

1. Introduction
9-micron 1235 composite aluminum foil is a highly specialized, multi-layer material that serves as a cornerstone of the modern flexible packaging industry.
This material system is engineered to provide a high-performance barrier at an optimal cost and weight. Its core is an ultra-thin, 9µm (0.009mm) foil made from 1235 aluminum alloy, a high-purity (≥99.35% Al) grade prized for its exceptional softness and workability.
While the 9-micron foil itself provides a near-perfect barrier to light, gases, and moisture, its thinness makes it mechanically fragile and susceptible to pinholes.
These weaknesses are overcome by laminating it with other polymer films (such as PET, BOPP, and PE). The resulting composite structure leverages the absolute barrier of the aluminum core while gaining the strength, printability, and sealability of the polymer layers.
This makes 9-micron 1235 composite foil the go-to solution for a vast range of applications, including food packaging (snacks, coffee, milk powder) and pharmaceutical sachets, where a high barrier, light weight, and cost-effectiveness are all critical requirements.

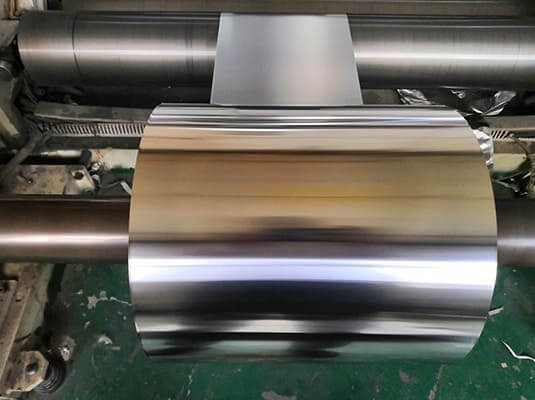
9-micron 1235 composite aluminum foil
2. Understanding 1235 Aluminum Alloy
2.1 Chemical Composition
The 1235 aluminum foil belongs to the 1xxx series of commercial purity aluminum, specifically engineered for converter foil applications where formability and barrier performance take precedence over structural strength.
The chemical composition adheres to strict limits that maximize rolling efficiency and surface quality.
| Element | Minimum | Maximum | Functional Role in 9μm Foil |
|---|---|---|---|
| Aluminum (Al) | 99.35% | — | Matrix providing ductility, reflectivity, and corrosion resistance |
| Silicon (Si) | — | 0.10% | Tight control ensures smooth rolling surface and minimizes inclusion defects |
| Iron (Fe) | — | 0.60% | Provides slight strengthening; excessive levels increase pinhole risk |
| Copper (Cu) | — | 0.05% | Kept minimal to preserve electrical conductivity and corrosion resistance |
| Manganese (Mn) | — | 0.05% | Trace element limited to prevent work hardening |
| Magnesium (Mg) | — | 0.05% | Controlled to avoid surface oxidation issues |
| Zinc (Zn) | — | 0.10% | Impurity management for anodizing compatibility |
| Titanium (Ti) | — | 0.03% | Grain refinement in cast ingots |
| Other Elements (Each) | — | 0.03% | Aggregate impurity cap ensuring consistency |
| Other Elements (Total) | — | 0.10% | Overall purity protection |
2.2 Microstructure and Temper
The 1235 alloy achieves its optimal properties through careful thermal processing.
Manufacturers produce 9-micron foil in two primary tempers, each serving distinct converting requirements:
O Temper (Soft, Annealed):
- Tensile Strength: 60–90 MPa (8.7–13.0 ksi)
- Yield Strength: 20–35 MPa (2.9–5.1 ksi)
- Elongation: 25–35% (A50mm gauge)
- Hardness: 20–25 HB
- Microstructure: Fully recrystallized equiaxed grains (ASTM 6–9) with minimal dislocation density
The O temper maximizes ductility for deep drawing, folding, and complex forming operations.
The 25–35% elongation enables 9-micron foil to conform to sharp creases in cigarette inner liners and sachet corners without cracking.
This temper also optimizes adhesive wet-out during lamination, as the soft surface conforms to microscopic surface irregularities in plastic films.
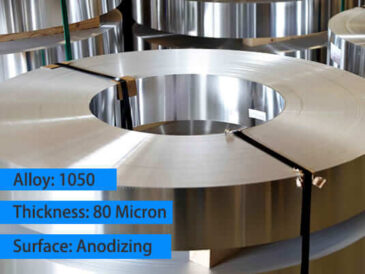
9-micron 1235 H18 aluminum foil
H18 Temper (Full Hard, Cold-Worked):
- Tensile Strength: 110–150 MPa (16.0–21.8 ksi)
- Yield Strength: 100–130 MPa (14.5–18.9 ksi)
- Elongation: 1–3%
- Hardness: 45–55 HB
- Microstructure: Elongated grains with high dislocation density from cold rolling
H18 temper provides handling stiffness for unwind operations and slit-edge stability.
Converters often specify H18 for foil that must traverse long web paths at high speed before lamination, as the increased rigidity reduces wrinkling and edge weaving.
The laminate structure subsequently provides flexibility in the finished product.
3. 9 Micrometer (μm) Thickness: Opportunities and Challenges
3.1 Opportunities (Why pursue 9 micrometers?)
- Lightweighting & material cost reduction. Moving from e.g., 12–15 µm down to 9 µm reduces aluminum mass by ~25–40%, lowering raw-material cost and package weight. (9 µm = 0.009 mm).
- Excellent barrier per unit mass. Even at 9 µm a continuous aluminum layer provides near-opaque light barrier and very low oxygen and moisture transmission when incorporated into a laminate; suppliers report OTR and WVTR figures that place such laminates in “high barrier” class for many food and pharmaceutical applications.
- Improved form-factor and aesthetics. Thin foil conforms to complex shapes (labels, lidding) with smaller step heights and less bulk.
3.2 Challenges (Inherent weaknesses of 9 micrometers)
- Mechanical fragility: reduced puncture resistance, higher sensitivity to handling, and increased risk of pinholes during rolling and lamination. Typical practical tensile/puncture performance must be validated for the stack and forming process.
- Pinholes & defects control: process cleanliness and rolling/anneal schedules must be tightly controlled; pinhole density scales unfavorably with decreasing gauge.
- Adhesion and delamination risk: ultra-thin foil has less cohesive thickness for adhesives to “bite”; surface treatments or lacquers are often required to secure bond strength to polymers.
- Converting difficulty: slitting, embossing, die-cutting and rewinding require specialized tension control, anti-static measures and skilled equipment operators.
4. Structure of 9-Micron 1235 Composite Aluminum Foil
4.1 Typical Composite Structures
The 9-micron 1235 foil rarely serves as standalone packaging. Instead, it functions as the critical barrier layer within multi-material laminates that combine complementary properties.
Engineers design these structures to position each material where its properties deliver maximum value:
Structure 1: PET/AL/PE (General-Purpose Food Packaging)
- PET (12–25μm): Exterior print carrier providing mechanical strength, dimensional stability, and gloss
- Adhesive (1.5–3.0 g/m²): Polyurethane two-component system creating chemical bond
- AL (9μm): Core barrier layer blocking oxygen, moisture, and light
- Adhesive (1.5–3.0 g/m²): Tie layer for polyethylene adhesion
- PE (40–80μm): Interior sealant providing heat-sealability, chemical resistance, and food contact compliance
Total thickness: ~65–120μm | Barrier: OTR <0.1 cc/m²·day, WVTR <0.01 g/m²·day
Structure 2: Paper/AL/PE (Cigarette Inner Liner)
- Paper (40–60 g/m²): Exterior providing dead-fold characteristics, opacity, and tactile quality
- AL (9μm): Barrier against moisture and aroma loss
- PE (20–60μm): Heat-seal layer for pack closure
This structure leverages the “dead-fold” property of 1235-O foil—the ability to retain a crease without spring-back—essential for cigarette pack forming at 400+ packs/minute.
Structure 3: BOPP/AL/CPP (Confectionery and Snacks)
- BOPP (20μm): High-clarity exterior with excellent machinability
- AL (9μm): Barrier and light protection
- CPP (40–70μm): Hot-tack sealant for high-speed form-fill-seal operations
The biaxially oriented polypropylene (BOPP) provides superior crack resistance compared to PET, while cast polypropylene (CPP) offers broader heat-seal windows for confectionery packaging.
Structure 4: PA/AL/PE (Puncture-Resistant Pouches)
- PA (15μm, Nylon): Exterior providing exceptional puncture and abrasion resistance
- AL (9μm): Barrier layer
- PE (60–80μm): Sealant and structural bulk
This configuration suits vacuum-packed meats and cheeses where bone edges or sharp corners threaten package integrity.

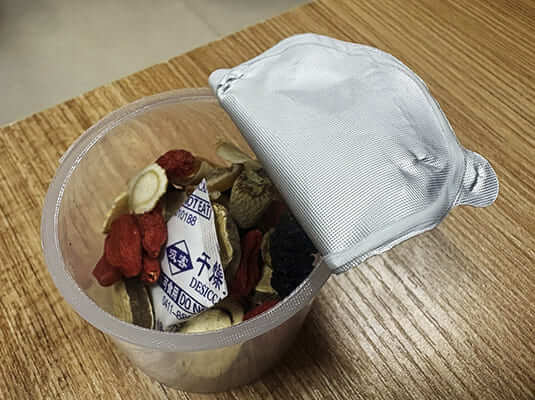
Tea packaging used 9-micron 1235 composite aluminum foil
4.2 Why Composite for 9-Micron Aluminum Foil
Mechanical Protection:
The 9-micron foil cannot survive handling, shipping, or retail display as a single layer.
PET (tensile strength 200–300 MPa) or paper (stiffness 2–5 Nm/g) provide structural armor that prevents flex cracks and abrasion.
Seal Integrity:
Aluminum lacks thermoplasticity—it cannot heat-seal. PE or CPP layers (melting point 110–135°C) create hermetic closures through impulse or hot-bar sealing.
Chemical Isolation:
Acidic or alkaline products (tomato sauce, detergents) corrode aluminum. PE and PP provide inert barriers preventing chemical attack.
Printability:
Aluminum accepts only limited printing technologies. PET and paper substrates enable high-resolution gravure or flexographic decoration.
Cost Optimization:
At $8–12/kg for aluminum foil versus $2–4/kg for PE, composite structures minimize aluminum usage to the absolute barrier requirement while leveraging cheaper polymers for bulk.
5. Manufacturing Process of 9-Micron 1235 Composite Aluminum Foil
Key steps and control points:
- Casting and hot rolling to produce coil stock.
- Cold rolling schedules with multiple passes to progressively reduce gauge toward foil thickness. Intermediate and final anneals are applied to restore ductility and control grain structure. Precise pass schedules and roll gap control are critical to reach a uniform 9 µm target without excessive edge-wave or thickness variation.
- Surface preparation and cleaning to remove rolling oils and particulates (important to minimize pinholes).
- Coating/lacquering (optional) to provide printability and corrosion resistance prior to lamination.
- Lamination (composite formation) — can be by solventless adhesive, extrusion lamination (melt adhesive), or solvent/wet adhesives depending on stack and end-use. Proper adhesive selection, nip temperature and pressure are tuned to avoid foil wrinkles and to achieve peel strength targets.
- Slitting and rewinding with strict tension control and anti-static handling for 9 µm gauges.
- Quality inspection (pinhole detection, thickness mapping, surface inspection) and final packing.
Process control charts for foil production typically track gauge tolerance (e.g., ±0.5 µm target for 9 µm), pinhole counts per m², and laminate peel strength.
6. Applications of 9-Micron 1235 Composite Aluminum Foil
6.1 Flexible Food Packaging
The 9-micron 1235 foil serves as the barrier backbone for dry goods packaging:
- Coffee and Tea: Aroma retention critical; 9μm foil with <40 pinholes/m² maintains freshness 12–18 months
- Snack Foods: PET/AL/PE structures provide light protection for photosensitive vitamins and flavors
- Powdered Beverages: WVTR <0.01 g/m²·day prevents caking and preserves solubility
High-speed form-fill-seal (FFS) lines operate at 200+ cycles/minute with 9-micron foil, validating its mechanical stability under rapid flexing.

Sachet Strips For Medical Packaging
6.2 Pharmaceutical and Medical Packaging
Secondary overwraps for pharmaceuticals utilize 9-micron foil in:
- Sachet Strips: PET/AL/PE for unit-dose powders and granules
- Lidding Foil: 9μm 1235-O replaces thicker gauges for cost-sensitive OTC products
- Tropical Blister Alternatives: Non-PVC laminates for high-humidity markets
Migration testing per EU 10/2011 and FDA 21 CFR 177.1390 ensures compliance for indirect food contact.
6.3 Tobacco Packaging
Cigarette inner liners represent a major 9-micron application:
- Structure: Paper (40–60 g/m²)/AL (9μm)/PE (20–30μm)
- Dead-Fold: 1235-O temper retains sharp creases without spring-back
- Aroma Barrier: Prevents moisture loss and flavor cross-contamination
- Speed Compatibility: Runs at 400+ packs/minute on G.D. and Focke machines
6.4 Industrial and Technical Applications
Cable Wrap: Non-woven/AL/PE laminates provide electromagnetic interference (EMI) shielding with 9-micron foil delivering >60 dB attenuation at 1 GHz.
Building Insulation: Foil-faced radiant barriers utilize 9μm 1235 for cost-effective reflectivity (>88% solar reflectance).
Battery Pouch Films: Lamination with nylon and polypropylene creates containment for lithium-ion cells, with 9-micron foil providing moisture barrier and electrical isolation.

1235 aluminum foil for Cable Wrap
7. Comparative Alloy Analysis
Engineers selecting aluminum foil must evaluate alternatives to 1235. The following matrix compares key options for 9-micron applications:
| Attribute | 1235 | 8079 | 8011 | Selection Guidance |
|---|---|---|---|---|
| Aluminum Purity | ≥99.35% | ≥99.0% | ~97.0% (Al-Fe-Si) | 1235 for highest purity; 8079 for pinhole-critical <7μm |
| Tensile Strength (O temper) | 60–90 MPa | 80–110 MPa | 80–120 MPa | Higher strength in 8079/8011 for handling stiffness |
| Elongation (O temper) | 25–35% | 15–25% | 15–25% | 1235 superior for deep drawing and folding |
| Dead-Fold Characteristics | Excellent | Very Good | Good | 1235 preferred for cigarette/tobacco |
| Pinhole Resistance at 9μm | Enhanced: ≤40/m² | Enhanced: ≤30/m² | Enhanced: ≤25/m² | 8079/8011 intermetallics improve rolling; 1235 requires tighter process control |
| Cost Position | $ (Lowest) | $$ | $$ | 1235 offers 10–15% cost advantage |
| Typical Applications | Mainstream food, tobacco, general lamination | High-barrier pharma, abuse-resistant pouches | Lidding, tube laminates, heat-seal applications |
8. Huawei 9-Micron 1235 Composite Aluminum Foil Specification
(Representative supplier specification drawn from typical product pages — engineers should request a manufacturer-run Material Test Certificate and sample tests before approving for production.)
Supplier example: Henan Huawei Aluminum Co., Ltd (commercial supplier listing for “9-Micron 1235 Composite Aluminum Foil”). Reported or typical specification items include:
- Alloy: 1235 (O temper typical for lamination).
- Nominal aluminum thickness: 9 µm (0.009 mm).
- Composite stacks offered: PET/AL(9)/PE; Paper/AL(9)/PE; BOPP/AL(9)/PE.
- Typical WVTR / OTR for laminated structures (supplier reported example): OTR < 0.1 (units depend on test method; usually cc/m²·day), WVTR < 0.01 (g/m²·day) for finished laminate — confirm test method and units with supplier before quoting shelf life.
- Pinhole density: marketed as “low pinhole density” — suppliers commonly specify pinhole counts per m² or qualitative grades; ask for measured pinhole counts at acceptance.
- Temper: O (annealed) or light cold-work (as required).
- Coating: optional lacquer for printability; adhesive systems per laminate.
- Package: jumbo rolls, typical widths 200–1,600 mm; coil ID/OD to buyer spec.
- Quality control: thickness tolerance band (for 9 µm often specified ±0.5–1.0 µm depending on supplier), visual surface class, pinhole acceptance, MTC available on request.

Huawei Aluminum Foil Export Packaging
9. Conclusion
The 9-micron 1235 composite aluminum foil is a testament to the power of systems thinking in material science.
It is a highly optimized solution that acknowledges the limitations of a single material and overcomes them through intelligent combination.
By pairing the absolute barrier potential of an ultra-thin 1235 aluminum foil with the mechanical strength of polymer films, the packaging industry has created a material that is both high-performing and highly economical.
It is not the most robust barrier available, but for the vast majority of flexible packaging needs, it represents the perfect equilibrium of protection, cost, and efficiency.
FAQs
1. If 9-micron foil has pinholes, is it still a “high barrier”?
Yes. In a composite structure, the barrier performance is not determined by the foil alone. The adhesive and polymer layers create a “tortuous path” that effectively seals the microscopic pinholes. The final laminate still provides an exceptionally low OTR and WVTR (e.g., <0.5), which is firmly in the high-barrier category and far superior to any non-foil-based film.
2. Why not just use a thicker foil to avoid pinholes?
You can, but it comes with trade-offs. A thicker foil (e.g., 12µm or 15µm) will have fewer pinholes and more strength, but it will be more expensive, heavier, and result in a stiffer final package, which may not be desirable. 9 microns is often the most cost-effective solution that meets the required barrier specifications for a huge range of products.
3. What is the difference between this and “Alu-Alu” foil?
“Alu-Alu” (cold form) foil is a much thicker, soft-temper aluminum foil (typically 45-60 microns) laminated with OPA and PVC. It is designed to be plastically deformed (cold-formed) into a blister cavity, providing an absolute, 100% barrier. 9-micron composite foil is a thin, flexible material used for flat pouches and bags; it cannot be formed into a deep cavity.
Casting production process and its introduction
The purpose of melting and casting is to produce alloys with satisfactory composition and high purity of melt, so as to create favorable conditions for casting alloys of various shapes.
Melting and casting process steps: batching --- feeding --- melting --- stirring after melting, slag removal --- pre-analysis sampling --- adding alloy to adjust the composition, stirring --- refining --- static Setting——Guide furnace casting.
Hot rolling production process and its introduction
- 1. Hot rolling generally refers to rolling above the metal recrystallization temperature;
- 2. During the hot rolling process, the metal has both hardening and softening processes. Due to the influence of deformation speed, as long as the recovery and recrystallization process is too late, there will be a certain work hardening;
- 3. The recrystallization of the metal after hot rolling is incomplete, that is, the coexistence of recrystallized structure and deformed structure;
- 4. Hot rolling can improve the processing performance of metals and alloys, reduce or eliminate casting defects.
- 1. The casting and rolling temperature is generally between 680°C and 700°C. The lower the better, the stable casting and rolling line usually stops once a month or more to re-stand. During the production process, it is necessary to strictly control the liquid level of the front tank to prevent low liquid level;
- 2. Lubrication uses C powder with incomplete combustion of gas for lubrication, which is also one of the reasons for the dirty surface of casting and rolling materials;
- 3. The production speed is generally between 1.5m/min-2.5m/min;
- 4. The surface quality of products produced by casting and rolling is generally relatively low, and generally cannot meet products with special physical and chemical performance requirements.
- 1. Cold rolling refers to the rolling production method below the recrystallization temperature;
- 2. There will be no dynamic recrystallization during the rolling process, and the temperature will rise to the recovery temperature at most, and the cold rolling will appear in a work hardening state, and the work hardening rate will be large;
- 3. The cold-rolled sheet and strip have high dimensional accuracy, good surface quality, uniform structure and performance, and products in various states can be obtained with heat treatment;
- 4. Cold rolling can roll out thin strips, but at the same time, it has the disadvantages of high energy consumption for deformation and many processing passes.
- 1. Finishing is a processing method to make the cold-rolled sheet meet the customer's requirements, or to facilitate the subsequent processing of the product;
- 2. The finishing equipment can correct the defects produced in the hot rolling and cold rolling production process, such as cracked edge, oily, poor plate shape, residual stress, etc. It needs to ensure that no other defects are brought into the production process;
- 3. There are various finishing equipments, mainly including cross-cutting, slitting, stretching and straightening, annealing furnace, slitter, etc.

Casting and rolling process
Casting and rolling process: liquid metal, front box (liquid level control), casting and rolling machine (lubrication system, cooling water), shearing machine, coiling machine.
Cold rolling production process

Introduction to finishing production process
Aluminum alloy has the characteristics of low density, good mechanical properties, good processing performance, non-toxic, easy to recycle, excellent electrical conductivity, heat transfer and corrosion resistance, so it has a wide range of applications.
Aerospace: used to make aircraft skins, fuselage frames, girders, rotors, propellers, fuel tanks, wall panels and landing gear struts, as well as rocket forging rings, spacecraft wall panels, etc.

Aluminum alloy used for aerospace
Transportation: used for car body structure materials of automobiles, subway vehicles, railway passenger cars, high-speed passenger cars, doors and windows, shelves, automotive engine parts, air conditioners, radiators, body panels, wheels and ship materials.

Traffic application
Packaging: All-aluminum pop cans are mainly used as metal packaging materials in the form of thin plates and foils, and are made into cans, lids, bottles, barrels, and packaging foils. Widely used in the packaging of beverages, food, cosmetics, medicines, cigarettes, industrial products, medicines, etc.

Packaging application
Printing: Mainly used to make PS plates, aluminum-based PS plates are a new type of material in the printing industry, used for automatic plate making and printing.

PS printing
Architectural decoration: aluminum alloy is widely used in building structures, doors and windows, suspended ceilings, decorative surfaces, etc. due to its good corrosion resistance, sufficient strength, excellent process performance and welding performance.

Aluminum alloy construction application
Electronic products: computers, mobile phones, refrigerator shells, radiators, etc.

Electronic product application
Kitchen supplies: aluminum pots, aluminum basins, rice cooker liners, household aluminum foil, etc.

Kitchen application
Packaging Of Aluminum Sheet/Coil
Every detail of packaging is where we pursue perfect service. Our packaging process as a whole is as follows:
Lamination: clear film, blue film, micro-mucosal, high-mucosal, laser cutting film (2 brands, Novacell and Polyphem);
Protection: paper corner protectors, anti-pressure pads;
drying: desiccant;
Tray: fumigated harmless wooden tray, reusable iron tray;
Packing: Tic-tac-toe steel belt, or PVC packing belt;
Material Quality: Completely free from defects such as white rust, oil spots, rolling marks, edge damage, bends, dents, holes, break lines, scratches, etc., no coil set.
Port: Qingdao or other ports in China.
Lead time: 15-45 days.

Aluminum sheet/plate packaging process

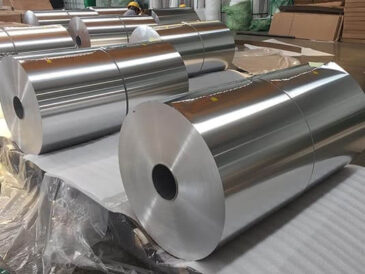
Aluminum coil packaging process
F: Are you a manufacturer or a trader?
Q: We are a manufacturer, our factory is at No.3 Weier Road, Industrial Zone, Gongyi, Henan, China.
F: What is the MOQ for ordering the product?
Q: Our MOQ is 5 tons, and some special products will have a minimum order quantity of 1 or 2 tons.
F: How long is your lead time?
Q: Generally our lead time is about 30 days.
F: Do your products have quality assurance?
Q: Yes, if there is a quality problem with our products, we will compensate the customer until they are satisfied.
Related Products




Latest Blogs
Ultra-high reflectivity aluminum mirror sheet
Ultra-high reflectivity aluminum mirror sheet with 95–98% visible reflectance, low scatter (TIS <1%), and specification advice for BRDF, spectral curves and coatings.

Trusted 3003 Aluminium Checker Plate Sheet Suppliers Worldwide
Find reliable 3003 Aluminium Checker Plate Sheet Suppliers offering certified quality, competitive pricing, custom sizes, and fast global delivery for your projects.

6061 T6 vs 7075 Aluminum: Strength, Weight & Best Uses
Compare 6061 T6 vs 7075 aluminum easily. Discover differences in strength, weight, and applications to choose the best for your projects.

Industrialization and Application of Honeycomb Aluminum Foil
This blog explores the industrialization of honeycomb aluminum foil, focusing on the 3003 alloy production process. It covers hot rolling, continuous casting, and the continuous casting-rolling method, highlighting the benefits of process optimization in improving mechanical properties, reducing energy consumption, and lowering production costs.







