ICH. Einführung
Marinequalität 5086 H116-Aluminiumblech nimmt eine einzigartig wertvolle Position im Aluminium-Schiffbaumaterialspektrum ein – eine Position, die häufig unterschätzt wird, gerade weil sie zwischen zwei stärker spezifizierten Legierungen liegt.
Korrosionsbeständiger und formbarer als das 6061 Serie, dennoch bearbeitbarer und schweißbarer als die hochfesten 5083, 5086 H116 verfügt über eine Kombination von Eigenschaften, die es in einem breiten Spektrum von Schiffsanwendungen unersetzlich machen: Freizeitfischerboote mit komplexen Rumpfformen, Segelbootrümpfe, die ausgestellte Oberseiten erfordern, Sekundärstruktur für kommerzielle Arbeitsboote, Gehwege für Offshore-Plattformen, und militärische Schiffsaufbauten.
Dieser Artikel liefert einen umfassenden Überblick, Maßgebliche Prüfung der Marinequalität 5086 H116-Aluminiumplatte in achtzehn analytischen Dimensionen – Metallurgie, Temperamentwissenschaft, Herstellung, Eigenschaften, Korrosionsleistung, der kritische 5086-gegen-5083-Vergleich, strukturelles Design, Schiffsanwendungen, Herstellung, Korrosionsschutz, Qualitätsstandards, Regulierungsrahmen, Lieferkettenökonomie, Nachhaltigkeit, und Innovation.
II. Metallurgische Grundlage: Der 5086 Aluminiumlegierung
2.1 Die 5xxx-Serie: Magnesiums Meereschemie
Aluminiumlegierungen der 5xxx-Reihe erreichen ihre Festigkeit und Korrosionsleistung durch Magnesium, das in fester Lösung in der Aluminiummatrix gelöst ist.
Magnesiumatome, etwas größer als Aluminiumatome, verzerren das Kristallgitter, Dies behindert die Versetzungsbewegung und erhöht dadurch die Festigkeit – ein Mechanismus, der als Festlösungsverfestigung bezeichnet wird und für dessen Aktivierung keine Wärmebehandlung erforderlich ist und der durch thermische Einwirkung niemals abnimmt (unterhalb des Sensibilisierungsbereichs).
Dieser nicht wärmebehandelbare Charakter definiert die maritime Leistungslogik von 5xxx-Legierungen: Ihre Eigenschaften bleiben während der gesamten Schiffslebensdauer stabil, im Gegensatz zu wärmebehandelten Legierungen, deren Ausscheidungshärtung durch die thermischen Zyklen von Schweißen und Feuer teilweise rückgängig gemacht werden kann.
Die zweite Meeresgabe von Magnesium ist elektrochemischer Natur: es verschiebt das natürliche Korrosionspotential der Legierung im Meerwasser in den negativen Bereich (anodisch) Werte, Verbesserung der Beständigkeit gegen Lochfraß, indem der Passivfilm stabiler gemacht wird und der Unterschied zwischen der Legierungsmatrix und den kathodischen intermetallischen Partikeln, die als Lochbildungsstellen dienen, verringert wird.
Ein höherer Magnesiumgehalt bedeutet im Allgemeinen eine bessere Korrosionsbeständigkeit im Meerwasser – und das ist auch der Grund dafür 5083 (4.0–4,9 % Mg) übertrifft 5052 (2.2–2,8 % Mg) im langfristigen Marinedienst.
5086 liegt zwischen diesen beiden: Sein Magnesiumgehalt von 3,5–4,5 % bietet eine Korrosionsbeständigkeit gegenüber Meerwasser, die dieser deutlich überlegen ist 5052 und nähert sich 5083, Gleichzeitig wird der Magnesiumgehalt niedrig genug gehalten, um das Sensibilisierungsrisiko zu verringern, das bei Legierungen mit hohem Magnesiumgehalt zu einem primären technischen Problem wird.
Marinequalität 5086 H116 Aluminiumplatte
2.2 Chemische Zusammensetzung: Jedes Element wurde für das Meer entwickelt
Die Zusammensetzung von 5086 Aluminium, definiert durch ASTM B209, DE 573-3, GB/T 3880, und JIS H4000, spiegelt in jedem Element bewusste Meerestechnik wider:
| Element | Kompositionsbereich (%) | Funktion Schiffstechnik |
|---|---|---|
| Aluminium (Al) | Rest (~94,2–95,7) | Primärmatrix; Bildung und Reparatur passiver Oxidfilme |
| Magnesium (Mg) | 3.5 – 4.5 | Feste Lösung Stärkung; Korrosionsbeständigkeit gegenüber Meerwasser |
| Mangan (Mn) | 0.20 – 0.70 | Kontrolle der Kornstruktur; Al₆Mn-Dispersoidbildung |
| Chrom (Cr) | 0.05 – 0.25 | Hemmt die Rekristallisation; stabilisiert Korngrenzen |
| Eisen (Fe) | ≤ 0.50 | Verunreinigung; bildet kathodische Al₃Fe-Partikel – streng kontrolliert |
| Silizium (Und) | ≤ 0.40 | Verunreinigung; interagiert mit Mg bei der Mg₂Si-Bildung |
| Kupfer (Cu) | ≤ 0.10 | Streng minimiert – erhöht das Risiko von Lochfraß und galvanischer Korrosion |
| Zink (Zn) | ≤ 0.25 | Verunreinigungsobergrenze; Ein Überschuss verschlechtert die SCC-Beständigkeit |
| Titan (Von) | ≤ 0.15 | Gusskornverfeinerer; auf Eigenschaftskonsistenz kontrolliert |
| Andere (jeweils/insgesamt) | ≤0,05/≤0,15 | Gesamtverunreinigungsgrenze |
2.3 Vergleichende Legierungsanalyse für Marineanwendungen
Um die richtige Marine-Aluminiumlegierung auszuwählen, muss man wissen, wo sie im Leistungs-, Formbarkeits- und Sensibilisierungsspektrum liegt:
| Legierung | Mg (%) | Min. UTS (H116, MPa) | Min. YS (H116, MPa) | Sensibilisierungsrisiko | Formbarkeit | Beste Marineanwendung |
|---|---|---|---|---|---|---|
| 5052-H32 | 2.2–2,8 | 228 | 193 | Sehr niedrig | Exzellent | Leichte Struktur; Nicht-Rumpf |
| 5086-H116 | 3.5–4,5 | 270 | 193 | Niedrig-mäßig | Sehr gut | Rumpfoberseiten; komplexe Formen; Sekundärstruktur |
| 5083-H116 | 4.0–4.9 | 303 | 214 | Mäßig | Gut | Primäre Rumpfstruktur; Bodenbeschichtung |
| 5456-H116 | 4.7–5,5 | 317 | 228 | Mäßig-hoch | Gerecht | Hochfester Rumpf; sorgfältige Überwachung |
| 5059-H116 | 5.0–6,0 | 330 | 240 | Niedrig (optimiert) | Gerecht | Premium-Marine; Marine mit höchster Festigkeit |
| 6061-T6 | 0.8–1,2 mg | 310 | 276 | N / A | Mäßig | Nicht-marine Struktur; Vermeiden Sie das Eintauchen in Meerwasser |
5086 belegt das Formbarkeitsoptimum der Marinelegierungsfamilie. Es biegt sich leichter als 5083, Schweißnähte mit etwas geringerer Reduzierung der HAZ-Festigkeit, und verfügt über einen gleichwertigen Sensibilisierungsschutz im Härtegrad H116 – was es zur logischen Wahl bei komplexer Geometrie macht, geschwungene Rumpfformen, oder die überlegene Kaltumformbarkeit ist wichtiger als der Festigkeitszuschlag von 10–12 % 5083 bietet.
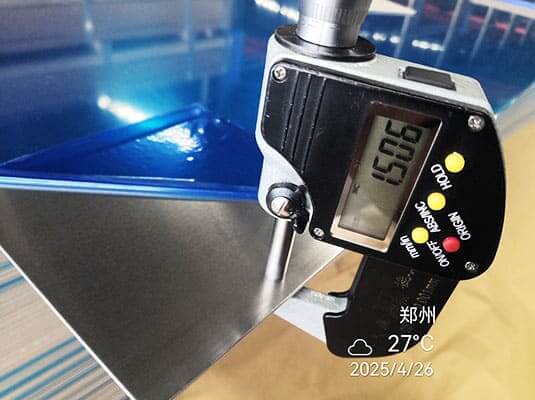
5086 H116 Dickenmessung von Aluminiumplatten
III. Das H116-Temperament: Meeresspezifisches Engineering von 5086
3.1 Ein aus betrieblicher Erfahrung geborenes Temperament
Die Härtespezifikation H116 für Aluminiumlegierungen in der Schifffahrt ist nicht aus der theoretischen Materialwissenschaft hervorgegangen, sondern aus einer dokumentierten Geschichte vorzeitiger Korrosionsausfälle bei Schiffen, die aus 5xxx-Legierungen in Härten hergestellt wurden, die zwar die Spezifikationen für mechanische Eigenschaften erfüllten, aber nicht über die nötige mikrostrukturelle Kontrolle verfügten, um den spezifischen Korrosionsmechanismen des Meerwassers zu widerstehen.
Peeling der Rumpfpanzerung, Spannungsrisskorrosion in Schweißverbindungen, und intergranularer Angriff in Blechen, die während der Herstellung leicht sensibilisiert wurden, trugen alle dazu bei, dass die Industrie erkannte, dass Marinealuminium eine Härtebezeichnung benötigt, die speziell auf die Korrosionsbeständigkeit abgestimmt ist, nicht nur um Stärke.
Das Ergebnis – kodifiziert in ASTM B928 (erstmals veröffentlicht 2004, regelmäßig überarbeitet) – definiert H116 als kaltverfestigten Zustand für Legierungen der 5xxx-Serie mit ≥3 % Magnesium, die speziell entwickelt wurden, um Beständigkeit gegen Abblätterungskorrosion und Spannungsrisskorrosion zu bieten.
Der Standard schreibt Sensibilisierungstests für jede Produktionscharge vor, Damit ist H116 das einzige Aluminium mit Härtegrad in der routinemäßigen kommerziellen Produktion, bei dem die Korrosionsprüfung eine obligatorische Chargenabnahmeanforderung und kein optionaler Zusatztest ist.
3.2 H116-Produktionspfad: Kontrollierte Kaltarbeit
Produzieren 5086 H116 erfordert eine präzise Kontrolle der nach dem Warmwalzen angewendeten Kaltreduktion – ein Prozentsatz, der gleichzeitig drei Ziele erreicht, die normalerweise bei der Spannung liegen würden: ausreichende Zugfestigkeit (UTS ≥270 MPa), ausreichende Duktilität (Dehnung ≥10 %), und die spezifische Versetzungsstruktur, die die kontinuierliche Abdeckung der Beta-Phase-Korngrenzen stört.
Die entscheidende thermische Disziplin beim H116-Kaltwalzen besteht darin, die Blechtemperatur während der Kaltreduktionsdurchgänge unter 65 °C zu halten.
Beim Kaltwalzen entsteht durch plastische Verformung Wärme, und ohne ausreichende Kühlmittelzufuhr und Zwischenkühlung, Allein die Walzwärme kann die Platte in den Sensibilisierungsbereich treiben – eine Prozessabweichung, die H116-gemilderte mechanische Eigenschaften in einem Material erzeugen würde, bei dem bereits die Korngrenzenausfällung begonnen hat, die H116 verhindern soll.
3.3 Vergleichen 5086 Gemüter: Die marinekritischen Unterscheidungen
| Temperament | Definition | NAMLT erforderlich | Peeling-Widerstand | SCC-Widerstand | Marinenutzung |
|---|---|---|---|---|---|
| Ö | Voll geglüht | NEIN | Arm | Arm | Nur Tiefformung; Nicht zum Eintauchen in Meerwasser geeignet |
| H32 | Kaltverfestigt + Teilglühen | NEIN | Mäßig | Mäßig | Nicht marinetauglich – nur allgemeine Struktur |
| H34 | Kaltverfestigt + Teilglühen (höher) | NEIN | Mäßig | Mäßig | Nicht marinetauglich |
| H116 | Kaltverfestigt; meereskontrolliert | Ja (≤15 mg/cm²) | Exzellent | Exzellent | Primäre maritime Strukturspezifikation |
| H321 | Kaltverfestigt + stabilisiert | Ja (≤15 mg/cm²) | Exzellent | Exzellent | Alternative zu H116; Platte >38 mm |
| H112 | Wie hergestellt; kontrollierte Eigenschaften | NEIN | Nicht getestet | Nicht getestet | Strukturelle Anwendungen außerhalb der Schifffahrt |
3.4 Mechanische Eigenschaften in Marinequalität 5086 H116 Aluminiumplatte
| Eigentum | Wert | Teststandard | Designanwendung |
|---|---|---|---|
| UTS (Minimum) | 270 MPa (39 ksi) | ASTM E8 | Stärke der Rumpfplatte; Konstruktion von Strukturelementen |
| Streckgrenze (0.2%) (Mindest) | 193 MPa (28 ksi) | ASTM E8 | Elastische Designgrenze; Knickbewertung |
| Verlängerung (Mindest) | 10% | ASTM E8 | Duktilitätsreserve für Umformung und Schlagzähigkeit |
| Schiere Stärke (typisch) | ~165 MPa | — | Niet- und Schweißscherkonstruktion |
| Brinellhärte (typisch) | 60–75 HB | ASTM E10 | Überprüfung des Temperaments; Eingangskontrolle |
| Dauerfestigkeit (ungeschweißt, 5×10⁸) | ~117 MPa | ASTM E466 | Beurteilung der Ermüdung des Grundmetalls |
| Dauerfestigkeit (Schweißverbindung) | ~45–62 MPa | Eurocode 9/DNV | Maßgebliches Designkriterium für Schiffsrümpfe |
| Charpy-Einschlag (−40°C) | >15 J | ASTM E23 | Qualifikation für den Kaltklimadienst |
| Elastizitätsmodul | 70.3 GPa | — | Durchbiegungs- und Steifigkeitsberechnungen |
IV. Herstellungsprozess in Marinequalität 5086 H116 Aluminiumplatte
4.1 Von der Schmelz- bis zur Marinezertifizierung: Der Produktionsablauf
Zertifiziert 5086 H116-Marineblech erfordert eine disziplinierte Prozesskontrolle über sechs Fertigungsstufen hinweg, denn die Hauptfunktion des H116-Tempers – Korrosionsbeständigkeit durch kontrollierte Mikrostruktur – kann durch einen einzigen thermischen Ausflug oder eine unzureichende Kältereduktion an jedem Punkt der Sequenz zerstört werden.
Im Folgenden wird der Produktionsprozess von der Legierungsvorbereitung bis zur Zertifizierung nachgezeichnet.
4.2 Legierungsvorbereitung und DC-Gießen
Der 5086 Die Schmelze wird durch die Kombination von Primäraluminium hergestellt (≥99,7 % Al) mit genau abgewogenen Zugaben von Magnesiummetall (Erreichen des Ziels von 3,5–4,5 % Mg) und Mangan-Vorlegierung (0.20–0,70 % Mn-Ziel).
Chromzusatz (0.05–0,25 % Cr) erfordert eine sorgfältige Kontrolle – zu wenig beeinträchtigt die Funktion der Korngrenzenstabilisierung; Zu viel riskiert die Bildung chromhaltiger Ausscheidungen, die die Legierung verspröden können. Optische Emissionsspektrometrie (OES) überprüft die Schmelzchemie anhand von Pfannenproben vor jedem Guss.
Direkte Kühlung (Gleichstrom) Beim halbkontinuierlichen Gießen entstehen Walzbarren mit einer Dicke von typischerweise 400–550 mm und einer Breite von 1.000–2.000 mm.
Die kontrollierte Erstarrungsgeschwindigkeit des DC-Prozesses erzeugt ein feines, relativ gleichmäßige Mikrostruktur mit beherrschbaren Zusammensetzungsgradienten – besser als die gröbere, stärker getrennte Struktur, hergestellt durch Stranggussverfahren.
Für die Herstellung von Marineplatten, Als Produktionsweg ist Gleichstromgießen erforderlich; Hersteller versuchen, kontinuierlich zu gießen 5086 für Schiffsanwendungen kann nicht die mikrostrukturelle Gleichmäßigkeit erreichen, die für eine konsistente H116-Korrosionsleistung erforderlich ist.
4.3 Homogenisierung: Aufbau der mikrostrukturellen Grundlage
Die Homogenisierung bei 460–510 °C für 8–18 Stunden erfüllt drei Funktionen gleichzeitig 5086 Platten:
Beseitigung der Segregation: Durch die Erstarrung entstehen Zusammensetzungsgradienten über die Dendritenabstände hinweg (typischerweise 50–200 μm). Das Halten bei erhöhter Temperatur ermöglicht die Diffusion, um Magnesium neu zu verteilen, Mangan, und Chrom in eine gleichmäßigere Verteilung, Gewährleistung gleichbleibender Eigenschaften über die gesamte Plattendicke.
Dispersoid-Niederschlag: Beim langsamen Abkühlen von der Homogenisierungstemperatur, Al₆Mn- und Al₁₂Mg₂Cr-Dispersoidpartikel (0.05–0,5 μm) Keime bilden und wachsen. Diese Partikel sind die mikrostrukturellen Wirkstoffe, die für die Hemmung der Rekristallisation beim Warmwalzen und das Kornwachstum beim Glühen verantwortlich sind und so die endgültige Kornstruktur der H116-Platte direkt steuern.
Nichtgleichgewichtsphasenauflösung: Im Gusszustand 5086 enthält metastabile Magnesium-reiche intermetallische Phasen an Dendritengrenzen. Durch Homogenisierung werden diese zu einer festen Lösung aufgelöst, Vorbereiten einer einheitlichen Ausgangsmikrostruktur für das Warmwalzen.
4.4 Warmwalzen: Reduzierung der Gebäudedicke mit mikrostruktureller Kontrolle
Anschließende Homogenisierung, geschälte Platten (oberflächenbearbeitet, um die abgetrennten äußeren 10–20 mm zu entfernen) werden auf 430–500°C vorgewärmt und warmgewalzt.
Der Warmwalzdurchgangsplan reduziert die Bramme durch eine Reihe von Durchgängen von ca. 400–550 mm auf die Warmbanddicke von typischerweise 3–20 mm (große Reduzierung pro Durchgang, hohe Temperatur) und Abschlussdurchgänge (kleinere Reduzierung, kontrollierte Austrittstemperatur).
Von besonderer Bedeutung ist die Warmwalzaustrittstemperatur – die Temperatur, mit der das Band das Endwalzgerüst verlässt 5086 H116-Produktion.
Wenn die Austrittstemperatur zu hoch ist (über etwa 320°C), Das Band rekristallisiert weitgehend zu einer grobkörnigen Struktur, die zu einer schlechteren Oberflächenbeschaffenheit des Endprodukts führt.
Wenn die Austrittstemperatur zu niedrig ist (unter ca. 220°C), Eine unvollständige Rekristallisation hinterlässt eine teilweise bearbeitete Struktur, die nach dem anschließenden Glühen zu veränderlichen Eigenschaften führt.
Für Konstanz 5086 H116-Eigenschaften, Die meisten Hersteller streben Austrittstemperaturen von 250–310 °C mit einer Kontrolle von ±20 °C über die gesamte Bandbreite an.
4.5 Kaltwalzen auf H116-Zustand
Nach dem Abkühlen des Heißbandes auf unter 100°C (Sicherstellen, dass es während des Übergangs nicht zu einer Sensibilisierung kommt), Beim Kaltwalzen wird die kontrollierte Reduktion angewendet, die H116 definiert.
Die Produktionsdisziplin beim Kaltwalzen umfasst drei gleichzeitige Anforderungen:
- Reduktionskontrolle: Erreichen Sie die spezifische prozentuale Reduzierung (Eigentum jedes Herstellers, typischerweise 5–20 % für 5086 H116) das erzeugt UTS ≥270 MPa, YS ≥193 MPa, Dehnung ≥10 %, und Versetzungsdichte ausreichend für NAMLT ≤15 mg/cm²
- Temperaturkontrolle: Halten Sie die Plattentemperatur jederzeit unter 65 °C – überprüft durch Kontaktthermometer an der Austrittsseite jedes Kaltwalzstichs
- Schmierstoffmanagement: Tragen Sie Walzöl gleichmäßig auf, um die Reibung zu kontrollieren, Wärmeerzeugung, und Oberflächenreinheit – überschüssiges Schmiermittel trägt zur Kohlenwasserstoffverunreinigung der Oberfläche bei, die die Haftung der nachfolgenden Beschichtung beeinträchtigt
4.6 Integration der Qualitätskontrolle: Sensibilisierungstests in der Produktionsphase
ASTM B928 verlangt, dass jede Produktionscharge von 5086 H116 wird vor der Veröffentlichung einem NAMLT-Test unterzogen. Unter einem „Los“ versteht man alle Platten aus derselben Legierung, Temperament, und Dicke aus dem gleichen Guss hergestellt (Hitze) in der gleichen Rollfolge.
Die praktische Auswirkung für große Walzwerke, die mehrere Chargen gleichzeitig produzieren, besteht darin, dass NAMLT-Tests eine sinnvolle Zertifizierungszykluszeit darstellen können – typischerweise mit einer Verlängerung der Lieferpläne um zwei bis drei Arbeitstage.
Beschaffungsteams müssen diesen Zeitplan in die Materiallieferungspläne der Werften integrieren, anstatt Lieferanten unter Druck zu setzen, sie vor der Zertifizierung freizugeben.
Die Testsequenz der Produktionsqualitätskontrolle vor der Plattenfreigabe:
- Chemische Zusammensetzung (von OES): Jede Charge → akzeptieren/ablehnen im Vergleich zu ASTM B209 / DE 573-3 Grenzen
- Zugversuch (ASTM E8): Jedes Los → UTS, Ja, Dehnung gegenüber H116-Minima
- NAMLT (ASTM G67): Jedes Los → Massenverlust ≤15 mg/cm²
- Härte (Brinell): Jedes Los (Stichprobenkontrolle) → Bestätigung des Bereichs 60–75 HB
- Maßprüfung: Jede Platte → Dicke, Breite, Länge, Ebenheit, Sturz
- Ultraschallprüfung (ASTM B594): Wie angegeben → interne Laminierungs- und Einschlusserkennung
V. Physikalische und mechanische Eigenschaften: Das vollständige Profil
5.1 Vergleich der Struktureigenschaften: 5086 H116 vs. Wichtige Alternativen
Marine Grade verstehen 5086 H116-Aluminiumplatte für sich allein ist weniger nützlich, als sie im Kontext zu verstehen.
Die folgenden Vergleichspositionen 5086 H116 im Vergleich zu seinen gängigsten maritimen Alternativen in den Eigenschaften, die strukturelle Entwurfsentscheidungen bestimmen:
| Eigentum | 5086-H116 | 5083-H116 | 5052-H32 | 6061-T6 |
|---|---|---|---|---|
| UTS min (MPa) | 270 | 303 | 228 | 310 |
| YS min (MPa) | 193 | 214 | 193 | 276 |
| Dehnung min (%) | 10 | 10 | 12 | 8 |
| Dichte (g/cm³) | 2.66 | 2.66 | 2.68 | 2.70 |
| E (GPa) | 70.3 | 70.3 | 70.3 | 68.9 |
| HAZ YS (typ., MPa) | ~105 | ~115 | ~90 | ~ 160 (T4-äquiv.) |
| Min. Biegeradius (3mm Platte) | ~1.5t | ~2t | ~1t | ~2.5t |
| Korrosion durch Meerwasser | Exzellent | Exzellent | Sehr gut | Mäßig |
| Sensibilisierungsrisiko | Niedrig-mäßig | Mäßig | Sehr niedrig | N / A |
| ASTM B928 erforderlich | Ja | Ja | NEIN | NEIN |
Die Reihe zur HAZ-Streckgrenze offenbart einen der unterschätzten Vorteile von 5086: seine HAZ-Eigenschaften für Schweißverbindungen, während niedriger als die Mutterplatte, sind im Vergleich zu den HAZ-Werten von 5083 günstig, da sich die niedrigere Anfangsstreckgrenze in einem günstigeren HAZ-Verbindungseffizienzverhältnis niederschlägt.
Für eine Strukturplatte mit effizienter Schweißverbindung (HAZ YS / Elternteil YS) regelt die Gestaltung, 5086 erreicht ungefähr 54% gemeinsame Effizienz im Vergleich zu ungefähr 54% für 5083 – im Wesentlichen gleichwertig.
Jedoch, das absolute Stresslevel im 5086 Gefahr (~105 MPa) ist niedriger, also bei gegebener Strukturbelastung, 5086 HAZ-Verbindungen erfordern etwas dickere Platten oder engere Versteifungsabstände als gleichwertige Verbindungen 5083 Verbindungen.

5086 H116 Aluminiumplatte für Segelbootrümpfe
5.2 Physikalische Eigenschaften für das Schiffsdesign
| Eigentum | Wert | Einheit | Implikationen für das Meeresdesign |
|---|---|---|---|
| Dichte | 2.66 | g/cm³ | 34% aus Stahl; ermöglicht eine leichte Rumpfkonstruktion |
| Elastizitätsmodul | 70.3 | GPa | Niedriger als Stahl; regelt die Durchbiegung bei großen Platten |
| Schermodul | 26.4 | GPa | Torsionssteifigkeit; Bemessung der Plattenschubknickung |
| Der Wärmeausdehnungskoeffizient | 23.8 | µm/m·°C | Anforderungen an die thermische Verbindung zwischen Tropen und Arktis |
| Wärmeleitfähigkeit | 127 | W/m·K | Wärmeverteilung; Brandtechnische Analyse |
| Elektrische Leitfähigkeit | 31 | % IACS | Stromverteilungsdesign mit kathodischem Schutz |
| Schmelzbereich | 585–641 | °C | Brandschutz: niedriger als Stahl; Passiver Schutz erforderlich |
| Spezifische Wärmekapazität | 900 | J/kg · k | Thermische Masse zur Berechnung der Branddauer |
Die Dichte von 2.66 g/cm³ ist die Zahl, die letztendlich den wirtschaftlichen Nutzen von Aluminium gegenüber Stahl in den meisten Schiffsanwendungen bestimmt.
Übertragen Sie dies auf einen Vergleich des Rumpfstrukturgewichts: A 5086 Eine H116-Rumpfplatte mit einer Biegesteifigkeit, die der einer Schiffsstahlplatte entspricht, wiegt etwa 45–55 % des Gewichts der Stahlplatte.
Auf einem 15 Meter langen Freizeitschiff, Diese Gewichtseinsparung von 600–900 kg in der Rumpfstruktur reduziert den Kraftstoffverbrauch bei Reisegeschwindigkeit direkt um etwa 15–22 % – eine erhebliche Betriebseinsparung über eine Schiffslebensdauer von 20–30 Jahren.
5.3 Formbarkeit: 5086s Wettbewerbsunterscheidungsmerkmal
5086 Der Formbarkeitsvorteil von H116 gegenüber 5083 H116 ist nicht subtil – es ist der wichtigste technische Grund für die Spezifikation 5086 wenn eine komplexe Rumpfgeometrie erforderlich ist.
Der Mechanismus hinter diesem Vorteil ist unkompliziert: 5086s geringerer Magnesiumgehalt (3.5–4,5 % vs. 4.0–4,9 % für 5083) führt zu einer geringeren Streckgrenze, und eine geringere Streckgrenze führt direkt zu einer besseren Kaltumformbarkeit, da die zur plastischen Verformung des Materials erforderliche Spannung im Verhältnis zu seiner Bruchspannung geringer ist.
Vergleich des minimalen Biegeradius (Materialstärke 4 mm):
| Biegerichtung | 5086-H116 | 5083-H116 | Vorteil |
|---|---|---|---|
| Quer zur Rollrichtung | 1.5T (6 mm) | 2T (8 mm) | 5086: 25% engerer Radius |
| Parallel zur Rollrichtung | 2T (8 mm) | 2.5T (10 mm) | 5086: 20% engerer Radius |
Für Rumpfkonstruktionen mit ausgeprägten Rumpfaufstiegswinkeln, ausgestellte Oberseiten, zusammengesetzte gebogene Bogenabschnitte, und enge Bilgenradien, Dieser Umformbarkeitsvorteil ist betriebsentscheidend.
Verarbeiter arbeiten mit 5086 H116 meldet 30–40 % weniger Rissvorfälle beim Kaltbiegen von Rumpfrahmen und Rumpfschalenplatten im Vergleich zu gleichwertigen Schiffen 5083 H116-Operationen – eine Qualitäts- und Produktivitätsverbesserung, die den geringen Materialkostenunterschied zwischen den beiden Legierungen mehr als ausgleicht.
5.4 Ermüdungsdesigneigenschaften für Meeresstrukturen
Die Ermüdungseigenschaften von Schweißverbindungen 5086 H116 folgen demselben Eurocode 9 / DNV S-N-Kurvenrahmen als 5083 H116, Da es sich bei beiden um geschweißte Aluminiumlegierungen handelt und das Ermüdungsverhalten von Schweißverbindungen in erster Linie von der Schweißnahtgeometrie und -qualität und nicht von der spezifischen Legierung abhängt:
| Strukturelles Detail | Detailkategorie Δσ_C (MPa) | Repräsentativer Rumpfstandort |
|---|---|---|
| Mutterplatte, entfernt von Schweißnähten | 70 | Mittelfeld, weg von Versteifungen |
| Vollständig durchdringende Stumpfschweißung (Qualität A) | 40–50 | Rumpfstrake-Längsverbindungen |
| Vollständig durchdringende Stumpfschweißung (Qualität B) | 35–45 | Rahmen- und Querverbindungen |
| Versteifungsabschluss – mit Halterung | 28–35 | Rahmenendverbindungen |
| Versteifungsabschluss – ohne Halterung | 20–28 | Kurze Versteifungsenden |
| Kehlnaht, kreuzförmiges Gelenk | 25–32 | Befestigung der Deckbeschläge |
Entscheidend, 5086 Und 5083 Schweißverbindungen derselben Detailkategorie bieten eine gleichwertige Ermüdungslebensdauer bei gleichen Spannungsbereichen.
Die Wahl zwischen den beiden Legierungen hat keinen wesentlichen Einfluss auf das Ergebnis der Ermüdungskonstruktion, sofern Schweißqualität und Detailgeometrie gleichwertig sind.
Diese Gleichwertigkeit bedeutet, dass Designer frei ersetzen können 5086 für 5083 in ermüdungsgesteuerten Strukturanwendungen ohne Neukonstruktion von Schweißdetails – eine wichtige praktische Vereinfachung.

Exportverpackung in Marinequalität 5086 H116 Aluminiumplatte
VI. Korrosionsleistung auf Schiffen: Wissenschaftliche Analyse
6.1 5086s elektrochemische Position im Meerwasser
Marinequalität 5086 H116-Aluminiumplatten entwickeln in Meerwasser ein natürliches Potenzial für offene Kreislaufe (OCP) von etwa −0,85 V gegen die gesättigte Kalomelelektrode (SCE) – geringfügig edler (positiv) als 5083 (ungefähr −0,87 V), Dies spiegelt den etwas geringeren Magnesiumgehalt wider.
Dieser kleine Unterschied ist für die meisten maritimen Designzwecke praktisch unbedeutend, da beide Legierungen die gleiche allgemeine Position in der galvanischen Reihe einnehmen und ähnlich auf die gleichen kathodischen Schutzsysteme reagieren.
Der Passivfilm weiter 5086 im Meerwasser ist eine dünne (2–8 nm), amorphe Aluminiumoxidschicht, die sich bei Einwirkung sauerstoffhaltiger Umgebungen spontan bildet und sich durch ein dynamisches Gleichgewicht aus Auflösung und Repassivierung aufrechterhält.
Die wichtigste Leistungsmetrik ist die Lochfraßpotential – das elektrochemische Potenzial, oberhalb dessen Grübchen entstehen – und das Lochfraßpotenzial von 5086 in Meerwasser bei 25 °C fällt auf etwa –0,65 bis –0,75 V gegenüber SCE.
Da das natürliche OCP (−0,85 V) ist deutlich negativer als das Lochfraßpotential, 5086 Im normalen Meerwasserbetrieb arbeitet es mit einem kathodischen Schutz von ca. 100–200 mV gegenüber seinem eigenen Massenpotential – einem selbstschützenden Puffer, der eine grundlegende Widerstandsfähigkeit gegen Kernbildung bietet.
6.2 Die drei kritischen Korrosionsmodi und die Abwehrmechanismen von 5086
Peeling-Korrosion: Die primäre H116-Verteidigung
Peeling greift 5xxx-Legierungen durch die längliche Form an, Pfannkuchenförmige Korngrenzen, die durch Walzen entstehen – das Eindringen von intergranularem Meerwasser hebt aufeinanderfolgende Plattenschichten entlang der Walzebenen zunehmend an, wodurch die charakteristische Blasenbildung entsteht, delaminierendes Aussehen, das dem Peeling seinen Namen gibt.
Der Mechanismus erfordert drei Bedingungen gleichzeitig: ein sensibilisiertes Korngrenzennetzwerk (Kontinuierliche Beta-Phase-Abdeckung); ein Elektrolyt (Meerwasser) ist in der Lage, die Korngrenze zu durchdringen; und die geometrische Beschränkung länglicher Körner, die dazu führt, dass sich die Ausbreitung des Korrosionsprodukts eher in einer Delaminierung zwischen den Schichten als in einem verteilten allgemeinen Angriff äußert.
5086 H116 greift diesen Mechanismus in seiner ersten Voraussetzung an. Durch die Steuerung der Kältereduktion wird eine Unterbrechung erzeugt, diskontinuierliche Korngrenzen-Beta-Phasenverteilung, H116-Temper entfernt den kontinuierlichen intergranularen Weg, den Meerwasser für eine fortschreitende Peeling-Wirkung benötigt.
Zusätzlich, 5086s geringerer Magnesiumgehalt (gegen 5083) Das heißt, auch ohne H116-Temperierkontrolle, Die Korngrenzen-Betaphase neigt dazu, sich langsamer und in einem diskontinuierlicheren Muster zu bilden – was einen zusätzlichen Sicherheitsspielraum bietet, der erklärt, warum 5086 im H32-Temper zeigt eine bessere Peeling-Widerstandsfähigkeit als 5083 im H32-Temper, obwohl keines der beiden die ASTM B928-Zertifizierungsanforderungen erfüllt.

Schiffsdeck gebraucht 5086 H116 Aluminiumplatte
Stresskorrosionsrisse (SCC): Wo 5086 Übertrifft die Leistung 5083
SCC kombiniert anhaltende Zugspannung mit einer aktiven korrosiven Umgebung, um Risse bei Spannungsintensitäten weit unter der Bruchzähigkeit von unbelastetem Material auszubreiten.
In sensibilisierten 5xxx-Legierungen, Der kontinuierliche Beta-Phasenfilm an den Korngrenzen ermöglicht die Ausbreitung von anodischen Auflösungsrissen. 5086 Die SCC-Resistenz von H116 profitiert von zwei verstärkenden Mechanismen: die Störung der kontinuierlichen Korngrenzen-Betaphase durch das H116-Temper (das Gleiche wie beim Peeling), und die von Natur aus langsamere Sensibilisierungskinetik des geringeren Magnesiumgehalts.
Veröffentlichte Daten aus Langzeit-SCC-Tests von 5086 H116 zeigt eine Beständigkeit gegen Rissbildung bei Dauerbelastungen von bis zu 60% der Streckgrenze im Wechseltauchversuch (ASTM G44) – überlegen 5083 H116 (typischerweise beständig gegen ca 50% der Streckgrenze) und sensibilisiertem H32-Material deutlich überlegen (das bei 20–25 % der Streckgrenze reißen kann).
Für Rumpfstrukturen mit Schweißeigenspannungen von 30–50 MPa, Dieser SCC-Widerstandsspielraum ist für den normalen Seebetrieb ausreichend – aber nicht unbegrenzt. Jede anhaltende Zugbeanspruchung in Kombination mit einer sensibilisierungsfördernden thermischen Umgebung verdient technische Aufmerksamkeit.
Korrosion Lochfraß: Der grundlegende Meerwasserangriff
Lochfraß entsteht an Stellen, an denen der Passivfilm am schwächsten ist: intermetallische Partikel-Matrix-Grenzflächen, Korngrenzen-Austrittspunkte, und Oberflächenkratzer, die frisches Aluminium freilegen.
Für Marinequalität 5086 H116 Aluminiumplatte, Die dominierenden Grübchenbildungsstellen sind intermetallische Al₃Fe- und Al₆Mn-Partikel, die kathodisch zur Aluminiummatrix wirken und lokale galvanische Zellen erzeugen, die das umgebende Aluminium auflösen.
Der Eisenverunreinigungsgrenzwert von ≤0,50 % für 5086 (versus ≤0,40 % für 5083) bedeutet das 5086 kann prinzipiell mehr Al₃Fe-Partikel enthalten – ein geringer Nachteil in der Korrosionsbeständigkeit im Vergleich zu 5083. In der Praxis, höchster Marinequalität 5086 Hersteller halten Eisen unten 0.30%, was diesen theoretischen Unterschied vernachlässigbar macht.
Langzeit-Eintauchtestdaten für 5086 in synthetischem Meerwasser (ASTM D1141) zeigt danach durchschnittliche Grubentiefen von 0,10–0,25 mm 5 Jahre – eine Korrosionsrate von 0,02–0,05 mm/Jahr, die die bei der Schiffsrumpfplattierung verfügbare Blechdickenreserve bequem aufnimmt.
VII. Marineanwendungen und Schiffstypen
7.1 Freizeit- und Sportboote: Die dominante Anwendungsdomäne
Der Markt für Freizeitboote macht den größten Anteil aus 5086 H116-Verbrauch weltweit, angetrieben durch die außergewöhnliche Kombination von Formbarkeit der Legierung, Korrosionsbeständigkeit gegenüber Meerwasser, und Gewichtseffizienz für die Schiffstypen und -größen, die im Freizeitbau vorherrschen (6–18 m Gesamtlänge).
Offshore-Fischerboote aus Aluminium im Bereich von 6–12 m stellen den Archetyp dar 5086 H116-Anwendung. Diese Schiffe benötigen zusammengesetzte, gekrümmte Rümpfe mit ausgeprägtem Rumpfaufgang (typischerweise 18–24°) und ausgestellte Bögen für die Offshore-Seefahrt, Seewasser-Korrosionsbeständigkeit für Oberseiten, die zwischen den Nachrüstungen jahrelang nicht lackiert werden dürfen, und strukturelle Festigkeit, die für den Offshore-Einsatz geeignet ist, ohne übermäßiges Gewicht, das die Leistung kleinerer Außenbord- oder Heckantriebskraftwerke beeinträchtigen würde. Marinequalität 5086 Die H116-Aluminiumplatte mit einer Stärke von 3,0–5,0 mm erfüllt alle drei Anforderungen gleichzeitig.
Segelbootrümpfe stellen einige der geometrisch komplexesten Herausforderungen im Aluminiumbootbau dar – geschwungene Kiele, gebogene Querbalkenabschnitte, ausgestellte Oberseiten, und ausgeprägtes Tumblehome erfordern alle einen engen Biegeradius 5086 geht zuverlässiger als 5083. Zusätzlich, Die strukturellen Belastungen von Segelbooten sind im Allgemeinen geringer als die Belastungen von Motorbooten gleicher Länge (kein Zuschlagen; niedrigere Geschwindigkeit), machen die 10% Streckgrenzenunterschied zwischen 5086 Und 5083 Für die meisten Anwendungen auf Segelschiffen ist dies strukturell irrelevant. Erfahrene Aluminium-Segelbootbauer – darunter Spezialisten in Europa und Neuseeland – spezifizieren konsequent 5086 H116 für Oberseiten und Strukturen über der Wasserlinie, reservieren 5083 H116 für Kielbefestigungsbereiche und Wasserlinie/Bodenbeschichtung, wo strukturelle Anforderungen die zusätzliche Festigkeit rechtfertigen.
Mittelkonsole und Walkaround-Boote (7–10 m) Profitieren Sie bei der Herstellung der Konsolenstrukturen mit tiefen Seiten von der Formbarkeit von 5086, Fischkiste umgibt, und Freibordabschnitte, die diese Rumpftypen definieren. Bauherren berichten von deutlich weniger Schweißnahtreparaturen aufgrund von Rissen beim Formen dieser komplexen Profile bei der Verwendung 5086 H116 versus 5083 H116 – eine direkte Produktionskosteneinsparung, die etwaige geringfügige Materialkostenaufschläge mehr als ausgleicht.
7.2 Kommerzielle Arbeitsboote: Kombination von struktureller Leistung und Formbarkeit
Gewerbliche Arbeitsboote – das Praktische, Nutzschiffe, die Offshore-Plattformen bedienen, Transfermannschaft, Umfragen durchführen, und Unterstützung des Hafenbetriebs – stellen den zweiten großen Verbrauchsbereich dar 5086 H116.
Besatzungstransferschiffe (CTVs) für die Wartung von Offshore-Windparks veranschaulichen die Strategie zur Optimierung der Legierungsauswahl am deutlichsten. Ein typisches 24 m CTV-Rumpfdesign wird häufig eingesetzt 5083 H116 (6–8 mm) für die Bodenbeplattung – wo Stoßbelastungen durch wiederholten Turbinenzugang bei niedrigem Meeresspiegel hohe zyklische Belastungen mit sich bringen – und 5086 H116 (5–6 mm) für Ober- und Aufbauplatten, wo die geringeren strukturellen Anforderungen die besser formbare Legierung ermöglichen und wo die komplexe Geometrie der Mannschaftsunterkünfte von der Fähigkeit des 5086 mit engeren Biegeradien profitiert.
Lotsenboote und Hafendienstboote (12–22 m) bieten besonders günstige Voraussetzungen für 5086 H116: mäßige strukturelle Belastungen (In den meisten Fällen handelt es sich eher um eine Verschiebungs- als um eine Hobeloperation), komplexe Rumpfformen, typisch für das Design mit runder Bilgeverdrängung, und das regelmäßige Abspritzen der Oberseite mit Süßwasser, das für die Wartung von Hafenschiffen typisch ist. Das geringere Sensibilisierungsrisiko von 5086 H116 versus 5083 ist ein sekundärer Vorteil bei Hafenschiffen, die einer Dampfreinigung des Decks unterzogen werden – eine potenziell sensibilisierende Temperaturbelastung, die in den Spezifikationen der Rumpfkonstruktionslegierungen der meisten Werften überhaupt nicht enthalten ist.
7.3 Meeresstrukturen und Offshore-Anwendungen
Jenseits der Bootsrümpfe selbst, 5086 H116-Platten werden häufig in Schiffsstrukturanwendungen eingesetzt, bei denen die Korrosionsbeständigkeit und das geringe Gewicht von Aluminium geschätzt werden, maximale strukturelle Leistung jedoch zweitrangig ist:
Schwimmende Fingerdocks und Pontons für den Jachthafen verwenden 5086 H116 für ihre außergewöhnliche Korrosionsbeständigkeit in der aggressiven Umgebung von Yachthafengewässern (erhöhte Schadstoffwerte durch Kraftstoffverschüttungen, Ablauf der Antifouling-Farbe, und organische Kontamination durch liegende Schiffe). Die geringeren strukturellen Anforderungen beim Bau von Schwimmdocks machen die zusätzliche Festigkeit von 5083 überflüssig, während die Formbarkeit von 5086 die Herstellung der Pontonformen und Verbindungsklammern vereinfacht, die Marina-Docksysteme charakterisieren.
Gehwege für Offshore-Plattformen, Handläufe, und Gitter — wenn die primäre Funktion in der Korrosionsbeständigkeit und der Sicherheit des Personals liegt und nicht in der Tragfähigkeit struktureller Lasten — Verwendung 5086 H116 für seine Kombination aus ausreichender Festigkeit (ausreichend für Gehwegbelastung gemäß den geltenden Vorschriften), ausgezeichnete Korrosionsbeständigkeit ohne Lackierung (Reduzierung des Wartungsaufwands an abgelegenen Offshore-Standorten), und geringes Gewicht (Reduzierung des Eigengewichts der Plattformoberseitenstruktur).
Gangways und Zugangsrampen Für den Transport vom Schiff zur Plattform und vom Schiff zum Land stellen sich Anforderungen an die Formbarkeit, die dies begünstigen 5086: die Artikulationsabschnitte, gebogene Führungsschienen, und abgewinkelte Landeplattformen moderner Gangwaysysteme erfordern Biegevorgänge, wobei der engere Mindestbiegeradius von 5086 Konstruktionen ermöglicht, die ein Vorglühen erfordern würden 5083.
Während 5083 H116 dominiert die primären Rumpfstrukturanwendungen im Marineschiffbau, 5086 H116 findet erhebliche Verwendung in der Sekundär- und Aufbaustruktur von Marineschiffen:
Aufbauplatten und Gehäuse Auf schnellen Patrouillenbooten und Versorgungsschiffen profitieren Sie bei der Herstellung nichtplanarer Teile von der Formbarkeit von 5086, zusammengesetzte gekrümmte Oberflächen, die die Ästhetik moderner Marineschiffaufbauten charakterisieren (ausgelegt für reduzierten Radarquerschnitt). Schiffsarchitekten, die nach Stealth-Kriterien entwerfen, spezifizieren Kurven, abgewinkelte Aufbaupaneele, die den Herstellern bei der Arbeit eine Herausforderung darstellen 5083; der Übergang zu 5086 für diese Elemente verbessert die Erfolgsquote bei der Erstdurchgangsfertigung erheblich.
Minenabwehrschiff (MCMV) Hilfsstruktur — nichttragende Platten, Interne Unterbringungsteiler, Deckmaschinengehäuse – häufig verwendet 5086 H116, wo Gewichtsreduzierung und Korrosionsbeständigkeit wichtig sind, maximale strukturelle Leistung jedoch nicht. Die nichtmagnetische Anforderung, die die Wahl des MCMV-Rumpfmaterials auf Aluminium treibt (oder GFK) Gilt auch für die Sekundärstruktur, Herstellung 5086 eine natürliche Passform.
Kombinierte Konstruktion von Amphibienfahrzeugen Strategien werden zunehmend eingesetzt 5086 H116 für Oberseiten, Rampenseitenwände, und Mannschaftsraumstruktur, reservieren 5083 H116 für die Bodenschale und die Strukturrahmen, die die konzentrierten Lasten der Fahrzeugbeladung bei Landungsoperationen am Strand tragen.
XIII. Qualitätsstandards, Testen, und Zertifizierung
Zertifizierte Marinequalität 5086 Die H116-Aluminiumplatte befindet sich in einem Rahmen ergänzender Standards, die sich mit der Zusammensetzung befassen, Eigenschaften, Sensibilisierung, und Dokumentation:
| Standard | Ausstellende Stelle | Umfang | Kritische Anforderung für 5086 |
|---|---|---|---|
| ASTM B928 | ASTM International | 5xxx Legierungen für den Schiffseinsatz | NAMLT ≤15 mg/cm² auf jeder Charge |
| ASTM B209 | ASTM International | Al-Blech und -Platte: Abmessungen und Eigenschaften | Chemische Zusammensetzung; mechanische Eigenschaften |
| ASTM G67 | ASTM International | NAMLT-Sensibilisierungstest | Testverfahren für B928-Konformität |
| ASTM G66 | ASTM International | ASSET-Peeling-Test | Visuelle Bewertung der Peeling-Resistenz |
| DE 485 | CEN | Europäisches Blatt/Platte: Abmessungen und Toleranzen | Maßtoleranzrahmen |
| DE 573-3 | CEN | Europäische Normen für die Zusammensetzung von Legierungen | 5086 Grenzen der Zusammensetzung |
| MIL-DTL-24093 | US-Verteidigungsministerium | Militärisches Marinealuminium | Qualifikation für Marineschiffsmaterial |
| DE 10204 | CEN | Arten von Materialzertifikaten | 3.1 / 3.2 Zertifizierungsdokumentation |
IX. Abschluss
Die wichtigste Schlussfolgerung dieser umfassenden Untersuchung ist eine Neuausrichtung der Marine Grade 5086 H116-Aluminiumplatte wird wahrgenommen. Zu oft als „die weniger starke Alternative zu“ beschrieben 5083 für Anwendungen, bei denen eine reduzierte Festigkeit akzeptabel ist,„Marinequalität 5086 H116-Aluminiumplatten werden genauer gesagt als Präzisionsmaterial für Anwendungen mit hervorragender Formbarkeit verstanden, Äquivalente Langzeit-Korrosionsbeständigkeit in zertifizierter H116-Qualität, und eine geringfügig bessere Sensibilisierungsrobustheit führen zusammen zu besseren technischen Ergebnissen als 5083 H116 würde erreichen.
Die Anwendungen, die konkret davon profitieren 5086 H116 sind zahlreich und kommerziell bedeutsam: Freizeit-Aluminiumboote mit komplexen Rumpfformen (der volumenstärkste Sektor im Marinealuminiumverbrauch), Rümpfe und Oberseiten von Segelbooten, Sekundärstruktur für kommerzielle Arbeitsboote, Aluminiumstrukturen für Offshore-Plattformen, Strategien für den Rumpfbau aus gemischten Legierungen, und der schnell wachsende Markt für batterieelektrische Schiffe. In all diesen Anwendungen, 5086 H116 ist kein Fallback – es ist die richtige technische Antwort.
Gussproduktionsprozess und seine Einführung
Der Zweck des Schmelzens und Gießens besteht darin, Legierungen mit zufriedenstellender Zusammensetzung und hoher Reinheit der Schmelze herzustellen, um günstige Bedingungen für den Guss von Legierungen verschiedener Formen zu schaffen.
Verfahrensschritte Schmelzen und Gießen: Chargenbildung --- Füttern --- schmelzen --- Nach dem Schmelzen umrühren, Schlackenentfernung --- Probenahme vor der Analyse --- Hinzufügen einer Legierung zur Anpassung der Zusammensetzung, rühren --- verfeinern --- Statische Einstellung – Leitofenguss.
Warmwalzproduktionsverfahren und seine Einführung
- 1. Unter Warmwalzen versteht man im Allgemeinen das Walzen oberhalb der Rekristallisationstemperatur des Metalls;
- 2. Während des Warmwalzprozesses, Das Metall unterliegt sowohl Härtungs- als auch Erweichungsvorgängen. Aufgrund des Einflusses der Verformungsgeschwindigkeit, solange der Wiederherstellungs- und Rekristallisationsprozess zu spät ist, es wird eine gewisse Kaltverfestigung geben;
- 3. Die Rekristallisation des Metalls nach dem Warmwalzen ist unvollständig, das ist, die Koexistenz von rekristallisierter Struktur und deformierter Struktur;
- 4. Warmwalzen kann die Verarbeitungsleistung von Metallen und Legierungen verbessern, Gussfehler reduzieren oder beseitigen.
- 1. Die Gieß- und Walztemperatur liegt im Allgemeinen zwischen 680 °C und 700 °C. Je niedriger, desto besser, Die stabile Gieß- und Walzlinie stoppt normalerweise einmal im Monat oder öfter, um wieder auf die Beine zu kommen. Während des Produktionsprozesses, Es ist notwendig, den Flüssigkeitsstand im vorderen Tank streng zu kontrollieren, um einen niedrigen Flüssigkeitsstand zu verhindern;
- 2. Bei der Schmierung wird C-Pulver mit unvollständiger Gasverbrennung zur Schmierung verwendet, Dies ist auch einer der Gründe für die verschmutzte Oberfläche von Guss- und Walzwerkstoffen;
- 3. Die Produktionsgeschwindigkeit liegt im Allgemeinen zwischen 1,5 m/min und 2,5 m/min;
- 4. Die Oberflächenqualität von durch Gießen und Walzen hergestellten Produkten ist im Allgemeinen relativ gering, und können Produkte mit besonderen physikalischen und chemischen Leistungsanforderungen im Allgemeinen nicht erfüllen.
- 1. Unter Kaltwalzen versteht man die Walzproduktionsmethode unterhalb der Rekristallisationstemperatur;
- 2. Während des Walzprozesses findet keine dynamische Rekristallisation statt, und die Temperatur steigt maximal auf die Erholungstemperatur, und das Kaltwalzen wird in einem Kaltverfestigungszustand erscheinen, und die Kaltverfestigungsrate wird groß sein;
- 3. Die kaltgewalzten Bleche und Bänder weisen eine hohe Maßhaltigkeit auf, gute Oberflächenqualität, einheitliche Struktur und Leistung, und durch Wärmebehandlung können Produkte in verschiedenen Zuständen erhalten werden;
- 4. Beim Kaltwalzen können dünne Bänder ausgewalzt werden, aber zur selben Zeit, Es hat die Nachteile eines hohen Energieverbrauchs für die Verformung und vieler Bearbeitungsdurchgänge.
- 1. Die Endbearbeitung ist eine Bearbeitungsmethode, um das kaltgewalzte Blech den Anforderungen des Kunden anzupassen, oder um die spätere Verarbeitung des Produkts zu erleichtern;
- 2. Die Endbearbeitungsausrüstung kann die im Warmwalz- und Kaltwalzproduktionsprozess entstandenen Fehler korrigieren, wie z. B. rissige Kanten, ölig, schlechte Plattenform, verbleibender Stress, usw. Es muss sichergestellt werden, dass keine weiteren Mängel in den Produktionsprozess eingebracht werden;
- 3. Es gibt verschiedene Finishing-Geräte, hauptsächlich einschließlich Querschneiden, Schlitzen, Dehnung und Aufrichtung, Glühofen, schlittern, usw.

Gieß- und Walzverfahren
Gieß- und Walzverfahren: flüssiges Metall, Frontbox (Flüssigkeitsstandkontrolle), Gieß- und Walzmaschine (Schmiersystem, kühlendes Wasser), Schermaschine, Wickelmaschine.
Kaltwalzender Produktionsprozess

Einführung in den Endproduktionsprozess
Aluminiumlegierungen zeichnen sich durch eine geringe Dichte aus, gute mechanische Eigenschaften, gute Verarbeitungsleistung, ungiftig, leicht zu recyceln, ausgezeichnete elektrische Leitfähigkeit, Wärmeübertragung und Korrosionsbeständigkeit, Es gibt also ein breites Anwendungsspektrum.
Luft- und Raumfahrt: zur Herstellung von Flugzeughäuten verwendet, Rumpfspanten, Träger, Rotoren, Propeller, Treibstofftanks, Wandpaneele und Fahrwerksstreben, sowie Raketenschmiederinge, Wandpaneele für Raumfahrzeuge, usw.

Aluminiumlegierung für die Luft- und Raumfahrt
Transport: Wird für Karosseriestrukturmaterialien von Automobilen verwendet, U-Bahn-Fahrzeuge, Eisenbahnpersonenwagen, Hochgeschwindigkeits-Personenkraftwagen, Türen und Fenster, Regale, Teile für Automobilmotoren, Klimaanlagen, Heizkörper, Karosserieteile, Räder und Schiffsmaterialien.

Verkehrsanwendung
Verpackung: Vollaluminium-Pop-Dosen werden hauptsächlich als metallisches Verpackungsmaterial in Form dünner Platten und Folien verwendet, und werden zu Dosen verarbeitet, Deckel, Flaschen, Fässer, und Verpackungsfolien. Weit verbreitet in der Verpackung von Getränken, Essen, Kosmetika, Medikamente, Zigaretten, industrielle Produkte, Medikamente, usw.

Verpackungsanwendung
Drucken: Wird hauptsächlich zur Herstellung von PS-Platten verwendet, Aluminiumbasierte PS-Platten sind ein neuartiges Material in der Druckindustrie, Wird für die automatische Plattenherstellung und den automatischen Druck verwendet.

PS-Druck
Architektonische Dekoration: Aluminiumlegierungen werden häufig in Gebäudestrukturen verwendet, Türen und Fenster, abgehängte Decken, dekorative Oberflächen, usw. aufgrund seiner guten Korrosionsbeständigkeit, ausreichende Festigkeit, hervorragende Prozessleistung und Schweißleistung.

Anwendung im Aluminiumlegierungsbau
Elektronische Produkte: Computers, Mobiltelefone, Kühlschrankschalen, Heizkörper, usw.

Elektronische Produktanwendung
Küchenwaren: Aluminiumtöpfe, Aluminiumbecken, Reiskochereinlagen, Haushaltsaluminiumfolie, usw.

Küchenanwendung
Verpackung von Aluminiumblechen/-spulen
In jedem Detail der Verpackung streben wir nach perfektem Service. Unser gesamter Verpackungsprozess ist wie folgt:
Laminierung: klarer Film, blauer Film, Mikroschleimhaut, hochschleimig, Laserschneidfolie (2 Marken, Novacell und Polyphem);
Schutz: Eckenschutz aus Papier, Anti-Druck-Pads;
Trocknen: Trockenmittel;
Tablett: begastes, harmloses Holztablett, wiederverwendbares Eisentablett;
Verpackung: Tic-Tac-Toe-Stahlgürtel, oder PVC-Verpackungsgürtel;
Materialqualität: Völlig frei von Mängeln wie Weißrost, Ölflecken, Rollspuren, Kantenschäden, Kurven, Dellen, Löcher, Bruchlinien, Kratzer, usw., kein Spulensatz.
Hafen: Qingdao oder andere Häfen in China.
Vorlaufzeit: 15-45 Tage.

Verpackungsprozess für Aluminiumbleche/-platten

Verpackungsprozess für Aluminiumspulen
F: Sind Sie Hersteller oder Händler??
Q: Wir sind ein Hersteller, Unsere Fabrik befindet sich in der Weier Road Nr. 3, Industriegebiet, Gongyi, Henan, China.
F: Wie hoch ist die Mindestbestellmenge für die Bestellung des Produkts??
Q: Unser MOQ ist 5 Tonnen, Für einige Sonderprodukte gilt eine Mindestbestellmenge von 1 oder 2 Tonnen.
F: Wie lang ist Ihre Vorlaufzeit??
Q: Im Allgemeinen beträgt unsere Vorlaufzeit ca 30 Tage.
F: Verfügen Ihre Produkte über eine Qualitätssicherung??
Q: Ja, wenn es ein Qualitätsproblem mit unseren Produkten gibt, Wir entschädigen den Kunden, bis er zufrieden ist.
Verwandte Produkte






Neueste Blogs

Übliche Legierungen von Kühlfahrzeugen verwenden PE-beschichtete Aluminiumspulen
Entdecken Sie gängige Legierungen von PE-beschichteten Aluminiumspulen für Kühlfahrzeuge, einschließlich 3003, 3004, Und 3105. Entwickelt für hervorragende Korrosionsbeständigkeit, Formbarkeit, und langanhaltende Outdoor-Performance.

Ist Aluminium leitfähig? Eigenschaften, Verwendungsmöglichkeiten & Vorteile erklärt
Ist Aluminium leitfähig?? Entdecken Sie die elektrische Leitfähigkeit von Aluminium, entscheidende Vorteile, und warum es in der Energieübertragung und in industriellen Anwendungen weit verbreitet ist.

Nachhaltigkeit erschließen: Die Wahrheit über das Recycling von Aluminiumfolie
Ist Aluminiumfolie recycelbar?? Erfahren Sie, wie Aluminiumfolie recycelt werden kann, wie man es richtig zubereitet, und warum Recycling dazu beiträgt, Abfall zu reduzieren und Ressourcen zu schonen.

Beschichtete Aluminiumfolie für Verpackungsanwendungen | Stark & Zuverlässig
Hochwertige beschichtete Aluminiumfolie für Verpackungsanwendungen, bietet hervorragenden Barriereschutz, Haltbarkeit, und konsequente Leistung.







