukturkontrol; Al6Mn dispersoid dannelse |
| Krom (Cr) | 0.05 – 0.25 | Hæmmer omkrystallisation; stabiliserer korngrænser |
| Jern (Fe) | ≤ 0.50 | Urenhed; danner katodiske Al₃Fe-partikler — kontrolleret stramt |
| Silicium (Og) | ≤ 0.40 | Urenhed; interagerer med Mg i Mg2Si-dannelse |
| Kobber (Cu) | ≤ 0.10 | Strengt minimeret — øger risikoen for grubetæring og galvanisk korrosion |
| Zink (Zn) | ≤ 0.25 | Urenhedsloft; overskydende forringer SCC-modstanden |
| Titanium (Af) | ≤ 0.15 | Støbekornraffiner; kontrolleret for ejendomskonsistens |
| Andre (hver/i alt) | ≤0,05/≤0,15 | Aggregeret urenhedsgrænse |
2.3 Sammenlignende legeringsanalyse til marine applikationer
At vælge den rigtige marine aluminiumslegering kræver forståelse for, hvor hver enkelt falder på ydeevne-formbarhed-sensibiliseringsspektret:
| Legering | Mg (%) | Min UTS (H116, MPA) | Min YS (H116, MPA) | Sensibiliseringsrisiko | Formbarhed | Bedste marineapplikation |
|---|---|---|---|---|---|---|
| 5052-H32 | 2.2–2.8 | 228 | 193 | Meget lav | Fremragende | Let struktur; ikke-skrog |
| 5086-H116 | 3.5–4.5 | 270 | 193 | Lav-moderat | Meget godt | Skrogoverflader; komplekse former; sekundær struktur |
| 5083-H116 | 4.0–4.9 | 303 | 214 | Moderat | God | Primær skrogstruktur; bundbelægning |
| 5456-H116 | 4.7–5,5 | 317 | 228 | Moderat-høj | Retfærdig | Skrog med høj styrke; omhyggelig overvågning |
| 5059-H116 | 5.0–6.0 | 330 | 240 | Lav (optimeret) | Retfærdig | Premium flåde; højeste styrke marine |
| 6061-T6 | 0.8–1,2 mg | 310 | 276 | N/A | Moderat | Ikke-marin strukturel; undgå nedsænkning i havvand |
5086 optager formbarhedens optimale for marinelegeringsfamilien. Den bøjer lettere end 5083, svejsninger med lidt mindre HAZ-styrkereduktion, og bærer tilsvarende sensibiliseringsbeskyttelse i H116-temperering - hvilket gør det til det logiske valg, når som helst kompleks geometri, buede skrog former, eller overlegen koldbearbejdelighed betyder mere end 10-12 % styrkepræmien 5083 giver.
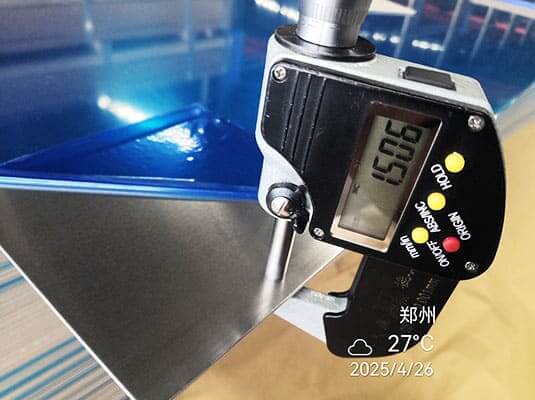
5086 H116 Aluminiumpladetykkelsesmåling
III. H116 temperament: Marine-Specific Engineering af 5086
3.1 Et temperament født af operationel erfaring
H116-tempereringsspecifikationen for marine aluminiumslegeringer er ikke opstået fra teoretisk materialevidenskab - den fremgik af en dokumenteret historie med for tidlig korrosionsfejl i fartøjer konstrueret af 5xxx legeringer i temperamenter, der bestod specifikationer for mekaniske egenskaber, men manglede den mikrostrukturelle kontrol, der var nødvendig for at modstå havvands specifikke korrosionsmekanismer.
Eksfoliering af skrogbelægning, spændingskorrosion i svejsede samlinger, og intergranulært angreb i plade, der var blevet mildt sensibiliseret under fremstillingen, bidrog alle til industriens erkendelse af, at marinealuminium havde brug for en tempereringsbetegnelse, der var specielt udviklet omkring korrosionsbestandighed, ikke kun omkring styrke.
Resultatet — kodificeret i ASTM B928 (først udgivet 2004, jævnligt revideret) — definerer H116 som en strækhærdet tilstand for 5xxx-seriens legeringer med ≥3 % magnesium, der er specielt konstrueret til at give modstand mod eksfolieringskorrosion og spændingskorrosionsrevner.
Standarden kræver sensibiliseringstest på hvert produktionsparti, hvilket gør H116 til det eneste aluminiumstemperering i rutinemæssig kommerciel produktion, hvor korrosionstest er et obligatorisk parti-acceptkrav snarere end en valgfri supplerende test.
3.2 H116 Produktionsvej: Kontrolleret koldt arbejde
Producerer 5086 H116 kræver præcis kontrol over den kolde reduktion, der anvendes efter varmvalsning - en procentdel, der samtidig opnår tre mål, der normalt ville være i spænding: tilstrækkelig trækstyrke (UTS ≥270 MPa), tilstrækkelig duktilitet (forlængelse ≥10 %), og den specifikke dislokationsstruktur, der forstyrrer kontinuerlig beta-fase korngrænsedækning.
Den kritiske termiske disciplin under H116 koldvalsning er at holde pladetemperaturen under 65°C i hele koldreduktionsforløbene.
Koldvalsning genererer varme gennem plastisk deformation, og uden tilstrækkelig kølevæskepåføring og inter-pass køling, rullende varme alene kan drive pladen ind i sensibiliseringsområdet - en procesudsving, der ville frembringe H116-tempererede mekaniske egenskaber i materiale, der allerede har påbegyndt den korngrænseudfældning, som H116 er designet til at forhindre.
3.3 Sammenligning 5086 Frister: De marin-kritiske distinktioner
| Temperament | Definition | NAMLT påkrævet | Eksfolieringsmodstand | SCC modstand | Marinebrug |
|---|---|---|---|---|---|
| O | Fuldt udglødet | Ingen | Dårlig | Dårlig | Kun dyb formning; ikke til nedsænkning i havvand |
| H32 | Strækhærdet + delvis udglødning | Ingen | Moderat | Moderat | Ikke marinekvalitet — kun generel strukturel |
| H34 | Strækhærdet + delvis udglødning (højere) | Ingen | Moderat | Moderat | Ikke marinekvalitet |
| H116 | Strækhærdet; marine-styret | Ja (≤15 mg/cm²) | Fremragende | Fremragende | Primær marine strukturelle specifikation |
| H321 | Strækhærdet + stabiliseret | Ja (≤15 mg/cm²) | Fremragende | Fremragende | Alternativ til H116; plade >38 mm |
| H112 | Som fabrikeret; kontrollerede egenskaber | Ingen | Ikke testet | Ikke testet | Ikke-marine strukturelle applikationer |
3.4 Mekanisk egenskab af marinekvalitet 5086 H116 aluminiumsplade
| Ejendom | Værdi | Test standard | Design ansøgning |
|---|---|---|---|
| UTS (minimum) | 270 MPA (39 KSI) | ASTM E8 | Styrke af skrogpanel; design af strukturelementer |
| Udbyttestyrke (0.2%) (min) | 193 MPA (28 KSI) | ASTM E8 | Elastisk designgrænse; knækvurdering |
| Forlængelse (min) | 10% | ASTM E8 | Duktilitetsreserve til dannelse og stødtolerance |
| Forskydningsstyrke (typisk) | ~165 MPa | — | Nitte og svejseskær design |
| Brinell hårdhed (typisk) | 60–75 HB | ASTM E10 | Verifikation af temperament; indgående eftersyn |
| Træthedsstyrke (usvejsede, 5×10⁸) | ~117 MPa | ASTM E466 | Overordnet metaltræthedsvurdering |
| Træthedsstyrke (svejset samling) | ~45-62 MPa | Eurokode 9/DNV | Styrende designkriterium for marineskrog |
| Charpy indvirkning (-40°C) | >15 J | ASTM E23 | Koldt klima service kvalifikation |
| Elasticitetsmodul | 70.3 GPA | — | Afbøjnings- og stivhedsberegninger |
IV. Fremstillingsproces af marinekvalitet 5086 H116 aluminiumsplade
4.1 Fra smelte til marine certificering: Produktionssekvensen
Certificeret 5086 H116 marineplade kræver disciplineret proceskontrol på tværs af seks fremstillingstrin, fordi H116 temperamentets primære funktion - korrosionsbestandighed gennem kontrolleret mikrostruktur - kan ødelægges af en enkelt termisk udsving eller utilstrækkelig kuldreduktion på et hvilket som helst tidspunkt i sekvensen.
Følgende sporer produktionsprocessen fra legeringsforberedelse til certificering.
4.2 Legeringsforberedelse og DC-støbning
De 5086 smelte fremstilles ved at kombinere primært aluminium (≥99,7% Al) med præcist afvejede tilsætninger af magnesiummetal (opnåelse af 3,5-4,5 % Mg-mål) og manganmesterlegering (0.20–0,70 % Mn mål).
Chromtilsætning (0.05–0,25% Cr) kræver omhyggelig kontrol — for lidt ofrer korngrænsestabiliseringsfunktionen; for meget risikerer krombærende bundfaldsdannelse, der kan sprøde legeringen. Optisk emissionsspektrometri (OES) verificerer smeltekemi fra øseprøver før hver støbning.
Direkte afkøling (DC) semi-kontinuerlig støbning producerer rulleplader typisk 400-550 mm tykke og 1.000-2.000 mm brede.
DC-processens kontrollerede størkningshastighed giver en bøde, relativt ensartet mikrostruktur med håndterbare sammensætningsgradienter - overlegen i forhold til de grovere, mere adskilt struktur fremstillet ved kontinuerlige støbemetoder.
Til marinepladeproduktion, DC-støbning er den nødvendige produktionsrute; producenter, der forsøger kontinuerlig støbning af 5086 til marine applikationer kan ikke opnå den mikrostrukturelle ensartethed, der kræves for ensartet H116-korrosionsydelse.
4.3 Homogenisering: Opbygning af det mikrostrukturelle fundament
Homogenisering ved 460–510°C i 8–18 timer udfører tre funktioner samtidigt for 5086 plader:
Fjernelse af adskillelse: Størkning frembringer sammensætningsgradienter på tværs af dendritafstande (typisk 50-200 μm). Holdning ved forhøjet temperatur tillader diffusion at omfordele magnesium, Mangan, og krom til en mere ensartet fordeling, sikrer ensartede egenskaber i hele pladetykkelsen.
Dispersoid nedbør: Under langsom afkøling fra homogeniseringstemperatur, Al6Mn og Al12Mg2Cr dispersoide partikler (0.05–0,5 μm) kerne og vokse. Disse partikler er de mikrostrukturelle midler, der er ansvarlige for at hæmme omkrystallisation under varmvalsning og kornvækst under udglødning - direkte styrer den endelige kornstruktur af H116-pladen.
Ikke-ligevægtsfaseopløsning: Som støbt 5086 indeholder metastabile magnesiumrige intermetalliske faser ved dendritgrænser. Homogenisering opløser disse i fast opløsning, forberedelse af en ensartet startmikrostruktur til varmvalsning.
4.4 Varm rulling: Reduktion af bygningstykkelse med mikrostrukturkontrol
Efter homogenisering, skalperede plader (overfladebearbejdet for at fjerne de adskilte ydre 10–20 mm) forvarmes til 430–500°C og varmvalses.
Tidsplanen for varmvalsning reducerer pladen fra ~400-550 mm til den varme båndmåler på typisk 3-20 mm gennem en sekvens af nedbrydningspassager (stor reduktion pr. gennemløb, høj temperatur) og afslutningspas (mindre reduktion, kontrolleret udgangstemperatur).
Varmvalsende udgangstemperatur - den temperatur, ved hvilken båndet forlader det endelige valsestand - er særlig vigtig for 5086 H116 produktion.
Hvis udgangstemperaturen er for høj (over ca. 320°C), strimlen omkrystalliserer i vid udstrækning til en grovkornet struktur, der giver en dårlig overfladefinish i slutproduktet.
Hvis udgangstemperaturen er for lav (under cirka 220°C), ufuldstændig omkrystallisation efterlader en delvist bearbejdet struktur, der forårsager variable egenskaber efter efterfølgende udglødning.
For konsekvent 5086 H116 ejendomme, de fleste producenter sigter mod udgangstemperaturer på 250-310°C med ±20°C kontrol over strimlens bredde.
4.5 Koldrullende til H116 tilstand
Efter varmbåndafkøling til under 100°C (sikrer ingen sensibilisering under overgangen), koldvalsning anvender den kontrollerede reduktion, der definerer H116.
Produktionsdisciplinen under koldvalsning omfatter tre samtidige krav:
- Reduktionskontrol: Opnå den specifikke procentvise reduktion (ejet af hver producent, typisk 5-20 % for 5086 H116) der producerer UTS ≥270 MPa, YS ≥193 MPa, forlængelse ≥10 %, og dislokationsdensitet tilstrækkelig til NAMLT ≤15 mg/cm²
- Temperaturkontrol: Hold pladetemperaturen under 65°C til enhver tid — verificeret af kontakttermometre på udgangssiden af hver koldvalsning
- Håndtering af smøremidler: Påfør rullende olie ensartet for at kontrollere friktionen, varmeudvikling, og overfladerenhed - overskydende smøremiddel bidrager til overfladekulbrinteforurening, der kompromitterer efterfølgende belægningsvedhæftning
4.6 Kvalitetskontrol integration: Sensibiliseringstest på produktionsstadiet
ASTM B928 kræver, at hvert produktionsparti af 5086 H116 gennemgår NAMLT-test før frigivelse. Et "parti" er defineret som alle plader af samme legering, temperament, og tykkelse fremstillet af samme afstøbning (varme) i samme rullende sekvens.
Den praktiske implikation for store valseværker, der producerer flere partier samtidigt, er, at NAMLT-test kan repræsentere en meningsfuld certificeringscyklustid - typisk tilføjer 2-3 arbejdsdage til leveringsplaner.
Indkøbsteams skal indbygge denne tidslinje i skibsværftets materialeleveringsplaner i stedet for at presse leverandørerne til forudgående certificeringsfrigivelse.
Produktionskvalitetskontroltestsekvensen før pladens frigivelse:
- Kemisk sammensætning (af OES): Hvert heat → accept/afvis versus ASTM B209 / I 573-3 grænser
- Trækprøvning (ASTM E8): Hvert parti → UTS, YS, forlængelse versus H116 minimum
- NAMLT (ASTM G67): Hvert parti → massetab ≤15 mg/cm²
- Hårdhed (Brinell): Hvert parti (stikprøvekontrol) → 60–75 HB rækkevidde bekræftelse
- Dimensionel inspektion: Hver plade → tykkelse, bredde, længde, fladhed, camber
- Ultralydstest (ASTM B594): Som specificeret → intern laminering og inklusionsdetektion
V. Fysiske og mekaniske egenskaber: Den komplette profil
5.1 Sammenligning af strukturelle egenskaber: 5086 H116 vs. Nøglealternativer
Forståelse af Marine Grade 5086 H116 aluminiumsplade i isolation er mindre nyttig end at forstå det i sammenhæng.
Følgende sammenligningspositioner 5086 H116 mod dets mest almindelige marinealternativer på tværs af de egenskaber, der styrer strukturelle designbeslutninger:
| Ejendom | 5086-H116 | 5083-H116 | 5052-H32 | 6061-T6 |
|---|---|---|---|---|
| UTS min (MPA) | 270 | 303 | 228 | 310 |
| YS min (MPA) | 193 | 214 | 193 | 276 |
| Forlængelse min (%) | 10 | 10 | 12 | 8 |
| Densitet (g/cm³) | 2.66 | 2.66 | 2.68 | 2.70 |
| E (GPA) | 70.3 | 70.3 | 70.3 | 68.9 |
| HAZ YS (typ., MPA) | ~105 | ~115 | ~90 | ~ 160 (T4-ækvivalent.) |
| Min bøjningsradius (3mm plade) | ~1,5 t | ~2t | ~1t | ~2,5 t |
| Havvandskorrosion | Fremragende | Fremragende | Meget godt | Moderat |
| Sensibiliseringsrisiko | Lav-moderat | Moderat | Meget lav | N/A |
| ASTM B928 påkrævet | Ja | Ja | Ingen | Ingen |
HAZ-udbyttestyrkerækken afslører en af 5086's undervurderede fordele: dens svejsede HAZ-egenskaber, mens den er lavere end forældrepladen, sammenligne positivt med 5083's HAZ-værdier, fordi den lavere startflydespænding udmønter sig i et mere fordelagtigt HAZ-fugeeffektivitetsforhold.
Til et strukturelt panel, hvor svejset samlingseffektivitet (HAZ YS / forælder YS) styrer designet, 5086 opnår ca 54% ledeffektivitet kontra ca 54% for 5083 — i det væsentlige tilsvarende.
Imidlertid, det absolutte stressniveau i 5086 HAZ (~105 MPa) er lavere, hvilket betyder, at for en given strukturel belastning, 5086 HAZ-forbindelser kræver lidt tykkere plade eller tættere afstivningsafstand end tilsvarende 5083 forbindelser.

5086 H116 aluminiumsplade til sejlbådsskrog
5.2 Fysiske egenskaber for marinedesign
| Ejendom | Værdi | Enhed | Marine Design Implikation |
|---|---|---|---|
| Densitet | 2.66 | g/cm³ | 34% af stål; muliggør letvægts skrogkonstruktion |
| Elasticitetsmodul | 70.3 | GPA | Lavere end stål; regulerer nedbøjning i store paneler |
| Forskydningsmodul | 26.4 | GPA | Vridningsstivhed; panelskære knækdesign |
| Termisk udvidelseskoefficient | 23.8 | µm/m·°C | Designkrav til tropisk-til-arktisk termisk samling |
| Termisk ledningsevne | 127 | W/m · k | Varmefordeling; brandteknisk analyse |
| Elektrisk ledningsevne | 31 | % IACS | Katodisk beskyttelse strømfordelingsdesign |
| Smelteområde | 585–641 | ° C. | Brandsikkerhed: lavere end stål; passiv beskyttelse nødvendig |
| Specifik varmekapacitet | 900 | J/kg·K | Termisk masse til brandvarighedsberegninger |
Densiteten af 2.66 g/cm³ er det tal, der i sidste ende driver business casen for aluminium over stål i de fleste marine applikationer.
At oversætte dette til en sammenligning af skrogstrukturel vægt: -en 5086 H116 skrogpanel med tilsvarende bøjningsstivhed som et marine stålpanel vejer ca. 45-55 % af stålpanelets vægt.
På et 15 meter langt fritidsfartøj, denne vægtbesparelse på 600-900 kg i skrogstrukturen reducerer brændstofforbruget direkte med ca. 15-22% ved marchhastighed - en væsentlig driftsøkonomi over en 20-30 års levetid for skibet.
5.3 Formbarhed: 5086's konkurrencedygtige differentiator
5086 H116s formbarhedsfordel i forhold til 5083 H116 er ikke subtil - det er den primære tekniske grund til at specificere 5086 når kompleks skroggeometri er påkrævet.
Mekanismen bag fordelen er ligetil: 5086lavere magnesiumindhold (3.5–4,5 % vs. 4.0–4,9 % for 5083) giver en lavere flydespænding, og lavere flydespænding oversættes direkte til bedre koldformbarhed, fordi den spænding, der kræves til plastisk deformering af materialet, er lavere i forhold til dets brudspænding.
Minimum bøjningsradius sammenligning (materialetykkelse 4 mm):
| Bøjningsretning | 5086-H116 | 5083-H116 | Fordel |
|---|---|---|---|
| På tværs af rulleretningen | 1.5t (6 mm) | 2t (8 mm) | 5086: 25% snævrere radius |
| Parallelt med rulleretning | 2t (8 mm) | 2.5t (10 mm) | 5086: 20% snævrere radius |
Til skrogkonstruktion, der involverer udtalte deadrise-vinkler, blussede oversider, sammensatte buede stævnsektioner, og lænsedrejninger med snæver radius, denne formbarhedsfordel er driftsmæssigt afgørende.
Fabrikanter, der arbejder med 5086 H116 rapporterer 30-40 % færre revnehændelser under koldbøjning af skrogrammer og skrogskalspaneler sammenlignet med tilsvarende 5083 H116 operationer — en kvalitets- og produktivitetsforbedring, der mere end kompenserer for den beskedne materialeomkostningsforskel mellem de to legeringer.
5.4 Træthedsdesignegenskaber for marine strukturer
De svejste samlings udmattelsesegenskaber ved 5086 H116 følger samme Eurocode 9 / DNV S-N kurveramme som 5083 H116, da begge er svejste aluminiumslegeringer, og udmattelsesevnen af svejsede samlinger afhænger primært af svejsegeometri og kvalitet snarere end af den specifikke legering:
| Strukturel detalje | Detaljekategori Δσ_C (MPA) | Repræsentant Hull Placering |
|---|---|---|
| Forældreplade, fjernt fra svejsninger | 70 | Midterste panel, væk fra afstivninger |
| Fuld penetration stumpsvejsning (kvalitet A) | 40–50 | Skrogets langsgående led |
| Fuld penetration stumpsvejsning (kvalitet B) | 35–45 | Ramme og tværgående samlinger |
| Afstivningsafslutning — med beslag | 28–35 | Rammeendeforbindelser |
| Afstivningsafslutning — uden beslag | 20–28 | Korte afstivningsafslutninger |
| Filetsvejsning, korsled | 25–32 | Deck hardware vedhæftning |
Af afgørende betydning, 5086 og 5083 svejsede samlinger i samme detaljekategori leverer tilsvarende udmattelseslevetid ved tilsvarende spændingsområder.
Valget mellem de to legeringer påvirker ikke udmattelsesdesignet væsentligt, forudsat at svejsekvaliteten og detaljegeometrien er ækvivalente.
Denne ækvivalens betyder, at designere frit kan substituere 5086 for 5083 i træthedsregulerede strukturelle applikationer uden redesign af svejsedetaljer - en vigtig praktisk forenkling.

Eksportemballage af marinekvalitet 5086 H116 aluminiumsplade
VI. Marinekorrosionsydelse: Videnskabelig Analyse
6.1 5086's elektrokemiske position i havvand
Marine klasse 5086 H116 aluminiumsplade i havvand udvikler et naturligt åbent kredsløbspotentiale (OCP) -0,85 V i forhold til den mættede calomel-elektrode (SCE) — marginalt mere ædel (positiv) end 5083 (cirka -0,87 V), afspejler det lidt lavere magnesiumindhold.
Denne lille forskel er praktisk talt ubetydelig for de fleste marine designformål, da begge legeringer indtager den samme generelle position i den galvaniske serie og reagerer på samme måde på de samme katodiske beskyttelsessystemer.
Den passive film på 5086 i havvand er en tynd (2–8 nm), amorft aluminiumoxidlag, der dannes spontant ved eksponering for iltholdige miljøer og vedligeholder sig selv gennem en dynamisk balance mellem opløsning og repassivering.
Den vigtigste præstationsmåling er pitting potentiale — det elektrokemiske potentiale, over hvilket pits kerner — og 5086's pitpotentiale i havvand ved 25°C falder til ca. -0,65 til -0,75 V versus SCE.
Siden den naturlige OCP (-0,85 V) er væsentligt mere negativ end pittingpotentialet, 5086 i normal havvandsdrift opererer med ca. 100-200 mV katodisk beskyttelse fra sit eget bulkpotentiale - en selvbeskyttende buffer, der giver basislinjeresistens mod pitkernedannelse.
6.2 De tre kritiske korrosionstilstande og 5086's forsvarsmekanismer
Eksfoliering Korrosion: Det primære H116-forsvar
Eksfoliering angriber 5xxx legeringer gennem det aflange, pandekageformede korngrænser fremstillet ved valsning — intergranulær havvandsindtrængning løfter gradvist successive pladelag langs rullende planer, skabe den karakteristiske blærer, delaminerende udseende, der giver eksfoliering sit navn.
Mekanismen kræver tre betingelser samtidigt: et sensibiliseret korngrænsenetværk (kontinuerlig beta-fase dækning); en elektrolyt (havvand) i stand til at trænge igennem korngrænsen; og den geometriske begrænsning af aflange korn, der tvinger korrosionsproduktets ekspansion til at udtrykke sig som inter-lags delaminering snarere end spredt generelt angreb.
5086 H116 angriber denne mekanisme ved sin første forudsætning. Ved at kontrollere kuldreduktion for at producere en afbrudt, diskontinuerlig korngrænse betafasefordeling, H116 temperament fjerner den kontinuerlige intergranulære vej, som havvand kræver for progressiv eksfoliering.
Derudover, 5086lavere magnesiumindhold (mod 5083) betyder, at selv uden H116 tempereringsstyring, korngrænsen beta-fase har en tendens til at dannes langsommere og i et mere diskontinuerligt mønster - hvilket giver en ekstra sikkerhedsmargin, der forklarer hvorfor 5086 i H32 temperament viser bedre eksfolieringsbestandighed end 5083 i H32 temperament, på trods af, at ingen af dem opfylder ASTM B928-certificeringskravet.

Skibsdæk brugt 5086 H116 aluminiumsplade
Spændingskorrosionsrevner (SCC): Hvor 5086 Udkonkurrerer 5083
SCC kombinerer vedvarende trækspænding med et aktivt korrosivt miljø for at udbrede revner ved spændingsintensiteter langt under brudsejheden af ubelastet materiale.
I sensibiliserede 5xxx legeringer, den kontinuerlige korngrænse betafasefilm muliggør anodisk opløsning af revner. 5086 H116s SCC-modstand nyder godt af to forstærkningsmekanismer: H116 temperamentets afbrydelse af kontinuerlig korngrænse beta-fase (det samme som ved eksfoliering), og det lavere magnesiumindholds iboende langsommere sensibiliseringskinetik.
Publicerede data fra langtids SCC-test af 5086 H116 demonstrerer modstand mod revnedannelse ved vedvarende stressniveauer op til 60% af flydespænding ved alternativ nedsænkningstestning (ASTM G44) — overlegen 5083 H116 (typisk modstandsdygtig overfor ca 50% af flydespænding) og dramatisk overlegen i forhold til sensibiliseret H32-materiale (som kan revne ved 20-25 % af flydespændingen).
Til skrogkonstruktioner med resterende svejsespændinger på 30–50 MPa, denne SCC-modstandsmargen er tilstrækkelig til normal marineservice - men ikke ubegrænset. Enhver vedvarende trækspænding kombineret med et sensibiliseringsfremmende termisk miljø fortjener ingeniørmæssig opmærksomhed.
Pitting Korrosion: Baseline havvandsangrebet
Pitting initieres på steder, hvor den passive film er svagest: intermetalliske partikel-matrix-grænseflader, korngrænsefremkomstpunkter, og overfladeridser, der blotter frisk aluminium.
For Marine Grade 5086 H116 aluminiumsplade, de dominerende pit-initieringssteder er Al₃Fe og Al₆Mn intermetalliske partikler, som er katodisk for aluminiumsmatrixen og skaber lokale galvaniske celler, der opløser det omgivende aluminium.
Jernurenhedsgrænsen på ≤0,50 % for 5086 (mod ≤0,40 % for 5083) betyder det 5086 kan i princippet indeholde flere Al₃Fe-partikler — en mindre korrosionsbestandigheds ulempe i forhold til 5083. I praksis, mest marinekvalitet 5086 producenter holder jern under 0.30%, gør denne teoretiske forskel ubetydelig.
Langtids nedsænkningstestdata for 5086 i syntetisk havvand (ASTM D1141) viser gennemsnitlige grubedybder på 0,10-0,25 mm efter 5 år — en korrosionshastighed på 0,02-0,05 mm/år, der komfortabelt imødekommer den pladetykkelsesreserve, der er tilgængelig i marineskrogplettering.
VII. Marine applikationer og fartøjstyper
7.1 Fritids- og sportsbåde: Det dominerende applikationsdomæne
Fritidsbådsmarkedet står for den største andel af 5086 H116 forbrug globalt, drevet af legeringens exceptionelle kombination af formbarhed, havvands korrosionsbestandighed, og vægteffektivitet for de fartøjstyper og størrelser, der dominerer rekreativt byggeri (6–18 m LOA).
Offshore aluminiumsfiskerbåde i området 6-12 m repræsenterer arketypen 5086 H116 ansøgning. Disse fartøjer har brug for sammensatte buede skrog med udtalt dødstigning (typisk 18–24°) og udspændte buer til offshore havhold, havvandskorrosionsbestandighed for overflader, der ikke må males i årevis mellem eftermonteringerne, og strukturel styrke tilstrækkelig til offshore service uden overdreven vægt, der ville kompromittere ydeevnen med mindre påhængsmotorer eller hækdrevne kraftværker. Marine klasse 5086 H116 aluminiumsplade i 3,0–5,0 mm gauge opfylder alle tre krav samtidigt.
Sejlbådsskrog præsentere nogle af de mest geometrisk komplekse udfordringer i aluminiumsbådbyggeri — fejede køl, buede tværsektioner, blussede oversider, og udtalt tumblehome alle kræver stram radius bøjning det 5086 håndterer mere pålideligt end 5083. Derudover, sejlbåds strukturelle belastninger er generelt lavere end belastninger af tilsvarende længde motorbåde (ingen smæld; lavere hastighed), laver 10% flydespændingsforskel mellem 5086 og 5083 strukturelt irrelevant for de fleste sejlfartøjsanvendelser. Erfarne aluminiumssejlbådsbyggere - herunder specialister i Europa og New Zealand - specificerer konsekvent 5086 H116 til overside og overvandsstruktur, reservere 5083 H116 til kølfastgørelsesområder og vandlinje/bundbelægning, hvor strukturelle krav retfærdiggør den ekstra styrke.
Midterkonsol og walkaround både (7–10 m) drage fordel af 5086's formbarhed, når du producerer de dybsidede konsolstrukturer, fiskekasse omkranser, og fribordssektioner, der definerer disse skrogtyper. Bygherrer rapporterer betydeligt færre svejsereparationer fra revner under dannelsen af disse komplekse profiler, når de bruges 5086 H116 versus 5083 H116 — en direkte produktionsomkostningsbesparelse, der mere end kompenserer for enhver mindre materialeomkostningspræmie.
7.2 Kommercielle arbejdsbåde: Kombinerer strukturel ydeevne med formbarhed
Kommercielle arbejdsbåde — det praktiske, utilitaristiske fartøjer, der servicerer offshore platforme, transfer besætning, gennemføre undersøgelser, og støtte havnedrift — repræsenterer det andet store forbrugsdomæne for 5086 H116.
Besætningsoverførselsfartøjer (CTV'er) til vedligeholdelse af havvindmølleparker demonstrerer optimeringsstrategien for valg af legering tydeligst. En typisk 24 m CTV skrog design ofte beskæftiger 5083 H116 (6–8 mm) for bundpletteringen - hvor smækkende belastninger fra gentagne turbineadgange ved lav søtilstand påfører høje cykliske belastninger - og 5086 H116 (5–6 mm) til topsider og overbygningspaneler, hvor den lavere strukturelle efterspørgsel tillader den mere formbare legering, og hvor den komplekse besætningsopholdsgeometri nyder godt af 5086's snævrere bøjningsradius-evne.
Lodsbåde og havneservicefartøjer (12–22 m) giver særligt gunstige betingelser for 5086 H116: moderate strukturelle belastninger (forskydning frem for høvling i de fleste tilfælde), komplekse skrogformer, der er typiske for design med rundlænseforskydning, og den regelmæssige ferskvandsskylning af topsider, der kendetegner vedligeholdelse af havnefartøjer. Den lavere sensibiliseringsrisiko ved 5086 H116 versus 5083 er en sekundær fordel i havnefartøjer, der oplever dæksdamprensning - en potentiel sensibilisering-temperatureksponering, der er helt fraværende i specifikationerne for skrogkonstruktionslegeringer på de fleste skibsværfter.
7.3 Marine strukturer og offshore applikationer
Ud over selve bådskrogene, 5086 H116 plade tjener i vid udstrækning i marine strukturelle applikationer, hvor aluminiums korrosionsbestandighed og lette vægt er værdsat, men maksimal strukturel ydeevne er sekundær:
Flydende marina fingerdokker og pontoner bruge 5086 H116 for deres exceptionelle korrosionsbestandighed i det aggressive miljø i marinaens farvande (forhøjede forureningsniveauer fra brændstofspild, bundmaling afstrømning, og organisk forurening fra fortøjede fartøjer). De lavere strukturelle krav til flydedokkonstruktion gør 5083's ekstra styrke unødvendig, mens 5086's formbarhed forenkler fremstillingen af pontonformerne og forbindelsesbeslagene, der kendetegner marinaens docksystemer.
Offshore platform gangbroer, gelændere, og riste — hvor den primære funktion er korrosionsbestandighed og personalesikkerhed frem for strukturel lastbærende — brug 5086 H116 for sin kombination af tilstrækkelig styrke (tilstrækkelig til gangbrobelastning i henhold til gældende koder), fremragende korrosionsbestandighed uden maling (reducere vedligeholdelsen på fjerntliggende offshore-lokationer), og let vægt (reducerer dødvægten på platformens oversidestruktur).
Landgange og tilkørselsramper for skib-til-platform og skib-til-land overførsel nuværende formbarhed krav, der favoriserer 5086: de artikulerende sektioner, buede føringsskinner, og vinklede landingsplatforme i moderne landgangssystemer kræver bøjningsoperationer, hvor 5086's snævrere minimum bøjningsradius muliggør design, der ville kræve forglødning af 5083.
Mens 5083 H116 dominerer primære skrogstrukturelle applikationer i konstruktion af flådefartøjer, 5086 H116 finder væsentlig anvendelse i marinefartøjers sekundære struktur og overbygning:
Overbygningspaneler og indhegninger på hurtige patruljefartøjer og støttefartøjer drage fordel af 5086's formbarhed, når de producerer den ikke-plane, sammensatte buede overflader, der karakteriserer moderne flådefartøjs overbygnings æstetik (designet til reduceret radartværsnit). Søarkitekter, der designer efter stealth-kriterier, specificerer buede, vinklede overbygningspaneler, der udfordrer fabrikanter, der arbejder med 5083; overgangen til 5086 for disse elementer forbedrer succesraterne for førstegangsfremstilling markant.
Mine modforanstaltninger fartøj (MCMV) hjælpestruktur — ikke-strukturelle paneler, indvendige rumdelere, dæksmaskinerihuse — hyppigt brug 5086 H116 hvor vægtreduktion og korrosionsbestandighed betyder noget, men maksimal strukturel ydeevne ikke gør det. Det ikke-magnetiske krav, der driver MCMV-skrogmateriale til aluminium (eller GRP) gælder også for sekundær struktur, Oprettelse 5086 en naturlig pasform.
Amfibie håndværk kombineret konstruktion strategier i stigende grad anvender 5086 H116 til overside, rampe sidepaneler, og besætningsrumsstruktur, reservere 5083 H116 til bundskal og strukturelle rammer, der bærer de koncentrerede laster af køretøjsbelastning under strandlandingsoperationer.
XIII. Kvalitetsstandarder, Testning, og certificering
Certificeret Marine Grade 5086 H116 aluminiumsplade sidder inden for en ramme af komplementære standarder, der omhandler sammensætning, ejendomme, sensibilisering, og dokumentation:
| Standard | Udstedende organ | Omfang | Kritisk krav til 5086 |
|---|---|---|---|
| ASTM B928 | ASTM International | 5xxx legeringer til marineservice | NAMLT ≤15 mg/cm² på hvert parti |
| ASTM B209 | ASTM International | Al ark og tallerken: dimensioner og egenskaber | Kemisk sammensætning; Mekaniske egenskaber |
| ASTM G67 | ASTM International | NAMLT sensibiliseringstest | Testprocedure for B928-overensstemmelse |
| ASTM G66 | ASTM International | ASSET eksfolieringstest | Visuel vurdering af eksfolieringsmodstand |
| I 485 | CEN | Europæisk plade/plade: dimensioner og tolerancer | Dimensionel toleranceramme |
| I 573-3 | CEN | Europæiske legeringssammensætningsstandarder | 5086 sammensætningsgrænser |
| MIL-DTL-24093 | US DoD | Militært marine aluminium | Flådefartøjs materialekvalifikation |
| I 10204 | CEN | Materialecertifikattyper | 3.1 / 3.2 certificeringsdokumentation |
IX. Konklusion
Den vigtigste konklusion af denne omfattende undersøgelse er en omformulering af, hvordan Marine Grader 5086 H116 Aluminiumsplade opfattes. Alt for ofte beskrevet som "det mindre stærke alternativ til 5083 til applikationer, hvor reduceret styrke er acceptabel,”Marineklasse 5086 H116 aluminiumsplade er mere præcist forstået som det præcise materialevalg til applikationer, hvor overlegen formbarhed, tilsvarende langsigtet marin korrosionsbestandighed i certificeret H116 temperament, og marginalt bedre sensibiliseringsrobusthed tilsammen giver bedre tekniske resultater end 5083 H116 ville opnå.
De applikationer, der specifikt har gavn af 5086 H116 er talrige og kommercielt betydningsfulde: rekreative aluminiumsbåde med komplekse skrogformer (den største volumensektor inden for forbrug af marine aluminium), sejlbådsskrog og topsider, kommerciel arbejdsbåd sekundær struktur, offshore platform aluminium strukturer, blandede legerede skrogkonstruktionsstrategier, og det hurtigt voksende marked for batteri-elektriske fartøjer. I alle disse applikationer, 5086 H116 er ikke et alternativ - det er det korrekte tekniske svar.
Casting produktionsproces og introduktion
Formålet med smeltning og støbning er at fremstille legeringer med tilfredsstillende sammensætning og høj renhed af smelte, for at skabe gunstige betingelser for støbning af legeringer i forskellige former.
Smeltning og støbningsprocesstrin: batching --- fodring --- smeltning --- omrøring efter smeltning, Fjernelse af slagge --- Pre-analyse prøveudtagning --- Tilføjelse af legering for at justere sammensætningen, omrøring --- Raffinering --- Statisk indstilling - - Guide Furnace Casting.
Hot rullende produktionsproces og dens introduktion
- 1. Hot rulling henviser generelt til rullende over metalrecrystallisationstemperaturen;
- 2. Under den varme rullende proces, metallet har både hærdning og blødgøringsprocesser. På grund af påvirkningen af deformationshastighed, Så længe gendannelse og omkrystallisationsprocessen er for sent, Der vil være et bestemt arbejdehærdning;
- 3. Omkrystallisationen af metallet efter varm rulling er ufuldstændig, det er, Sameksistensen af omkrystalliseret struktur og deformeret struktur;
- 4. Hot rulling kan forbedre behandlingens ydeevne for metaller og legeringer, Reducer eller eliminering af støbningsfejl.
- 1. Støbning og rulletemperatur er generelt mellem 680 ° C og 700 ° C. Jo lavere jo bedre, Den stabile støbe- og rullende linje stopper normalt en gang om måneden eller mere for at se på. Under produktionsprocessen, Det er nødvendigt at kontrollere væskeeniveauet for den forreste tank for at forhindre lavt væskeniveau;
- 2. Smøring bruger C -pulver med ufuldstændig forbrænding af gas til smøring, hvilket også er en af grundene til den beskidte overflade af støbning og rullende materialer;
- 3. Produktionshastigheden er generelt mellem 1,5 m/min-2,5 m/min;
- 4. Overfladekvaliteten af produkter produceret ved støbning og rulle er generelt relativt lav, og kan generelt ikke opfylde produkter med særlige fysiske og kemiske ydelseskrav.
- 1. Kold rullende henviser til den rullende produktionsmetode under omkrystallisationstemperaturen;
- 2. Der vil ikke være nogen dynamisk omkrystallisation under rullende proces, og temperaturen stiger højst til gendannelsestemperaturen, Og den kolde rulling vises i en arbejdshærdningstilstand, og arbejdshærdningshastigheden vil være stort;
- 3. Det koldvalsede ark og strimmel har høj dimensionel nøjagtighed, God overfladekvalitet, ensartet struktur og ydeevne, og produkter i forskellige stater kan opnås med varmebehandling;
- 4. Kold rulling kan rulle ud tynde strimler, Men på samme tid, Det har ulemperne ved højt energiforbrug til deformation og mange behandlingspas.
- 1. Efterbehandling er en behandlingsmetode til at få det koldvalsark til at imødekomme kundens krav, eller for at lette den efterfølgende behandling af produktet;
- 2. Efterbehandlingsudstyret kan korrigere de defekter, der er produceret i den varme rullende og kolde rullende produktionsproces, såsom knækket kant, olieagtig, Dårlig pladeform, Reststress, osv. Det skal sikre, at ingen andre defekter bringes ind i produktionsprocessen;
- 3. Der er forskellige efterbehandlingsudstyr, hovedsageligt inklusive tværgående, Slæden, strækning og udretning, Udglødningsovn, Slitter, osv.

Støbning og rulleproces
Støbning og rulleproces: flydende metal, frontboks (Kontrol af væskeniveau), støbning og rullende maskine (Smøresystem, kølevand), klipmaskine, Spilemaskine.
Kold rullende produktionsproces

Introduktion til efterbehandling af produktionsprocessen
Aluminiumslegering har egenskaberne ved lav densitet, Gode mekaniske egenskaber, God behandlingsydelse, Ikke-giftig, Let at genbruge, Fremragende elektrisk ledningsevne, Varmeoverførsel og korrosionsbestandighed, Så det har en bred vifte af applikationer.
Rumfart: Bruges til at fremstille flyskind, Fuselage -rammer, bælter, Rotorer, propeller, brændstofbeholdere, Vægpaneler og landingsudstyrsstiver, såvel som raket smedningsringe, rumfartøjsvægpaneler, osv.

Aluminiumslegering, der bruges til rumfart
Transport: Brugt til bilkropsstrukturmaterialer af biler, Subway -køretøjer, Jernbanepassagerbiler, Højhastighedsbeholdere, Døre og vinduer, hylder, Automotive motordele, klimaanlæg, radiatorer, kropspaneler, hjul og skibsmaterialer.

Trafikansøgning
Emballage: Aluminiums pop-dåser bruges hovedsageligt som metalemballagematerialer i form af tynde plader og folier, og er lavet til dåser, låg, flasker, tønder, og emballeringsfolier. Bredt brugt til emballage af drikkevarer, mad, Kosmetik, lægemidler, cigaretter, Industrielle produkter, lægemidler, osv.

Emballageapplikation
Trykning: Hovedsageligt brugt til at fremstille PS -plader, Aluminiumbaserede PS-plader er en ny type materiale i trykbranchen, Bruges til automatisk pladefremstilling og udskrivning.

PS -udskrivning
Arkitektonisk dekoration: Aluminiumslegering er vidt brugt til bygningsstrukturer, Døre og vinduer, Suspenderede lofter, Dekorative overflader, osv. På grund af dens gode korrosionsbestandighed, tilstrækkelig styrke, Fremragende procesydelse og svejsestyring.

Anvendelse af aluminiumslegeringskonstruktion
Elektroniske produkter: Computere, mobiltelefoner, Køleskabsskaller, radiatorer, osv.

Elektronisk produktapplikation
Køkkenforsyninger: Aluminiumspotter, Aluminiumsbassiner, Ris komfurforinger, Husholdningsaluminiumsfolie, osv.

Køkkenapplikation
Emballage af aluminiumsark/spole
Hver detalje i emballagen er, hvor vi forfølger perfekt service. Vores emballageproces som helhed er som følger:
Laminering: Klar film, Blå film, Mikroblimhinde, Høj flimhinde, Laserskærende film (2 mærker, Novacell og Polyphem);
Beskyttelse: Paper Corner Protectors, Anti-tryk puder;
tørring: tørremiddel;
Bakke: fumigated ufarlig træbakke, Genanvendelig jernbakke;
Pakning: Tic-tac-toe stålbælte, eller PVC -pakningsbælte;
Materialekvalitet: Helt fri for defekter såsom hvid rust, oliepletter, rullende mærker, kantskade, bøjer sig, buler, huller, Bryde linjer, ridser, osv., Intet spiralsæt.
Havn: Qingdao eller andre havne i Kina.
Ledetid: 15-45 dage.

Aluminiumsark/pladeemballageproces

Aluminiumsspoleemballageproces
F: Er du en producent eller en erhvervsdrivende?
Q: Vi er en producent, Vores fabrik er på No.3 Weier Road, Industriel zone, Gongyi, Henan, Kina.
F: Hvad er MOQ for at bestille produktet?
Q: Vores MOQ er 5 tonsvis, Og nogle specielle produkter vil have en minimumsordre -mængde på 1 eller 2 tonsvis.
F: Hvor lang er din ledetid?
Q: Generelt handler vores ledetid om 30 dage.
F: Har dine produkter kvalitetssikring?
Q: Ja, Hvis der er et kvalitetsproblem med vores produkter, Vi kompenserer kunden, indtil de er tilfredse.
Relaterede produkter






Seneste blogs

Almindelige legeringer af kølelastbil Brugt PE-belagt aluminiumsspole
Oplev almindelige legeringer af brugte PE-belagte aluminiumsspole til kølevogne, inklusive 3003, 3004, og 3105. Designet til fremragende korrosionsbestandighed, Formbarhed, og langvarig udendørs ydeevne.

Er ledende i aluminium? Egenskaber, Bruger & Fordele forklaret
Er aluminium ledende? Opdag aluminiums elektriske ledningsevne, centrale fordele, og hvorfor det er meget udbredt i kraftoverførsel og industrielle applikationer.

Frigør bæredygtighed: Sandheden om genbrug af aluminiumsfolie
Er aluminiumsfolie genanvendelig? Lær hvordan aluminiumsfolie kan genbruges, hvordan man forbereder det korrekt, og hvorfor genbrug hjælper med at reducere spild og spare ressourcer.

Belagt aluminiumsfolie til emballageapplikationer | Stærk & Pålidelig
Højkvalitets belagt aluminiumsfolie til emballageapplikationer, tilbyder fremragende barrierebeskyttelse, holdbarhed, og konsekvent præstation.







