I. Wstęp
Stopień morski 5086 Płyta aluminiowa H116 zajmuje wyjątkowo cenną pozycję w spektrum aluminiowych materiałów do budowy statków — często niedocenianą właśnie dlatego, że znajduje się pomiędzy dwoma bardziej wyróżniającymi się stopami.
Bardziej odporny na korozję i plastyczny niż 6061 seria, jeszcze bardziej wykonalny i spawalny niż materiał o wysokiej wytrzymałości 5083, 5086 H116 zapewnia kombinację właściwości, które czynią go niezastąpionym w szerokim zakresie zastosowań morskich: rekreacyjne łodzie rybackie o skomplikowanych kształtach kadłuba, kadłuby żaglówek wymagające rozszerzonych burt, komercyjna konstrukcja drugorzędna łodzi roboczej, chodniki na platformach morskich, i nadbudówki statków wojskowych.
W tym artykule przedstawiono kompleksowo, autorytatywne badanie klasy morskiej 5086 Płyta aluminiowa H116 w osiemnastu wymiarach analitycznych — metalurgia, nauka temperamentu, produkcja, właściwości, działanie korozyjne, krytyczne porównanie 5086 z 5083, projekt konstrukcyjny, zastosowania statków, produkcja, zabezpieczenie antykorozyjne, standardy jakości, ramy regulacyjne, ekonomia łańcucha dostaw, zrównoważony rozwój, i innowacja.
II. Fundacja metalurgiczna: The 5086 Stop aluminium
2.1 Seria 5xxx: Chemia morska magnezu
Stopy aluminium serii 5xxx osiągają swoją wytrzymałość i odporność na korozję dzięki magnezowi rozpuszczonemu w stałym roztworze w osnowie aluminiowej.
Atomy magnezu, nieco większe niż atomy aluminium, zniekształcać sieć krystaliczną, utrudnianie ruchu dyslokacyjnego, a tym samym zwiększanie wytrzymałości — mechanizm zwany wzmacnianiem roztworem stałym, który nie wymaga obróbki cieplnej w celu aktywacji i nigdy nie zmniejsza się pod wpływem ekspozycji termicznej (poniżej zakresu uczulenia).
Ten niepoddający się obróbce cieplnej charakter definiuje logikę wydajności morskiej stopów 5xxx: ich właściwości pozostają stabilne przez cały okres użytkowania statku, w przeciwieństwie do stopów poddanych obróbce cieplnej, których utwardzanie wydzieleniowe można częściowo odwrócić w wyniku cykli termicznych spawania i ognia.
Drugi dar morski magnezu jest elektrochemiczny: przesuwa naturalny potencjał korozyjny stopu w wodzie morskiej w kierunku bardziej ujemnego (anodowy) wartości, poprawa odporności na korozję wżerową poprzez zwiększenie stabilności warstwy pasywnej i zmniejszenie różnicy pomiędzy osnową stopu a katodowymi cząstkami międzymetalicznymi, które służą jako miejsca inicjacji wżerów.
Wyższa zawartość magnezu oznacza ogólnie lepszą odporność na korozję w wodzie morskiej – i dlatego 5083 (4.0–4,9% Mg) przewyższa 5052 (2.2–2,8% Mg) w długoterminowej służbie morskiej.
5086 siedzi pomiędzy tą dwójką: zawartość magnezu w zakresie 3,5–4,5% zapewnia znacznie lepszą odporność na korozję w wodzie morskiej 5052 i zbliża się 5083, przy jednoczesnym utrzymaniu zawartości magnezu na wystarczająco niskim poziomie, aby zmniejszyć ryzyko uczulenia, które staje się głównym problemem inżynieryjnym w przypadku stopów o wysokiej zawartości Mg.
Stopień morski 5086 Płyta aluminiowa H116
2.2 Skład chemiczny: Każdy element zaprojektowany dla morza
Skład 5086 aluminium, zdefiniowane przez ASTM B209, W 573-3, GB/T 3880, i JIS H4000, odzwierciedla przemyślaną inżynierię morską w każdym elemencie:
| Element | Zakres kompozycji (%) | Funkcja inżynierii morskiej |
|---|---|---|
| Aluminium (Glin) | Reszta (~ 94,2–95,7) | Macierz pierwotna; tworzenie i naprawa pasywnego filmu tlenkowego |
| Magnez (Mg) | 3.5 – 4.5 | Wzmocnienie roztworu stałego; odporność na korozję w wodzie morskiej |
| Mangan (Mn) | 0.20 – 0.70 | Kontrola struktury ziarna; Tworzenie się dyspersji Al₆Mn |
| Chrom (Kr) | 0.05 – 0.25 | Hamuje rekrystalizację; stabilizuje granice ziaren |
| Żelazo (Fe) | ≤ 0.50 | Zanieczyszczenie; tworzy katodowe cząsteczki Al₃Fe – ściśle kontrolowane |
| Krzem (I) | ≤ 0.40 | Zanieczyszczenie; oddziałuje z Mg tworząc Mg₂Si |
| Miedź (Cu) | ≤ 0.10 | Ściśle zminimalizowane — zwiększa ryzyko wżerów i korozji galwanicznej |
| Cynk (zn) | ≤ 0.25 | Sufit zanieczyszczeń; nadmiar pogarsza odporność SCC |
| Tytan (Z) | ≤ 0.15 | Rozdrabniacz ziarna odlewniczego; kontrolowane pod kątem spójności właściwości |
| Inni (każdy/całkowity) | ≤0,05/≤0,15 | Łączny limit zanieczyszczeń |
2.3 Analiza porównawcza stopów do zastosowań morskich
Wybór odpowiedniego morskiego stopu aluminium wymaga zrozumienia, gdzie każdy z nich mieści się w spektrum wydajności, odkształcalności i uwrażliwienia:
| Stop | Mg (%) | Min. UTS (H116, MPa) | Min. YS (H116, MPa) | Ryzyko uczulenia | Formowalność | Najlepsza aplikacja morska |
|---|---|---|---|---|---|---|
| 5052-H32 | 2.2–2,8 | 228 | 193 | Bardzo niski | Doskonały | Lekka struktura; niekadłubowy |
| 5086-H116 | 3.5–4,5 | 270 | 193 | Niski-umiarkowany | Bardzo dobry | Wierzch kadłuba; złożone formy; struktura wtórna |
| 5083-H116 | 4.0–4,9 | 303 | 214 | Umiarkowany | Dobry | Podstawowa konstrukcja kadłuba; poszycie dna |
| 5456-H116 | 4.7–5,5 | 317 | 228 | Umiarkowanie wysoki | Sprawiedliwy | Kadłub o dużej wytrzymałości; uważne monitorowanie |
| 5059-H116 | 5.0–6,0 | 330 | 240 | Niski (zoptymalizowany) | Sprawiedliwy | Marynarka premium; o najwyższej wytrzymałości morskiej |
| 6061-T6 | 0.8–1,2 Mg | 310 | 276 | Nie dotyczy | Umiarkowany | Konstrukcja niemorska; unikać zanurzenia w wodzie morskiej |
5086 zajmuje optymalną odkształcalność rodziny stopów morskich. Wygina się łatwiej niż 5083, spoiny z nieco mniejszą redukcją wytrzymałości HAZ, i zapewnia równoważną ochronę przed uczuleniem w temperamencie H116 – co czyni go logicznym wyborem w przypadku skomplikowanej geometrii, zakrzywione formy kadłuba, lub doskonała podatność na obróbkę na zimno ma większe znaczenie niż premia za wytrzymałość wynosząca 10–12%. 5083 zapewnia.
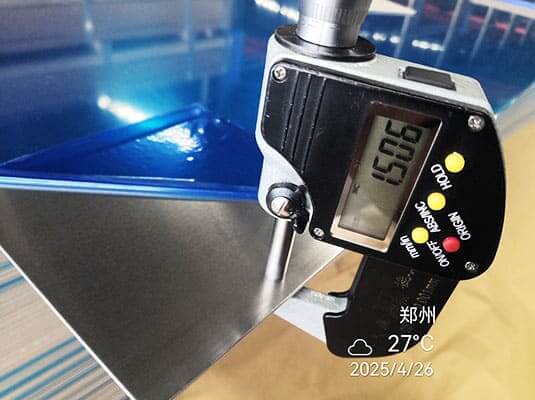
5086 H116 Pomiar grubości blachy aluminiowej
III. Temperowanie H116: Inżynieria specyficzna dla środowiska morskiego 5086
3.1 Temperament zrodzony z doświadczenia operacyjnego
Specyfikacja stanu H116 dla morskich stopów aluminium nie wyłoniła się z teoretycznej nauki o materiałach — wyłoniła się z udokumentowanej historii przedwczesnych uszkodzeń korozyjnych na statkach zbudowanych ze stopów 5xxx w stanach, które spełniały specyfikacje właściwości mechanicznych, ale brakowało im kontroli mikrostruktury potrzebnej do przeciwstawienia się specyficznym mechanizmom korozji wody morskiej.
Złuszczanie poszycia kadłuba, pękanie korozyjne naprężeniowe w złączach spawanych, i atak międzykrystaliczny w płycie, który został lekko uczulony podczas produkcji, przyczyniły się do uznania w branży, że aluminium morskie wymaga oznaczenia stanu hartowanego specjalnie zaprojektowanego pod kątem odporności na korozję, nie tylko wokół siły.
Wynik — skodyfikowany w ASTM B928 (pierwszy opublikowany 2004, regularnie aktualizowane) — definiuje H116 jako stan utwardzany przez odkształcenie dla stopów serii 5xxx z zawartością ≥3% magnezu, specjalnie opracowanych w celu zapewnienia odporności na korozję nawarstwiającą i pękanie korozyjne naprężeniowe.
Norma wymaga przeprowadzenia badań uczulających w każdej partii produkcyjnej, czyni H116 jedynym stanem aluminium w rutynowej produkcji komercyjnej, gdzie badanie korozji jest obowiązkowym wymogiem akceptacji partii, a nie opcjonalnym badaniem dodatkowym.
3.2 H116 Ścieżka produkcyjna: Kontrolowana praca na zimno
Produkcja 5086 H116 wymaga precyzyjnej kontroli redukcji na zimno stosowanej po walcowaniu na gorąco — wartości procentowej, która pozwala jednocześnie osiągnąć trzy cele, które normalnie byłyby pod napięciem: odpowiednią wytrzymałość na rozciąganie (UTS ≥270 MPa), odpowiednią plastyczność (wydłużenie ≥10%), oraz specyficzna struktura dyslokacji, która zakłóca ciągłe pokrycie granic ziaren w fazie beta.
Krytyczną dyscypliną termiczną podczas walcowania na zimno H116 jest utrzymywanie temperatury blachy poniżej 65°C w trakcie wszystkich etapów redukcji na zimno.
Walcowanie na zimno generuje ciepło w wyniku odkształcenia plastycznego, oraz bez odpowiedniego zastosowania chłodziwa i chłodzenia międzyściegowego, samo ciepło walcowania może doprowadzić płytkę do zakresu uczulenia — jest to skok w procesie, który wytworzyłby właściwości mechaniczne hartowane H116 w materiale, w którym rozpoczęło się już wytrącanie na granicy ziaren, któremu H116 ma zapobiegać.
3.3 Porównywanie 5086 Temperamenty: Wyróżnienia krytyczne dla środowiska morskiego
| Hartować | Definicja | Wymagany NAMLT | Odporność na złuszczanie | Odporność na SCC | Zastosowanie morskie |
|---|---|---|---|---|---|
| O | Całkowicie wyżarzane | NIE | Słaby | Słaby | Tylko głębokie formowanie; nie do zanurzania w wodzie morskiej |
| H32 | Utwardzane przez naprężenie + częściowe wyżarzanie | NIE | Umiarkowany | Umiarkowany | Nie do zastosowań morskich — tylko o charakterze ogólnym |
| H34 | Utwardzane przez naprężenie + częściowe wyżarzanie (wyższy) | NIE | Umiarkowany | Umiarkowany | Nie do zastosowań morskich |
| H116 | Utwardzane przez naprężenie; kontrolowane przez morze | Tak (≤15 mg/cm²) | Doskonały | Doskonały | Podstawowa specyfikacja konstrukcji morskiej |
| H321 | Utwardzane przez naprężenie + ustabilizowany | Tak (≤15 mg/cm²) | Doskonały | Doskonały | Alternatywa dla H116; płyta >38 mm |
| H112 | W stanie fabrycznym; kontrolowane właściwości | NIE | Nie testowano | Nie testowano | Zastosowania konstrukcyjne inne niż morskie |
3.4 Właściwości mechaniczne klasy morskiej 5086 Płyta aluminiowa H116
| Nieruchomość | Wartość | Norma testowa | Aplikacja projektowa |
|---|---|---|---|
| UTS (minimum) | 270 MPa (39 ksi) | ASTM E8 | Wytrzymałość panelu kadłuba; projekt elementu konstrukcyjnego |
| Wydajność (0.2%) (min) | 193 MPa (28 ksi) | ASTM E8 | Limit elastycznej konstrukcji; ocena wyboczenia |
| Wydłużenie (min) | 10% | ASTM E8 | Rezerwa plastyczności na formowanie i tolerancja udarowa |
| Wytrzymałość na ścinanie (typowy) | ~165 MPa | - - | Konstrukcja ścinająca nit i spoinę |
| Twardość Brinella (typowy) | 60–75 HB | ASTM E10 | Weryfikacja temperamentu; kontrola przychodząca |
| Siła zmęczenia (niespawane, 5×10⁸) | ~117 MPa | ASTM E466 | Ocena zmęczenia metalu macierzystego |
| Siła zmęczenia (złącze spawane) | ~45–62 MPa | Eurokod 9/DNV | Obowiązujące kryterium projektowe kadłubów morskich |
| Wpływ Charpy’ego (−40°C) | >15 J | ASTM E23 | Kwalifikacja serwisowa w zimnym klimacie |
| Moduł sprężystości | 70.3 GPa | - - | Obliczenia ugięcia i sztywności |
IV. Proces produkcyjny klasy morskiej 5086 Płyta aluminiowa H116
4.1 Od Melt do certyfikacji morskiej: Sekwencja produkcyjna
Atestowany 5086 Płyta morska H116 wymaga zdyscyplinowanej kontroli procesu na sześciu etapach produkcyjnych, ponieważ podstawowa funkcja temperamentu H116 – odporność na korozję dzięki kontrolowanej mikrostrukturze – może zostać zniszczona w wyniku pojedynczego skoku temperatury lub niewystarczającej redukcji zimna w dowolnym momencie sekwencji.
Poniżej przedstawiono proces produkcyjny od przygotowania stopu do certyfikacji.
4.2 Przygotowanie stopu i odlewanie DC
The 5086 Stop wytwarza się przez połączenie pierwotnego aluminium (≥99,7% Al) z precyzyjnie odważonymi dodatkami metalicznego magnezu (osiągnięcie docelowego poziomu 3,5–4,5% Mg) i zaprawa manganu (0.20Cel –0,70% Mn).
Dodatek chromu (0.05–0,25% Cr) wymaga starannej kontroli — zbyt mało poświęca funkcję stabilizacji granicy ziaren; zbyt duża grozi wytrąceniem się osadu zawierającego chrom, który może spowodować kruchość stopu. Optyczna spektrometria emisyjna (OES) weryfikuje skład chemiczny wytopu na podstawie próbek kadzi przed każdym odlewem.
Bezpośredni chłód (DC) odlewanie półciągłe wytwarza płyty walcowane o grubości zazwyczaj 400–550 mm i szerokości 1000–2000 mm.
Kontrolowana szybkość krzepnięcia w procesie DC powoduje powstawanie drobnego osadu, stosunkowo jednolita mikrostruktura z możliwymi do kontrolowania gradientami składu – lepsza od grubszej, bardziej segregowana struktura wytwarzana metodami ciągłego odlewania.
Do produkcji płyt morskich, Odlewanie DC jest wymaganą metodą produkcji; producentów próbujących ciągłego odlewania 5086 do zastosowań morskich nie może osiągnąć jednorodności mikrostrukturalnej wymaganej dla stałej odporności na korozję H116.
4.3 Homogenizacja: Budowa fundamentów mikrostrukturalnych
Homogenizacja w temperaturze 460–510°C przez 8–18 godzin spełnia jednocześnie trzy funkcje: 5086 płyty:
Likwidacja segregacji: Zestalanie wytwarza gradienty składu w odstępach dendrytów (zazwyczaj 50–200 µm). Trzymanie w podwyższonej temperaturze umożliwia dyfuzję w celu redystrybucji magnezu, mangan, i chromu w bardziej równomierny rozkład, zapewniając spójne właściwości na całej grubości płyty.
Opady rozproszone: Podczas powolnego chłodzenia od temperatury homogenizacji, Cząstki dyspersyjne Al₆Mn i Al₁₂Mg₂Cr (0.05–0,5 µm) zarodkować i rosnąć. Cząstki te są czynnikami mikrostrukturalnymi odpowiedzialnymi za hamowanie rekrystalizacji podczas walcowania na gorąco i wzrostu ziaren podczas wyżarzania – bezpośrednio kontrolując ostateczną strukturę ziaren płyty H116.
Nierównowagowe rozpuszczanie faz: W stanie odlanym 5086 zawiera metastabilne, bogate w magnez fazy międzymetaliczne na granicach dendrytów. Homogenizacja rozpuszcza je w stały roztwór, przygotowanie jednolitej mikrostruktury wyjściowej do walcowania na gorąco.
4.4 Walcowanie na gorąco: Redukcja grubości budynku dzięki kontroli mikrostruktury
Po homogenizacji, skalpowane płyty (obrobione powierzchniowo w celu usunięcia segregowanych zewnętrznych 10–20 mm) są podgrzewane do temperatury 430–500°C i walcowane na gorąco.
Harmonogram przejść walcowania na gorąco zmniejsza grubość płyty z ~ 400–550 mm do grubości taśmy gorącej wynoszącej zwykle 3–20 mm poprzez sekwencję przejść niszczących (duża redukcja na przejazd, wysoka temperatura) i przejścia kończące (mniejsza redukcja, kontrolowana temperatura wyjściowa).
Temperatura wyjściowa walcowania na gorąco – temperatura, w której taśma opuszcza końcową klatkę walcowniczą – jest szczególnie istotna dla 5086 Produkcja H116.
Jeśli temperatura na wyjściu jest zbyt wysoka (powyżej około 320°C), taśma ulega rozległej rekrystalizacji do gruboziarnistej struktury, która powoduje gorsze wykończenie powierzchni produktu końcowego.
Jeśli temperatura na wyjściu jest zbyt niska (poniżej około 220°C), niepełna rekrystalizacja pozostawia częściowo obrobioną strukturę, która powoduje zmienne właściwości po późniejszym wyżarzaniu.
Za konsekwentne 5086 Właściwości H116, większość producentów stawia sobie za cel temperatury wyjściowe w zakresie 250–310°C z kontrolą ±20°C na całej szerokości paska.
4.5 Walcowanie na zimno do stanu H116
Po schłodzeniu gorącej taśmy do temperatury poniżej 100°C (zapewniając brak uczulenia w okresie przejściowym), Walcowanie na zimno stosuje kontrolowaną redukcję, która definiuje H116.
Dyscyplina produkcji podczas walcowania na zimno obejmuje trzy jednoczesne wymagania:
- Kontrola redukcji: Osiągnij określoną redukcję procentową (własnością każdego producenta, zazwyczaj 5–20% za 5086 H116) wytwarzający UTS ≥270 MPa, YS ≥193 MPa, wydłużenie ≥10%, i gęstość dyslokacji wystarczająca dla NAMLT ≤15 mg/cm²
- Kontrola temperatury: Przez cały czas utrzymuj temperaturę płyty poniżej 65°C — sprawdzaj to za pomocą termometrów kontaktowych po stronie wyjściowej każdego przejścia walcowania na zimno
- Zarządzanie smarami: Nałóż równomiernie olej do walcowania, aby kontrolować tarcie, wytwarzanie ciepła, i czystość powierzchni — nadmiar smaru przyczynia się do zanieczyszczenia powierzchni węglowodorami, co pogarsza późniejszą przyczepność powłoki
4.6 Integracja kontroli jakości: Badanie uczulenia na etapie produkcji
ASTM B928 wymaga, aby każda partia produkcyjna 5086 H116 przed wypuszczeniem przechodzi testy NAMLT. „Partię” definiuje się jako wszystkie płyty wykonane z tego samego stopu, hartować, i grubości wytworzonej z tego samego odlewu (ciepło) w tej samej kolejności toczenia.
Praktyczną konsekwencją dla dużych walcowni produkujących wiele partii jednocześnie jest to, że testy NAMLT mogą stanowić znaczący czas cyklu certyfikacji – zazwyczaj dodając 2–3 dni robocze do harmonogramów dostaw.
Zespoły zakupowe muszą uwzględnić ten harmonogram w harmonogramach dostaw materiałów stoczniowych, zamiast wywierać presję na dostawców, aby udostępnili je przed certyfikacją.
Sekwencja testowania kontroli jakości produkcji przed wydaniem płyty:
- Skład chemiczny (przez OES): Każde ciepło → zaakceptuj/odrzuć w porównaniu z ASTM B209 / W 573-3 limity
- Próba rozciągania (ASTM E8): Każda partia → UTS, TAK, wydłużenie w porównaniu z minimum H116
- NAMLT (ASTM G67): Każda partia → ubytek masy ≤15 mg/cm²
- Twardość (Brinella): Każda partia (kontrola na miejscu) → 60–75 Potwierdzenie zakresu HB
- Kontrola wymiarowa: Każda płyta → grubość, szerokość, długość, płaskość, wygięcie
- Badania ultradźwiękowe (ASTM B594): Zgodnie z opisem → wewnętrzne laminowanie i wykrywanie wtrąceń
V. Właściwości fizyczne i mechaniczne: Kompletny profil
5.1 Porównanie właściwości strukturalnych: 5086 H116 vs. Kluczowe alternatywy
Zrozumienie klasy morskiej 5086 Płyta aluminiowa H116 sama w sobie jest mniej użyteczna niż zrozumienie jej w kontekście.
Następujące pozycje porównawcze 5086 H116 w porównaniu z jego najczęstszymi alternatywami morskimi w odniesieniu do właściwości wpływających na decyzje dotyczące projektu konstrukcyjnego:
| Nieruchomość | 5086-H116 | 5083-H116 | 5052-H32 | 6061-T6 |
|---|---|---|---|---|
| UTS min (MPa) | 270 | 303 | 228 | 310 |
| TAK min (MPa) | 193 | 214 | 193 | 276 |
| Wydłużenie min (%) | 10 | 10 | 12 | 8 |
| Gęstość (g/cm³) | 2.66 | 2.66 | 2.68 | 2.70 |
| mi (GPa) | 70.3 | 70.3 | 70.3 | 68.9 |
| HAZ YS (typ., MPa) | ~105 | ~115 | ~90 | ~ 160 (Odpowiednik T4) |
| Minimalny promień zgięcia (3mm płyta) | ~1,5t | ~2t | ~1t | ~2,5t |
| Korozja wody morskiej | Doskonały | Doskonały | Bardzo dobry | Umiarkowany |
| Ryzyko uczulenia | Niski-umiarkowany | Umiarkowany | Bardzo niski | Nie dotyczy |
| Wymagana norma ASTM B928 | Tak | Tak | NIE | NIE |
Wiersz dotyczący granicy plastyczności HAZ ujawnia jedną z niedocenianych zalet 5086: właściwości HAZ złącza spawanego, jednocześnie niższy niż płyta macierzysta, wypadają korzystnie w porównaniu z wartościami HAZ 5083, ponieważ niższa początkowa granica plastyczności przekłada się na korzystniejszy współczynnik wydajności złącza HAZ.
Do panelu konstrukcyjnego, w którym wydajność połączenia spawanego jest wysoka (HAZ YS / rodzic YS) reguluje projekt, 5086 osiąga około 54% łączna wydajność w porównaniu do ok 54% Do 5083 — zasadniczo równoważne.
Jednakże, bezwzględny poziom stresu w 5086 Haz (~105 MPa) jest niższy, co oznacza, że dla danego obciążenia konstrukcyjnego, 5086 Połączenia HAZ wymagają nieco grubszej płyty lub mniejszych odstępów między żebrami niż równoważne 5083 znajomości.

5086 Płyta aluminiowa H116 do kadłubów żaglówek
5.2 Właściwości fizyczne w projektowaniu morskim
| Nieruchomość | Wartość | Jednostka | Implikacje projektu morskiego |
|---|---|---|---|
| Gęstość | 2.66 | g/cm³ | 34% ze stali; umożliwia lekką konstrukcję kadłuba |
| Moduł sprężystości | 70.3 | GPa | Niższy niż stal; reguluje ugięcie w dużych panelach |
| Moduł ścinania | 26.4 | GPa | Sztywność skrętna; projekt wyboczenia panelu przy ścinaniu |
| Współczynnik rozszerzalności cieplnej | 23.8 | µm/m·°C | Wymagania projektowe połączeń termicznych od tropiku do arktyki |
| Przewodność cieplna | 127 | W/m·K | Dystrybucja ciepła; analiza inżynierii pożarnej |
| Przewodnictwo elektryczne | 31 | % IACS | Projekt dystrybucji prądu ochrony katodowej |
| Zakres topnienia | 585–641 | °C | Bezpieczeństwo przeciwpożarowe: niższy od stali; konieczna ochrona bierna |
| Specyficzna pojemność cieplna | 900 | J/kg · k | Masa termiczna do obliczeń czasu trwania pożaru |
Gęstość 2.66 g/cm3 to liczba, która ostatecznie decyduje o uzasadnieniu biznesowym wyboru aluminium zamiast stali w większości zastosowań morskich.
Przekładając to na porównanie masy konstrukcyjnej kadłuba: A 5086 Panel kadłubowy H116 o sztywności zginania równoważnej panelowi ze stali morskiej waży około 45–55% ciężaru panelu stalowego.
Na 15-metrowym statku rekreacyjnym, ta oszczędność masy konstrukcji kadłuba o 600–900 kg bezpośrednio zmniejsza zużycie paliwa o około 15–22% przy prędkości przelotowej — znaczna oszczędność operacyjna w okresie eksploatacji statku wynoszącym 20–30 lat.
5.3 Formowalność: 5086Wyróżnik konkurencyjny
5086 Przewaga odkształcalności H116 nad 5083 H116 nie jest subtelny – jest to główny powód inżynieryjny, aby to określić 5086 gdy wymagana jest złożona geometria kadłuba.
Mechanizm tej przewagi jest prosty: 5086niższa zawartość magnezu (3.5–4,5% vs. 4.0–4,9% dla 5083) daje niższą granicę plastyczności, a niższa granica plastyczności bezpośrednio przekłada się na lepszą odkształcalność na zimno, ponieważ naprężenie wymagane do plastycznego odkształcenia materiału jest niższe w stosunku do jego naprężenia pękającego.
Porównanie minimalnego promienia zgięcia (grubość materiału 4 mm):
| Kierunek zgięcia | 5086-H116 | 5083-H116 | Korzyść |
|---|---|---|---|
| Poprzecznie do kierunku toczenia | 1.5T (6 mm) | 2T (8 mm) | 5086: 25% węższy promień |
| Równolegle do kierunku toczenia | 2T (8 mm) | 2.5T (10 mm) | 5086: 20% węższy promień |
Do konstrukcji kadłuba charakteryzujących się wyraźnymi kątami wzniosu, rozkloszowana górna część, sekcje dziobowe o złożonym zakrzywieniu, i zakręty zęzowe o małym promieniu, ta zaleta w zakresie odkształcalności ma decydujące znaczenie operacyjne.
Producenci współpracujący z 5086 H116 zgłasza 30–40% mniej przypadków pęknięć podczas gięcia na zimno wręgów kadłuba i paneli poszycia kadłuba w porównaniu z odpowiednikami 5083 Operacje H116 — poprawa jakości i produktywności, która z nadwyżką rekompensuje niewielką różnicę w kosztach materiałów pomiędzy obydwoma stopami.
5.4 Właściwości projektowe zmęczenia konstrukcji morskich
Właściwości zmęczeniowe złącza spawanego 5086 H116 podlega temu samemu Eurokodowi 9 / Struktura krzywej DNV S-N jako 5083 H116, ponieważ oba są spawanymi stopami aluminium, a wytrzymałość zmęczeniowa złączy spawanych zależy przede wszystkim od geometrii i jakości spoiny, a nie od konkretnego stopu:
| Szczegóły konstrukcyjne | Kategoria szczegółu Δσ_C (MPa) | Reprezentatywna lokalizacja kadłuba |
|---|---|---|
| Płyta rodzicielska, z dala od spawów | 70 | Panel środkowy, z dala od usztywnień |
| Spoina czołowa z pełną penetracją (jakość A) | 40–50 | Połączenia wzdłużne pasa kadłuba |
| Spoina czołowa z pełną penetracją (jakość B) | 35–45 | Rama i złącza poprzeczne |
| Zakończenie usztywnień – za pomocą wspornika | 28–35 | Połączenia końcowe ramy |
| Zakończenie usztywnień – bez wspornika | 20–28 | Krótkie zakończenia usztywniające |
| Spoina pachwinowa, połączenie krzyżowe | 25–32 | Mocowanie sprzętu pokładowego |
Co najważniejsze, 5086 I 5083 złącza spawane w tej samej kategorii szczegółów zapewniają równoważną trwałość zmęczeniową w równoważnych zakresach naprężeń.
Wybór pomiędzy dwoma stopami nie wpływa znacząco na wynik obliczeń zmęczeniowych, pod warunkiem, że jakość spoiny i geometria detalu są równoważne.
Ta równoważność oznacza, że projektanci mogą swobodnie zastępować 5086 Do 5083 w zastosowaniach konstrukcyjnych regulowanych zmęczeniem bez przeprojektowywania szczegółów spoin — ważne praktyczne uproszczenie.

Opakowanie eksportowe klasy morskiej 5086 Płyta aluminiowa H116
VI. Wydajność korozji morskiej: Analiza naukowa
6.1 5086Pozycja elektrochemiczna w wodzie morskiej
Stopień morski 5086 Płyta aluminiowa H116 w wodzie morskiej rozwija naturalny potencjał obwodu otwartego (OCP) około -0,85 V w porównaniu z nasyconą elektrodą kalomelową (SCE) — minimalnie szlachetniejszy (pozytywny) niż 5083 (około -0,87 V), co odzwierciedla nieco niższą zawartość magnezu.
Ta niewielka różnica jest praktycznie nieistotna dla większości celów projektowania morskiego, ponieważ oba stopy zajmują tę samą ogólną pozycję w szeregu galwanicznym i podobnie reagują na te same systemy ochrony katodowej.
Włączona folia pasywna 5086 w wodzie morskiej jest cienki (2–8 nm), warstwa amorficznego tlenku glinu, która tworzy się spontanicznie pod wpływem środowiska zawierającego tlen i utrzymuje się dzięki dynamicznej równowadze rozpuszczania i repasywacji.
Kluczowym miernikiem wydajności jest potencjał wżerania — potencjał elektrochemiczny, powyżej którego zarodkują się wżery — i potencjał wżerów 5086 w wodzie morskiej w temperaturze 25°C spada do około –0,65 do –0,75 V w porównaniu z SCE.
Od naturalnego OCP (−0,85 V) jest znacznie bardziej ujemny niż potencjał wżerów, 5086 w normalnej wodzie morskiej działa z ochroną katodową o napięciu około 100–200 mV pochodzącą z własnego potencjału masowego — bufora samoochronnego, który zapewnia podstawową odporność na zarodkowanie wżerów.
6.2 Trzy krytyczne tryby korozji i mechanizmy obronne 5086
Korozja złuszczająca: Podstawowa obrona H116
Złuszczanie atakuje stopy 5xxx poprzez wydłużone, granice ziaren w kształcie naleśnika powstałe w wyniku walcowania — penetracja międzykrystaliczna wody morskiej stopniowo podnosi kolejne warstwy płyt wzdłuż płaszczyzn walcowania, tworząc charakterystyczne pęcherze, rozwarstwiający wygląd, od którego wzięła się nazwa złuszczania.
Mechanizm wymaga trzech warunków jednocześnie: uczulona sieć granic ziaren (ciągłe pokrycie fazy beta); elektrolit (woda morska) zdolne do penetracji granicy ziaren; oraz geometryczne ograniczenie wydłużonych ziaren, które wymusza ekspansję produktu korozji wyrażającą się jako rozwarstwienie międzywarstwowe, a nie rozproszony ogólny atak.
5086 H116 atakuje ten mechanizm już na pierwszym etapie. Kontrolując redukcję zimna, aby uzyskać przerwaną, nieciągły rozkład fazy beta na granicy ziaren, H116 usuwa ciągłą ścieżkę międzykrystaliczną wymaganą przez wodę morską do stopniowego złuszczania.
Dodatkowo, 5086niższa zawartość magnezu (przeciw 5083) oznacza to, że nawet bez kontroli temperatury H116, faza beta na granicy ziaren ma tendencję do tworzenia się wolniej i w sposób bardziej nieciągły – zapewniając dodatkowy margines bezpieczeństwa, który wyjaśnia, dlaczego 5086 w temperamencie H32 wykazuje lepszą odporność na złuszczanie niż 5083 w temper. H32, mimo że żaden z nich nie spełnia wymagań certyfikacyjnych ASTM B928.

Pokład statku używany 5086 Płyta aluminiowa H116
Pękanie korozji stresu (SCC): Gdzie 5086 Przewyższa 5083
SCC łączy trwałe naprężenia rozciągające z aktywnym środowiskiem korozyjnym, aby propagować pęknięcia przy intensywności naprężeń znacznie poniżej odporności na pękanie materiału nienaprężonego.
W uczulonych stopach 5xxx, folia fazy beta na granicy ziaren ciągłych umożliwia propagację pęknięć poprzez rozpuszczanie anodowe. 5086 Odporność H116 na SCC wynika z dwóch mechanizmów wzmacniających: przerwanie przez temperament H116 ciągłej fazy beta na granicy ziaren (tak samo jak przy peelingu), oraz z natury wolniejsza kinetyka uczulania przy niższej zawartości magnezu.
Opublikowane dane z długoterminowych testów SCC 5086 H116 wykazuje odporność na pękanie przy długotrwałym naprężeniu do 60% granicy plastyczności w naprzemiennym badaniu zanurzeniowym (ASTM G44) — lepszy od 5083 H116 (typowo odporny na ok 50% siły plastyczności) i znacznie lepszy od uczulonego materiału H32 (które mogą pękać przy 20–25% granicy plastyczności).
Do konstrukcji kadłubowych przenoszących szczątkowe naprężenia spawalnicze w zakresie 30–50 MPa, ten margines odporności na SCC jest odpowiedni dla normalnej służby morskiej – ale nie jest nieograniczony. Wszelkie utrzymujące się naprężenia rozciągające w połączeniu ze środowiskiem termicznym sprzyjającym uczulaniu zasługują na uwagę inżynierów.
Wżery korozję: Podstawowy atak wodą morską
Wżery inicjują się w miejscach, gdzie warstwa pasywna jest najsłabsza: międzymetaliczne interfejsy cząstki-macierz, punkty wschodu na granicy ziaren, i zadrapania powierzchni, które odsłaniają świeże aluminium.
Do klasy morskiej 5086 Płyta aluminiowa H116, dominującymi miejscami inicjacji wżerów są cząstki międzymetaliczne Al₃Fe i Al₆Mn, które są katodowe z matrycą aluminiową i tworzą lokalne ogniwa galwaniczne, które rozpuszczają otaczające aluminium.
Limit zanieczyszczeń żelazem ≤0,50% dla 5086 (w porównaniu do ≤0,40% dla 5083) to znaczy 5086 może w zasadzie zawierać więcej cząstek Al₃Fe – jest to niewielka wada w zakresie odporności na korozję w porównaniu z 5083. W rzeczywistości, większość klasy morskiej 5086 producenci trzymają żelazo poniżej 0.30%, czyniąc tę teoretyczną różnicę pomijalną.
Dane z długoterminowego testu zanurzeniowego dla 5086 w syntetycznej wodzie morskiej (ASTM D1141) wykazuje średnią głębokość wżerów 0,10–0,25 mm po 5 lat — szybkość korozji wynosząca 0,02–0,05 mm/rok, która z łatwością uwzględnia rezerwę grubości blachy dostępną w poszyciu kadłuba morskiego.
VII. Zastosowania morskie i typy statków
7.1 Łodzie rekreacyjne i sportowe: Dominująca domena aplikacji
Największy udział ma rynek żeglarstwa rekreacyjnego 5086 Zużycie H116 na całym świecie, napędzane wyjątkową kombinacją plastyczności stopu, odporność na korozję w wodzie morskiej, oraz efektywność wagową dla typów i rozmiarów statków dominujących w budownictwie rekreacyjnym (6–18 m LOA).
Przybrzeżne aluminiowe łodzie rybackie w zakresie 6–12 m reprezentują archetyp 5086 Aplikacja H116. Statki te wymagają kadłubów o skomplikowanych zakrzywieniach i wyraźnym martwym wzroście (zazwyczaj 18–24°) i rozszerzone dzioby do utrzymywania na morzu, odporność na korozję pod wpływem wody morskiej w przypadku górnych części, które nie mogą być malowane przez lata pomiędzy remontami, i wytrzymałość konstrukcyjną odpowiednią do zastosowań na morzu bez nadmiernego ciężaru, który pogarszałby osiągi mniejszych silników zaburtowych lub z napędem rufowym. Stopień morski 5086 Płyta aluminiowa H116 o grubości 3,0–5,0 mm spełnia jednocześnie wszystkie trzy wymagania.
Kadłuby żaglówek przedstawiają niektóre z najbardziej złożonych geometrycznie wyzwań w budowie łodzi aluminiowych — stępki skośne, zakrzywione sekcje pawęży, rozkloszowana górna część, i wyraźny tumblehome, wszystkie wymagają zginania o małym promieniu 5086 obsługuje się bardziej niezawodnie niż 5083. Dodatkowo, Obciążenia konstrukcyjne łodzi żaglowych są na ogół mniejsze niż obciążenia łodzi motorowej o równoważnej długości (żadnego trzaskania; niższa prędkość), zrobienie 10% różnica w granicy plastyczności pomiędzy 5086 I 5083 strukturalnie nieistotne dla większości zastosowań na statkach żaglowych. Doświadczeni konstruktorzy aluminiowych żaglówek – w tym specjaliści z Europy i Nowej Zelandii – konsekwentnie określają 5086 H116 do konstrukcji burtowych i nadwodnych, rezerwacja 5083 H116 do miejsc mocowania stępki i poszycia wodnicy/dna, gdzie wymagania konstrukcyjne uzasadniają dodatkową wytrzymałość.
Konsola środkowa i łodzie spacerowe (7–10 m) Skorzystaj z plastyczności materiału 5086 podczas produkcji konstrukcji konsoli o głębokich ściankach, otacza pudełko na ryby, oraz sekcje wolnej burty, które definiują te typy kadłubów. Konstruktorzy zgłaszają znacznie mniej napraw spoin spowodowanych pękaniem podczas formowania tych skomplikowanych profili podczas użytkowania 5086 H116 kontra 5083 H116 — bezpośrednia oszczędność kosztów produkcji, która z nadwyżką rekompensuje niewielką premię za koszty materiałów.
7.2 Komercyjne łodzie robocze: Łączenie wydajności strukturalnej z plastycznością
Komercyjne łodzie robocze — praktyczne, statki użytkowe obsługujące platformy offshore, załoga transferowa, przeprowadzać ankiety, i wspieranie operacji portowych – stanowią drugą główną dziedzinę konsumpcji 5086 H116.
Statki do transferu załogi (CTVS) w zakresie konserwacji morskich farm wiatrowych najlepiej pokazują strategię optymalizacji doboru stopu. Typowy 24 m Często stosuje się konstrukcję kadłuba CTV 5083 H116 (6–8 mm) dla poszycia dna – gdzie obciążenia uderzeniowe wynikające z powtarzającego się dostępu do turbin w stanach niskiego morza powodują wysokie naprężenia cykliczne – oraz 5086 H116 (5–6 mm) do burt i paneli nadbudówki, gdzie niższe wymagania konstrukcyjne pozwalają na bardziej plastyczny stop i gdzie złożona geometria pomieszczeń załogi korzysta z mniejszego promienia zgięcia materiału 5086.
Łodzie pilotowe i jednostki usług portowych (12–22 m) przedstawić szczególnie korzystne warunki dla 5086 H116: umiarkowane obciążenia konstrukcyjne (w większości przypadków operacja przemieszczania, a nie strugania), złożone formy kadłuba, typowe dla konstrukcji wyporności zęz okrągłych, oraz regularne spłukiwanie burt wodą słodką, co jest charakterystyczne dla konserwacji statków portowych. Niższe ryzyko uczulenia 5086 H116 kontra 5083 jest dodatkową zaletą na statkach portowych poddawanych czyszczeniu parą pokładu – potencjalne narażenie na działanie uczulające na temperaturę, które jest całkowicie nieobecne w specyfikacji stopów konstrukcyjnych kadłuba w większości stoczni.
7.3 Konstrukcje morskie i zastosowania offshore
Poza samymi kadłubami łodzi, 5086 Płyta H116 ma szerokie zastosowanie w konstrukcjach morskich, gdzie ceniona jest odporność na korozję i niewielka waga aluminium, ale maksymalna wydajność konstrukcyjna jest sprawą drugorzędną:
Doki i pontony pływającej mariny używać 5086 H116 ze względu na wyjątkową odporność na korozję w agresywnym środowisku wód marinowych (podwyższony poziom substancji zanieczyszczających powstałych w wyniku wycieków paliwa, spływ farby przeciwporostowej, oraz zanieczyszczenia organiczne z zacumowanych statków). Niższe wymagania konstrukcyjne konstrukcji pływającego doku sprawiają, że dodatkowa wytrzymałość modelu 5083 jest niepotrzebna, podczas gdy plastyczność materiału 5086 upraszcza wytwarzanie kształtów pontonów i wsporników łączących, które charakteryzują systemy doków marinowych.
Chodniki platform morskich, poręcze, i kraty — gdy podstawową funkcją jest odporność na korozję i bezpieczeństwo personelu, a nie przenoszenie obciążeń konstrukcyjnych — zastosowanie 5086 H116 ze względu na połączenie odpowiedniej wytrzymałości (wystarczające do obciążenia chodnika zgodnie z obowiązującymi przepisami), doskonała odporność na korozję bez malowania (ograniczenie prac konserwacyjnych w odległych lokalizacjach na morzu), i lekki (zmniejszenie ciężaru własnego nałożonego na górną konstrukcję platformy).
Trapy i rampy dostępowe w przypadku transportu ze statku na platformę i ze statku na brzeg obecne wymagania w zakresie odkształcalności przemawiają na korzyść 5086: sekcje przegubowe, zakrzywione szyny prowadzące, i kątowe platformy podestowe nowoczesnych systemów trapów wymagają operacji gięcia, gdzie mniejszy minimalny promień zgięcia 5086 umożliwia projektowanie, które wymagałoby wstępnego wyżarzania 5083.
Chwila 5083 H116 dominuje w głównych zastosowaniach konstrukcyjnych kadłuba w budowie statków morskich, 5086 H116 znajduje szerokie zastosowanie w konstrukcjach drugorzędnych i nadbudówkach okrętów wojennych:
Panele nadbudowy i obudowy na szybkich jednostkach patrolowych i statkach pomocniczych korzystają z odkształcalności materiału 5086 podczas produkcji elementów niepłaskich, powierzchnie o złożonych zakrzywieniach, które charakteryzują estetykę nadbudówki nowoczesnych okrętów wojennych (zaprojektowany dla zmniejszonego przekroju radaru). Architekci marynarki wojennej projektujący według kryteriów niewidzialności określają zakrzywienie, ustawione pod kątem panele nadbudowy, które stanowią wyzwanie dla producentów pracujących z nimi 5083; przejście do 5086 dla tych elementów znacznie poprawia wskaźnik powodzenia produkcji w pierwszym przejściu.
Statek przeciwminowy (MCMV) konstrukcja pomocnicza — panele niekonstrukcyjne, wewnętrzne przegrody mieszkalne, obudowy maszyn pokładowych — często stosowane 5086 H116, gdzie liczy się redukcja masy i odporność na korozję, ale maksymalna wydajność konstrukcyjna nie. Wymóg niemagnetyczny, który kieruje wyborem materiału kadłuba MCMV na aluminium (lub GRP) dotyczy również struktury wtórnej, zrobienie 5086 naturalne dopasowanie.
Połączona konstrukcja amfibii strategie coraz częściej stosowane 5086 H116 do blatów, boczne panele rampy, i strukturę przedziału załogi, rezerwacja 5083 H116 do poszycia dna i wręgów konstrukcyjnych przenoszących skupione obciążenia pojazdu podczas operacji lądowania na plaży.
XIII. Standardy jakości, Testowanie, i Certyfikacja
Certyfikowana klasa morska 5086 Płyta aluminiowa H116 mieści się w ramach uzupełniających standardów dotyczących składu, właściwości, uczulenie, i dokumentacja:
| Standard | Organ wydający | Zakres | Krytyczne wymaganie dla 5086 |
|---|---|---|---|
| ASTM B928 | Międzynarodowy ASTM | 5stopy xxx do użytku morskiego | NAMLT ≤15 mg/cm² na każdej partii |
| ASTM B209 | Międzynarodowy ASTM | Arkusz i płyta Al: wymiary i właściwości | Skład chemiczny; właściwości mechaniczne |
| ASTM G67 | Międzynarodowy ASTM | Test uczulenia NAMLT | Procedura testowa pod kątem zgodności z B928 |
| ASTM G66 | Międzynarodowy ASTM | Test złuszczania ASSET | Wizualna ocena odporności na złuszczanie |
| W 485 | CEN | Arkusz/płyta europejska: wymiary i tolerancje | Ramy tolerancji wymiarowej |
| W 573-3 | CEN | Europejskie standardy składu stopów | 5086 limity składu |
| MIL-DTL-24093 | Departament Obrony USA | Wojskowe aluminium morskie | Kwalifikacja materiałowa statku morskiego |
| W 10204 | CEN | Rodzaje certyfikatów materiałowych | 3.1 / 3.2 dokumentacja certyfikacyjna |
IX. Wniosek
Najważniejszym wnioskiem z tego kompleksowego badania jest ponowne przemyślenie sposobu, w jaki Marine Grade 5086 Widoczna jest płyta aluminiowa H116. Zbyt często opisywana jako „mniej silna alternatywa dla”. 5083 do zastosowań, w których akceptowalna jest zmniejszona wytrzymałość,„Klasa morska 5086 Płyta aluminiowa H116 jest dokładniej rozumiana jako precyzyjny wybór materiału do zastosowań, w których występuje doskonała odkształcalność, równoważna długoterminowa odporność na korozję morską w certyfikowanym stanie H116, i nieznacznie lepsza odporność na uczulanie zapewniają lepsze wyniki inżynieryjne niż 5083 H116 osiągnąłby.
Aplikacje, z których szczególnie korzystają 5086 H116 są liczne i mają znaczenie handlowe: rekreacyjne łodzie aluminiowe o skomplikowanych kształtach kadłuba (największy sektor zużycia aluminium w transporcie morskim), kadłuby i burty żaglówek, komercyjna konstrukcja drugorzędna łodzi roboczej, konstrukcje aluminiowe platform morskich, strategie budowy kadłubów ze stopów mieszanych, oraz szybko rozwijający się rynek statków akumulatorowo-elektrycznych. We wszystkich tych zastosowaniach, 5086 H116 nie jest rozwiązaniem awaryjnym – jest poprawną odpowiedzią inżynierską.
Proces produkcji odlewów i jego wprowadzenie
Celem topienia i odlewania jest uzyskanie stopów o zadawalającym składzie i wysokiej czystości stopu, tak aby stworzyć dogodne warunki do odlewania stopów o różnych kształtach.
Etapy procesu topienia i odlewania: dozowanie --- karmienie --- topienie --- mieszając po rozpuszczeniu, usuwanie żużla --- pobieranie próbek przed analizą --- dodanie stopu w celu dostosowania składu, poruszający --- rafinacja --- Ustawienie statyczne —— Prowadź odlewanie pieca.
Proces produkcji walcowania na gorąco i jego wprowadzenie
- 1. Walcowanie na gorąco ogólnie odnosi się do walcowania powyżej temperatury rekrystalizacji metalu;
- 2. Podczas procesu walcowania na gorąco, metal ma zarówno procesy utwardzania, jak i zmiękczania. Ze względu na wpływ prędkości odkształcenia, o ile proces odzyskiwania i rekrystalizacji jest za późno, nastąpi pewne zaostrzenie pracy;
- 3. Rekrystalizacja metalu po walcowaniu na gorąco jest niepełna, to jest, współistnienie struktury zrekrystalizowanej i zdeformowanej;
- 4. Walcowanie na gorąco może poprawić wydajność przetwarzania metali i stopów, zmniejszyć lub wyeliminować wady odlewnicze.
- 1. Temperatura odlewania i walcowania wynosi na ogół od 680°C do 700°C. Im niżej tym lepiej, stabilna linia do odlewania i walcowania zwykle zatrzymuje się raz w miesiącu lub częściej, aby ponownie stanąć. Podczas procesu produkcyjnego, konieczne jest ścisłe kontrolowanie poziomu cieczy w przednim zbiorniku, aby zapobiec niskiemu poziomowi cieczy;
- 2. Smarowanie wykorzystuje proszek C z niepełnym spalaniem gazu do smarowania, co jest również jedną z przyczyn brudzenia powierzchni materiałów odlewniczych i walcowanych;
- 3. Szybkość produkcji wynosi zazwyczaj od 1,5 m/min do 2,5 m/min;
- 4. Jakość powierzchni wyrobów wytwarzanych metodą odlewania i walcowania jest na ogół stosunkowo niska, i generalnie nie mogą spełniać produktów o specjalnych wymaganiach dotyczących właściwości fizycznych i chemicznych.
- 1. Walcowanie na zimno odnosi się do metody produkcji walcowania poniżej temperatury rekrystalizacji;
- 2. Podczas procesu walcowania nie nastąpi dynamiczna rekrystalizacja, a temperatura wzrośnie co najwyżej do temperatury odzyskiwania, a walcowanie na zimno pojawi się w stanie utwardzania przez zgniot, a szybkość utwardzania pracy będzie duża;
- 3. Walcowane na zimno blachy i taśmy mają wysoką dokładność wymiarową, dobra jakość powierzchni, jednolita struktura i wydajność, a produkty w różnych stanach można uzyskać za pomocą obróbki cieplnej;
- 4. Walcowanie na zimno może rozwałkować cienkie paski, ale w tym samym czasie, ma wady związane z wysokim zużyciem energii na odkształcenie i wieloma przejściami obróbkowymi.
- 1. Wykańczanie jest metodą obróbki mającą na celu sprawienie, aby blacha walcowana na zimno spełniała wymagania klienta, lub w celu ułatwienia późniejszego przetwarzania produktu;
- 2. Sprzęt do wykańczania może korygować wady powstałe w procesie produkcji walcowania na gorąco i na zimno, jak pęknięta krawędź, oleisty, zły kształt talerza, stres resztkowy, itp. Musi zapewnić, że do procesu produkcyjnego nie zostaną wprowadzone żadne inne wady;
- 3. Istnieją różne urządzenia wykończeniowe, głównie w tym przekrojowe, rozcinanie, rozciąganie i prostowanie, piec do wyżarzania, pośliznąć się, itp.

Proces odlewania i walcowania
Proces odlewania i walcowania: płynny metal, pudełko z przodu (kontrola poziomu cieczy), maszyna do odlewania i walcowania (system smarowania, woda chłodząca), Urządzenie ścierające, maszyna do zwijania.
Proces produkcji walcowania na zimno

Wprowadzenie do procesu wykańczania produkcji
Stop aluminium ma cechy niskiej gęstości, dobre właściwości mechaniczne, dobra wydajność przetwarzania, nietoksyczny, łatwe do recyklingu, doskonała przewodność elektryczna, przenikanie ciepła i odporność na korozję, dzięki czemu ma szerokie zastosowanie.
Lotnictwo: używany do produkcji skór samolotów, ramy kadłuba, dźwigary, wirniki, śmigła, zbiorniki paliwa, panele ścienne i rozpórki podwozia, a także pierścienie do kucia rakiet, panele ścienne statków kosmicznych, itp.

Stop aluminium stosowany w przemyśle lotniczym
Transport: stosowany do materiałów konstrukcyjnych karoserii samochodów, pojazdy metra, kolejowe wagony pasażerskie, szybkie samochody osobowe, drzwi i okna, półki, części silników samochodowych, klimatyzatory, grzejniki, panele karoserii, koła i materiały okrętowe.

Aplikacja ruchu
Opakowania: Całkowicie aluminiowe puszki na napoje są stosowane głównie jako metalowe materiały opakowaniowe w postaci cienkich płyt i folii, i są przerabiane na puszki, pokrywki, butelki, beczki, i folii opakowaniowych. Szeroko stosowany w pakowaniu napojów, żywność, kosmetyki, leki, papierosy, produkty przemysłowe, leki, itp.

Aplikacja opakowaniowa
Druk: Stosowany głównie do produkcji płyt PS, Płyty PS na bazie aluminium to nowy rodzaj materiału w przemyśle poligraficznym, używany do automatycznego wytwarzania i drukowania płyt.

Druk PS
Dekoracja architektoniczna: stop aluminium jest szeroko stosowany w konstrukcjach budowlanych, drzwi i okna, sufity podwieszane, powierzchnie dekoracyjne, itp. ze względu na dobrą odporność na korozję, wystarczająca siła, doskonała wydajność procesu i wydajność spawania.

Zastosowanie konstrukcji ze stopu aluminium
Produkty elektroniczne: komputery, telefony komórkowe, obudowy lodówek, grzejniki, itp.

Elektroniczna aplikacja produktu
Kuchenne zapasy: garnki aluminiowe, umywalki aluminiowe, wkładki do gotowania ryżu, folia aluminiowa do użytku domowego, itp.

Aplikacja do kuchni
Pakowanie blachy aluminiowej / cewki
Każdy szczegół opakowania jest miejscem, w którym dążymy do doskonałej obsługi. Cały nasz proces pakowania wygląda następująco:
Laminowanie: wyraźny film, niebieska folia, mikrośluzówkowy, wysokośluzówkowy, folia do cięcia laserowego (2 marki, Novacell i Polifem);
Ochrona: papierowe zabezpieczenia narożników, podkładki przeciwuciskowe;
wysuszenie: osuszacz;
Taca: fumigowana nieszkodliwa drewniana taca, tacka na żelazko wielokrotnego użytku;
Uszczelka: Stalowy pasek w kółko i krzyżyk, lub taśma do pakowania z PVC;
Jakość materiału: Całkowicie wolny od wad typu biała rdza, plamy oleju, ślady toczenia, uszkodzenie krawędzi, zakręty, wgniecenia, dziury, przerwać linie, zadrapania, itp., brak zestawu cewek.
Port: Qingdao lub inne porty w Chinach.
Czas realizacji: 15-45 dni.

Proces pakowania blachy/płyty aluminiowej

Proces pakowania cewek aluminiowych
F: Jesteś producentem lub handlowcem?
Q: Jesteśmy producentem, nasza fabryka znajduje się przy No.3 Weier Road, Strefa przemysłowa, Gongyi, Henan, Chiny.
F: Jakie jest MOQ do zamówienia produktu?
Q: Nasze MOQ jest 5 mnóstwo, a niektóre produkty specjalne będą miały minimalną wielkość zamówienia 1 Lub 2 mnóstwo.
F: Jak długi jest twój czas realizacji?
Q: Ogólnie nasz czas realizacji wynosi około 30 dni.
F: Czy twoje produkty mają gwarancję jakości?
Q: Tak, jeśli występuje problem z jakością naszych produktów, zrekompensujemy klientowi, dopóki nie będą zadowoleni.
Produkty powiązane






Najnowsze blogi

Typowe stopy chłodni Używana cewka aluminiowa powlekana PE
Odkryj popularne stopy stosowane w chłodniach, cewki aluminiowe powlekane PE, w tym 3003, 3004, I 3105. Zaprojektowane z myślą o doskonałej odporności na korozję, formowalność, i długotrwałe działanie na świeżym powietrzu.

Czy aluminium przewodzi? Nieruchomości, Używa & Korzyści wyjaśnione
Czy aluminium przewodzi? Odkryj przewodność elektryczną aluminium, kluczowe zalety, i dlaczego jest szeroko stosowany w przenoszeniu mocy i zastosowaniach przemysłowych.

Odblokowanie zrównoważonego rozwoju: Prawda o recyklingu folii aluminiowej
Czy folia aluminiowa nadaje się do recyklingu? Dowiedz się, jak można poddać recyklingowi folię aluminiową, jak to dobrze przygotować, i dlaczego recykling pomaga zmniejszyć ilość odpadów i oszczędzać zasoby.

Powlekana folia aluminiowa do zastosowań opakowaniowych | Mocny & Niezawodny
Wysokiej jakości powlekana folia aluminiowa do zastosowań opakowaniowych, oferując doskonałą ochronę barierową, trwałość, i konsekwentna wydajność.







